
一种旋转式的回流焊接炉及其焊接方法.pdf

是你****盟主

1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种旋转式的回流焊接炉及其焊接方法.pdf
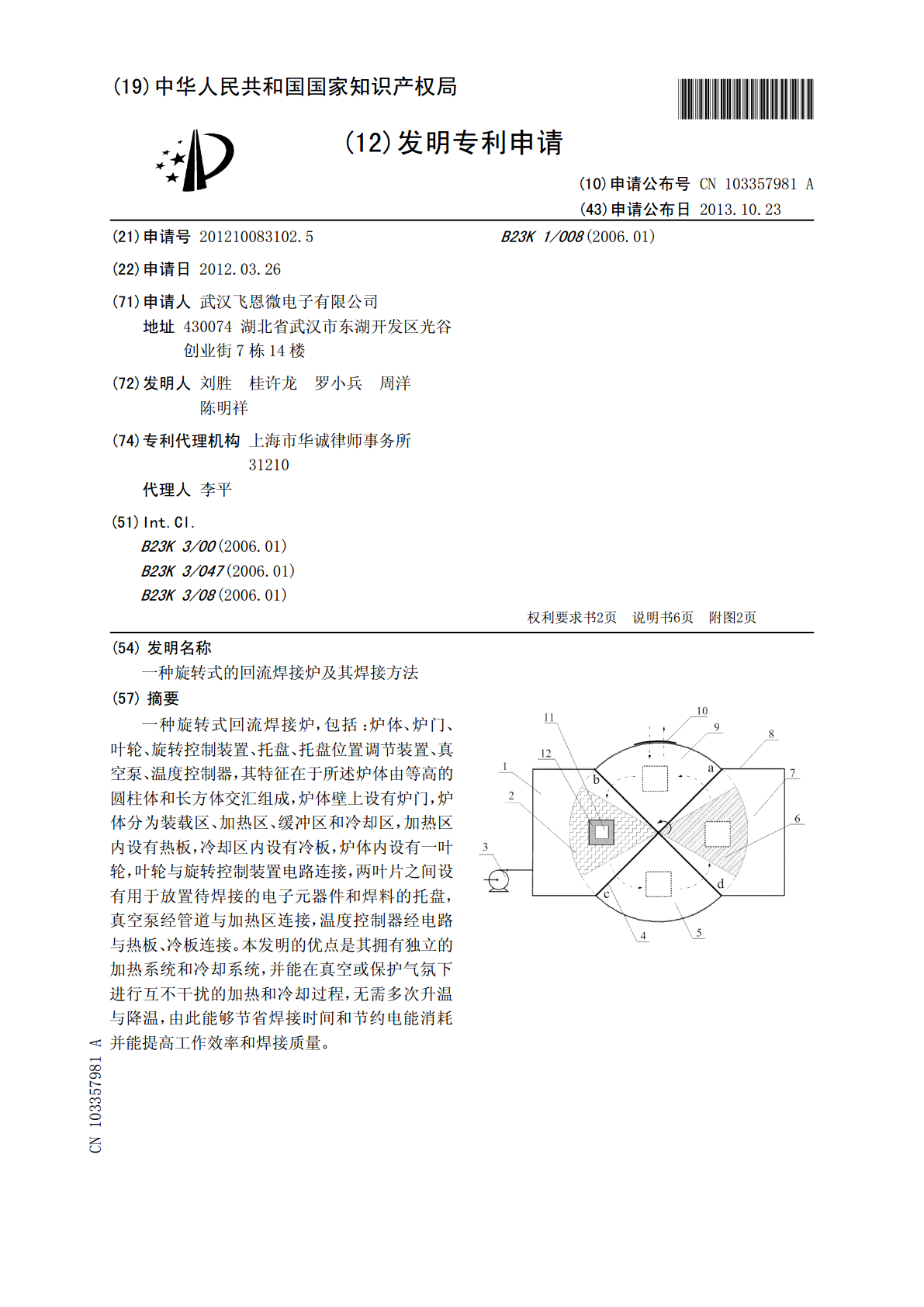
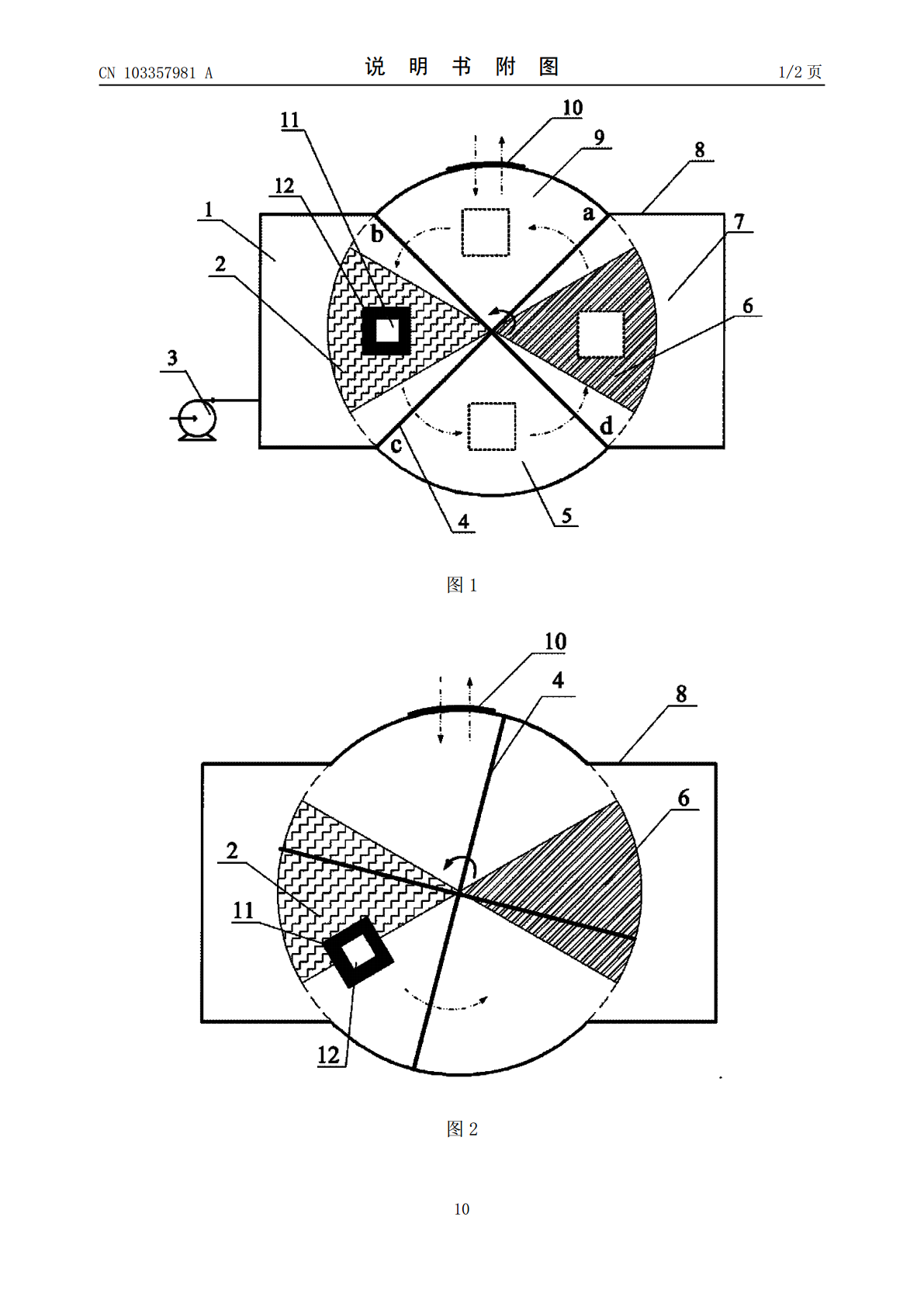
一种旋转式回流焊接炉,包括:炉体、炉门、叶轮、旋转控制装置、托盘、托盘位置调节装置、真空泵、温度控制器,其特征在于所述炉体由等高的圆柱体和长方体交汇组成,炉体壁上设有炉门,炉体分为装载区、加热区、缓冲区和冷却区,加热区内设有热板,冷却区内设有冷板,炉体内设有一叶轮,叶轮与旋转控制装置电路连接,两叶片之间设有用于放置待焊接的电子元器件和焊料的托盘,真空泵经管道与加热区连接,温度控制器经电路与热板、冷板连接。本发明的优点是其拥有独立的加热系统和冷却系统,并能在真空或保护气氛下进行互不干扰的加热和冷却过程,无需

一种气浮旋转式回流焊接装置及方法.pdf
本发明公开了一种气浮旋转式回流焊接装置及方法,包括转盘、热板、限位板、炉体、炉门、炉盖、转速调节装置、温控器、气体调节器;炉体由圆柱体及圆筒组成,圆柱体顶面划分为上料区、下料区、变温区,下料区带有储料槽,上料区及变温区带有气孔,其最外围还设有滚珠,转盘同轴安装于圆柱体顶面且其凸台与滚珠接触,限位板安装于转盘上,热板安装于变温区中,变温区入口及出口处正上方分别带有线槽,线槽及气孔能排出氮气。本发明的优点是实现焊接件气浮旋转式运输,避免运输过程中热板表面与待焊接件产生摩擦,同时实现自动化流水线回流焊接作业,通
一种连续式真空焊接炉及其焊接方法.pdf
本发明公开了一种连续式真空焊接炉,该真空焊接炉包括工作室、进料口、出料口,在工作室内依次并排设有四个真空腔体部件,各自拥有独立的温度调控系统、传动系统、测量系统、调控系统;在真空焊接炉内形成预热区、焊接区、预冷却区、冷却区四个独立的系统,从而实现不同的处理过程即预热阶段、加热阶段、预冷阶段和冷却阶段。本发明还公开了该真空焊接炉的使用方法。本发明的优点是能在真空或保护气氛下进行互不干扰的加热和冷却过程,无需多次升温与降温,由此能够节省焊接时间和节约电能消耗并能提高工作效率和焊接质量。
回流焊炉以及焊接处理方法.pdf
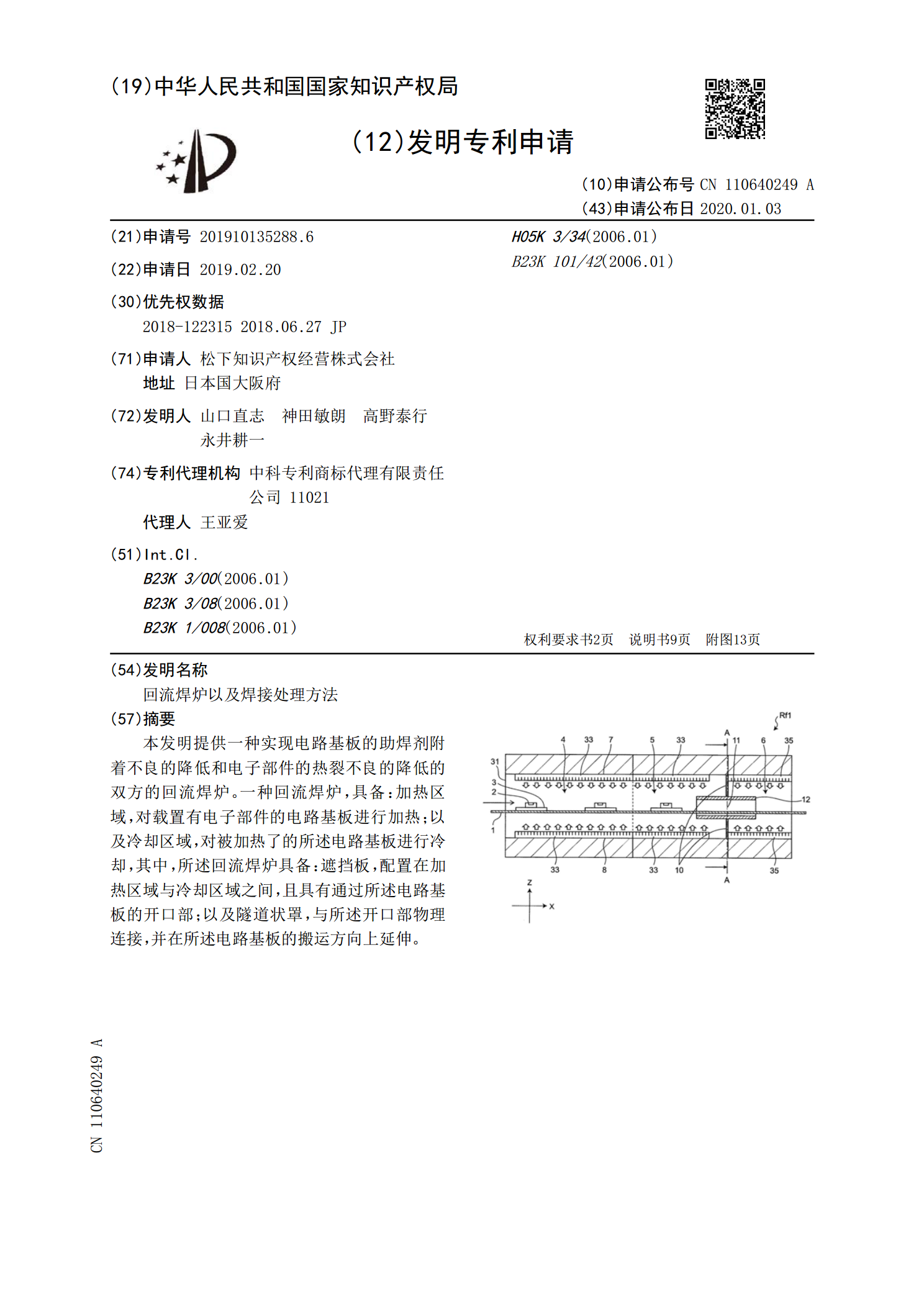
本发明提供一种实现电路基板的助焊剂附着不良的降低和电子部件的热裂不良的降低的双方的回流焊炉。一种回流焊炉,具备:加热区域,对载置有电子部件的电路基板进行加热;以及冷却区域,对被加热了的所述电路基板进行冷却,其中,所述回流焊炉具备:遮挡板,配置在加热区域与冷却区域之间,且具有通过所述电路基板的开口部;以及隧道状罩,与所述开口部物理连接,并在所述电路基板的搬运方向上延伸。

一种具有子母工装分离匹配的回流炉及回流焊接方法.pdf
本发明提供了一种具有子母工装分离匹配的回流炉及回流焊接方法,包括:前端入口模组、后端出口模组,以及间于前端入口模组和后端出口模组之间的回流炉腔,回流炉腔下方形成母工装传输通道;当匹配的子母工装到达前端入口模组,匹配的子母工装分离,子工装进入回流炉腔对产品进行回流焊,母工装由前端入口模组的顶部下降至前端入口模组的底部,进入母工装传输通道;当母工装到达后端出口模组的底部,母工装由后端出口模组的底部上升至后端出口模组的顶部,与传出回流炉腔并到达后端出口模组的子工装匹配。本发明回流炉腔底部形成母工装传输通道,确保