
一种消除镀锌板表面黑色横纹缺陷的方法.pdf

Ch****75

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除镀锌板表面黑色横纹缺陷的方法.pdf
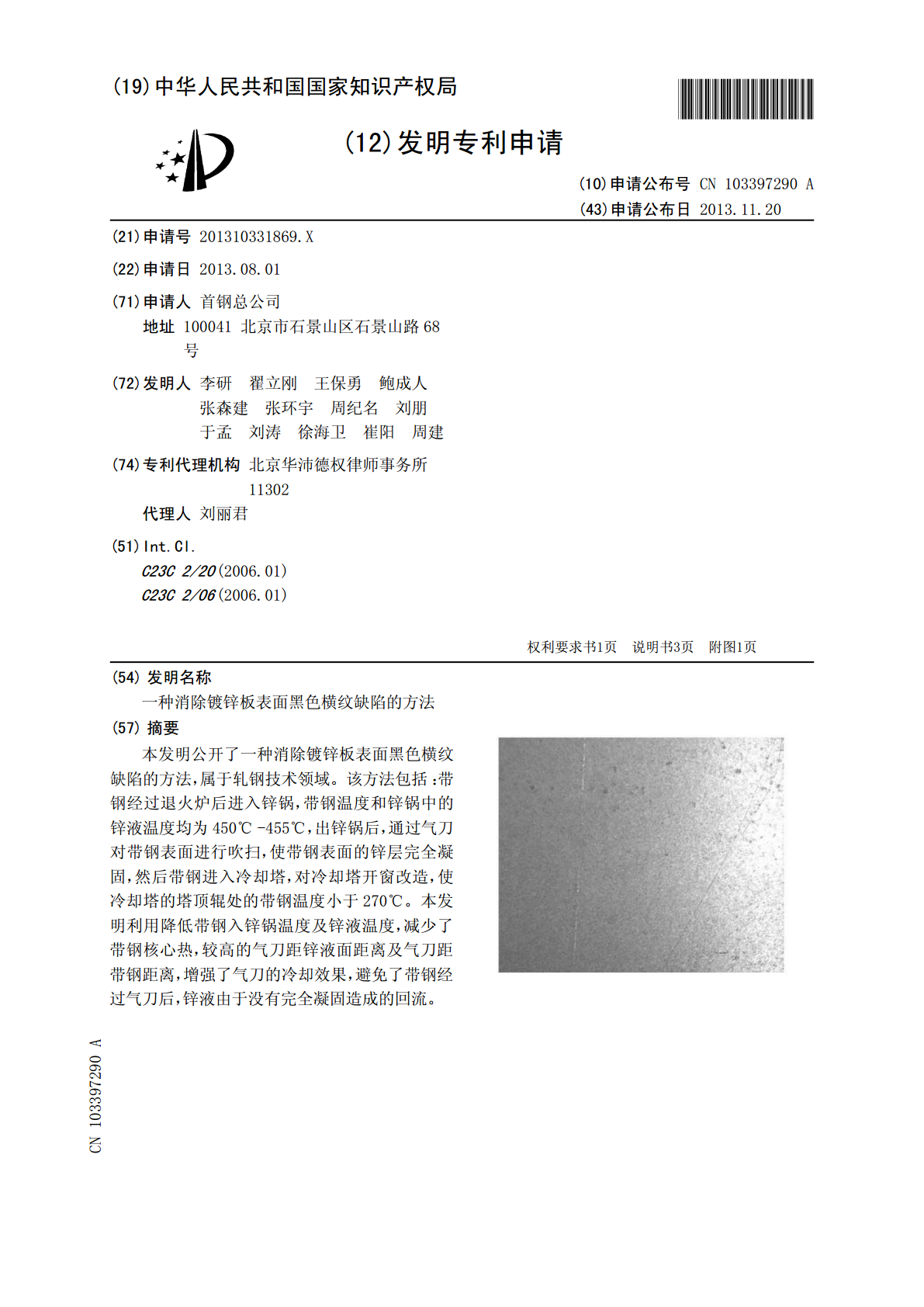
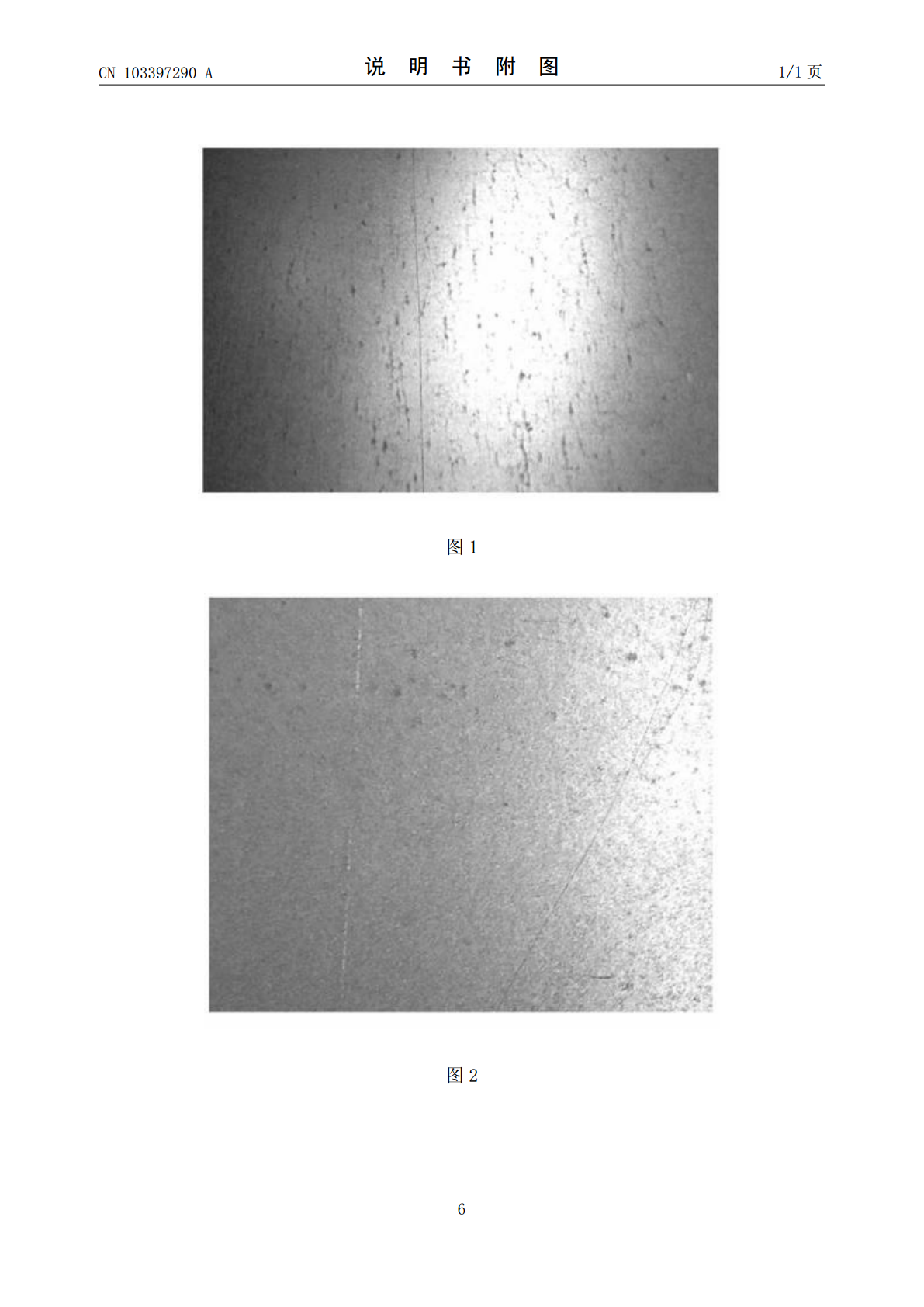
本发明公开了一种消除镀锌板表面黑色横纹缺陷的方法,属于轧钢技术领域。该方法包括:带钢经过退火炉后进入锌锅,带钢温度和锌锅中的锌液温度均为450℃-455℃,出锌锅后,通过气刀对带钢表面进行吹扫,使带钢表面的锌层完全凝固,然后带钢进入冷却塔,对冷却塔开窗改造,使冷却塔的塔顶辊处的带钢温度小于270℃。本发明利用降低带钢入锌锅温度及锌液温度,减少了带钢核心热,较高的气刀距锌液面距离及气刀距带钢距离,增强了气刀的冷却效果,避免了带钢经过气刀后,锌液由于没有完全凝固造成的回流。

热镀锌板镀层表面缺陷及其消除措施.pdf
年月武钢技术200910Dec.2009第47卷第6期WISCOTECHNOLOGYVol.47No.6·47·热镀锌板镀层表面缺陷及其消除措施朱久发(武钢研究院,湖北武汉430080)摘要:介绍热镀锌钢板镀层表面存在的诸如划伤、气刀条痕、辊印、波纹和条纹等缺陷的产生原因及其消除措施,同时还侧重介绍热镀锌钢板今后需要研究的锌渣缺陷、镀层表面质量与漆膜质量之间关系的课题。关键词:热镀锌钢板;镀层表面缺陷;改善措施中图分类号:TG335.22文献标识码:B文章编号:100824371(2009)0620047
镀锌板表面缺陷原位分析方法.pdf
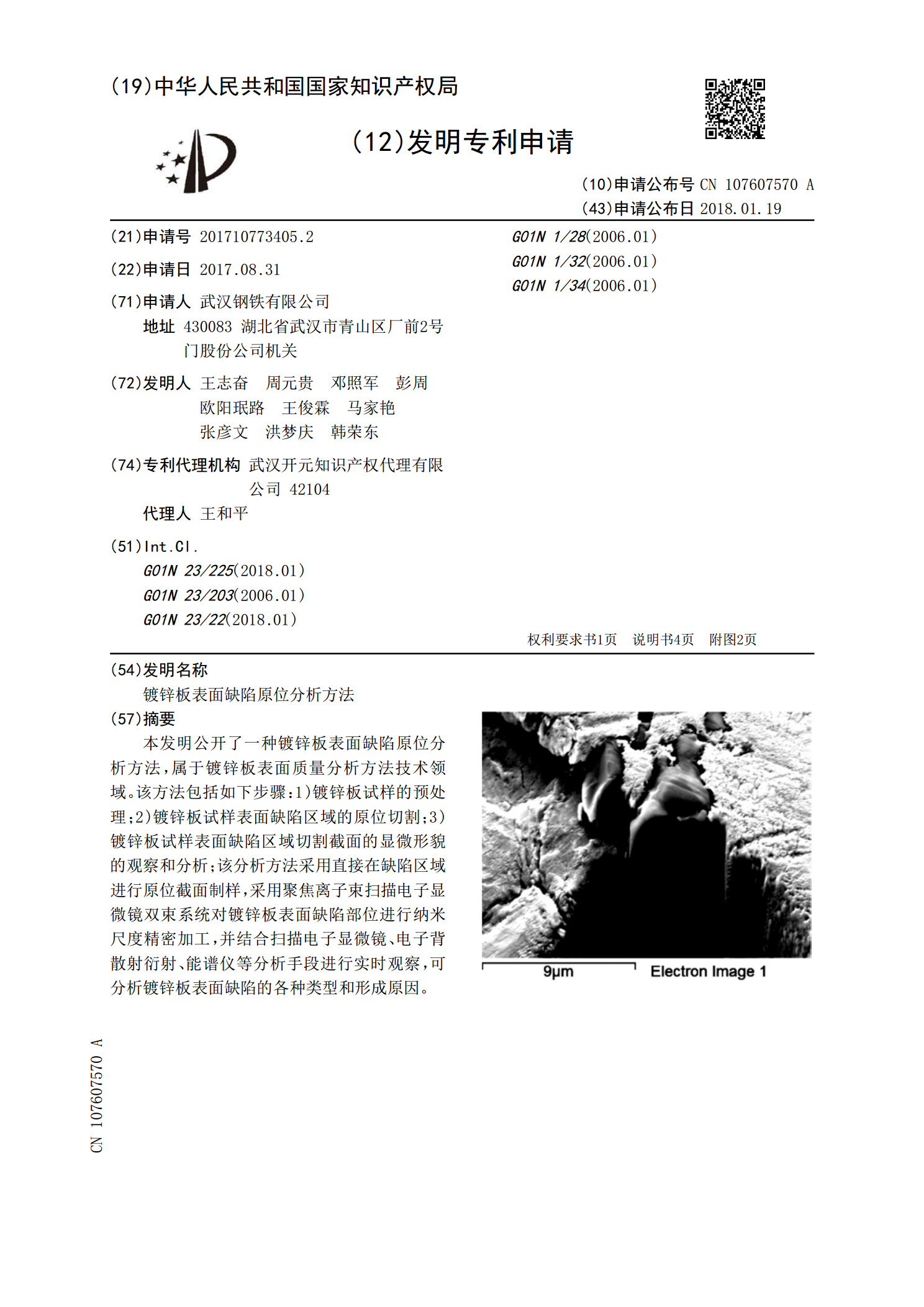
本发明公开了一种镀锌板表面缺陷原位分析方法,属于镀锌板表面质量分析方法技术领域。该方法包括如下步骤:1)镀锌板试样的预处理;2)镀锌板试样表面缺陷区域的原位切割;3)镀锌板试样表面缺陷区域切割截面的显微形貌的观察和分析;该分析方法采用直接在缺陷区域进行原位截面制样,采用聚焦离子束扫描电子显微镜双束系统对镀锌板表面缺陷部位进行纳米尺度精密加工,并结合扫描电子显微镜、电子背散射衍射、能谱仪等分析手段进行实时观察,可分析镀锌板表面缺陷的各种类型和形成原因。
一种用于焊缝表面裂纹的缺陷消除检测方法.pdf
本发明公开一种用于焊缝表面裂纹的缺陷消除检测方法,其特征在于,用于铁磁性及非铁磁性工件的焊缝表面裂纹消除检测,包括以下步骤:(1)对裂纹及其周围进行清洗处理;(2)在裂纹及其周围喷涂或涂刷着色渗透剂;(3)着色渗透剂进行渗透及干燥处理;(4)待着色渗透剂干燥且充满裂纹的整个空间后,根据显现的线状痕迹进行挖除处理,且工作人员需边挖除边观察,将裂纹挖除干净。采用该方法,在工件检修过程中发现表面裂纹后,检测人员进行检测并给挖除人员确定好裂纹具体位置,由挖除人员直接一次性将表面裂纹挖除干净,避免了检测人员在同一位
一种降低电镀锌板表面丝状斑痕缺陷的方法.pdf
本发明公开了一种降低电镀锌板表面丝状斑痕缺陷的方法,包括:将电镀锌板的钢水进行冶炼,获得连铸坯;将所述连铸坯进行轧前加热、粗轧、精轧、轧后冷却和卷取,获得热轧板;将所述热轧板进行酸洗,获得表面质量好的电镀锌基板;所述轧前加热中,板坯出炉温度为1180~1220℃;所述热轧包括粗轧和精轧,所述粗轧中,采用1+5道次进行轧制,控制粗轧出口温度为1020~1050℃,终轧温度为910~930℃,粗轧入口除鳞水全开,增加粗轧出口除鳞水;所述酸洗速度为140~160m/min。本发明工艺控制稳定,可操作性强,且丝斑