
一种用于焊缝表面裂纹的缺陷消除检测方法.pdf

建英****66

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于焊缝表面裂纹的缺陷消除检测方法.pdf
本发明公开一种用于焊缝表面裂纹的缺陷消除检测方法,其特征在于,用于铁磁性及非铁磁性工件的焊缝表面裂纹消除检测,包括以下步骤:(1)对裂纹及其周围进行清洗处理;(2)在裂纹及其周围喷涂或涂刷着色渗透剂;(3)着色渗透剂进行渗透及干燥处理;(4)待着色渗透剂干燥且充满裂纹的整个空间后,根据显现的线状痕迹进行挖除处理,且工作人员需边挖除边观察,将裂纹挖除干净。采用该方法,在工件检修过程中发现表面裂纹后,检测人员进行检测并给挖除人员确定好裂纹具体位置,由挖除人员直接一次性将表面裂纹挖除干净,避免了检测人员在同一位
一种用于工业焊缝X光图中的裂纹缺陷检测方法.pdf
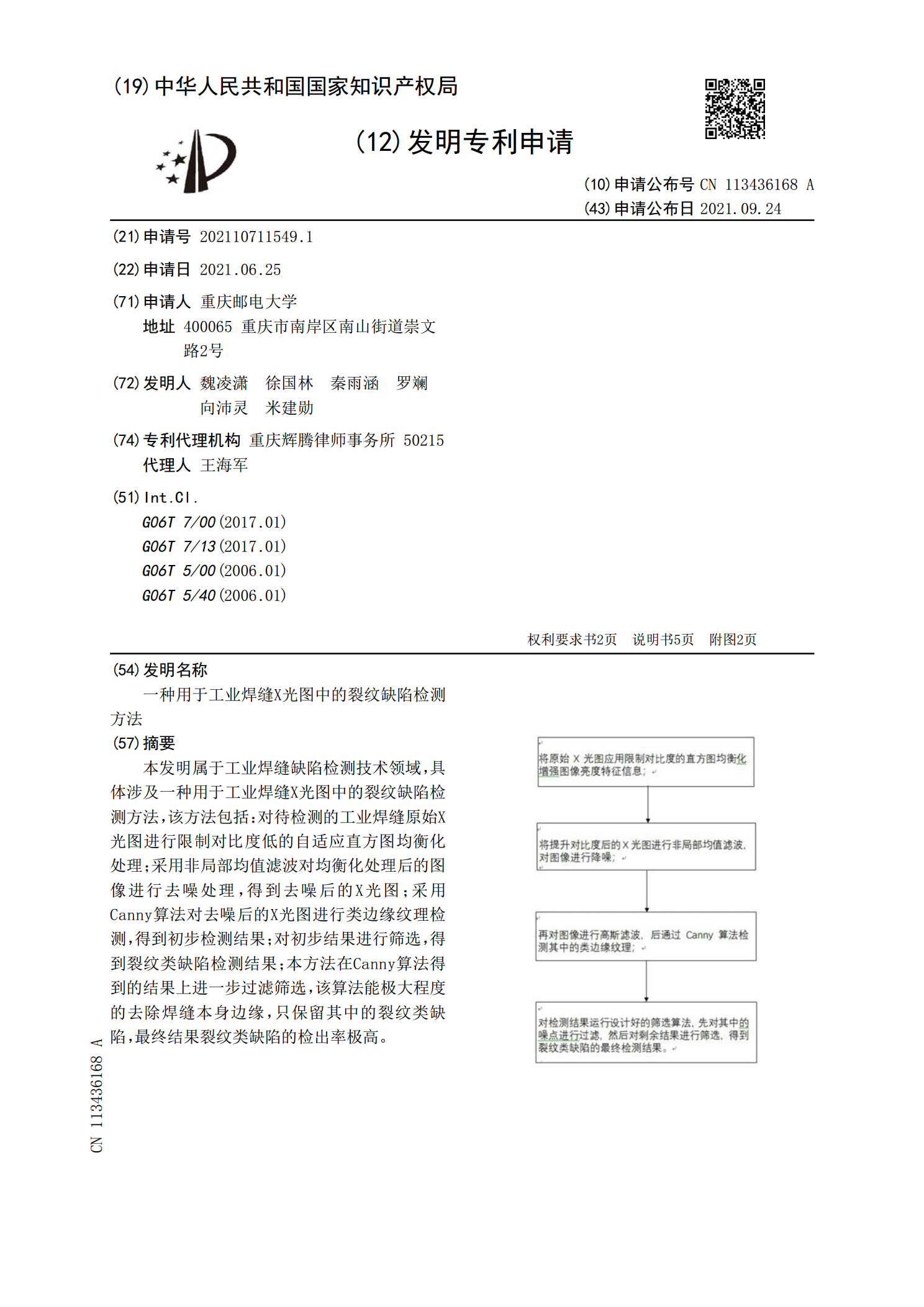
本发明属于工业焊缝缺陷检测技术领域,具体涉及一种用于工业焊缝X光图中的裂纹缺陷检测方法,该方法包括:对待检测的工业焊缝原始X光图进行限制对比度低的自适应直方图均衡化处理;采用非局部均值滤波对均衡化处理后的图像进行去噪处理,得到去噪后的X光图;采用Canny算法对去噪后的X光图进行类边缘纹理检测,得到初步检测结果;对初步结果进行筛选,得到裂纹类缺陷检测结果;本方法在Canny算法得到的结果上进一步过滤筛选,该算法能极大程度的去除焊缝本身边缘,只保留其中的裂纹类缺陷,最终结果裂纹类缺陷的检出率极高。

一种用于铁磁性金属工件裂纹的缺陷消除检测方法.pdf
本发明公开一种用于铁磁性金属工件裂纹的缺陷消除检测方法,包括步骤:(1)预先配制磁粉渗透剂;(2)对裂纹表面及其周围进行预处理;(3)进行初步磁粉检测或着色渗透检测,根据初步检测结果对裂纹进行消除处理;(4)裂纹消除处理完成后,在裂纹表面施加磁粉渗透剂,通过磁粉检测方法确认裂纹是否完全消除。该检测方法采用磁粉渗透剂代替磁悬液,在发现裂纹进行裂纹消除处理时,无需重复施加磁悬液,避免磁悬液液体的滴落对工件产生影响,且最终检测采用磁粉检测,灵敏度高,保证裂纹完全被消除。
一种消除无取向电工钢表面裂纹缺陷的方法.pdf
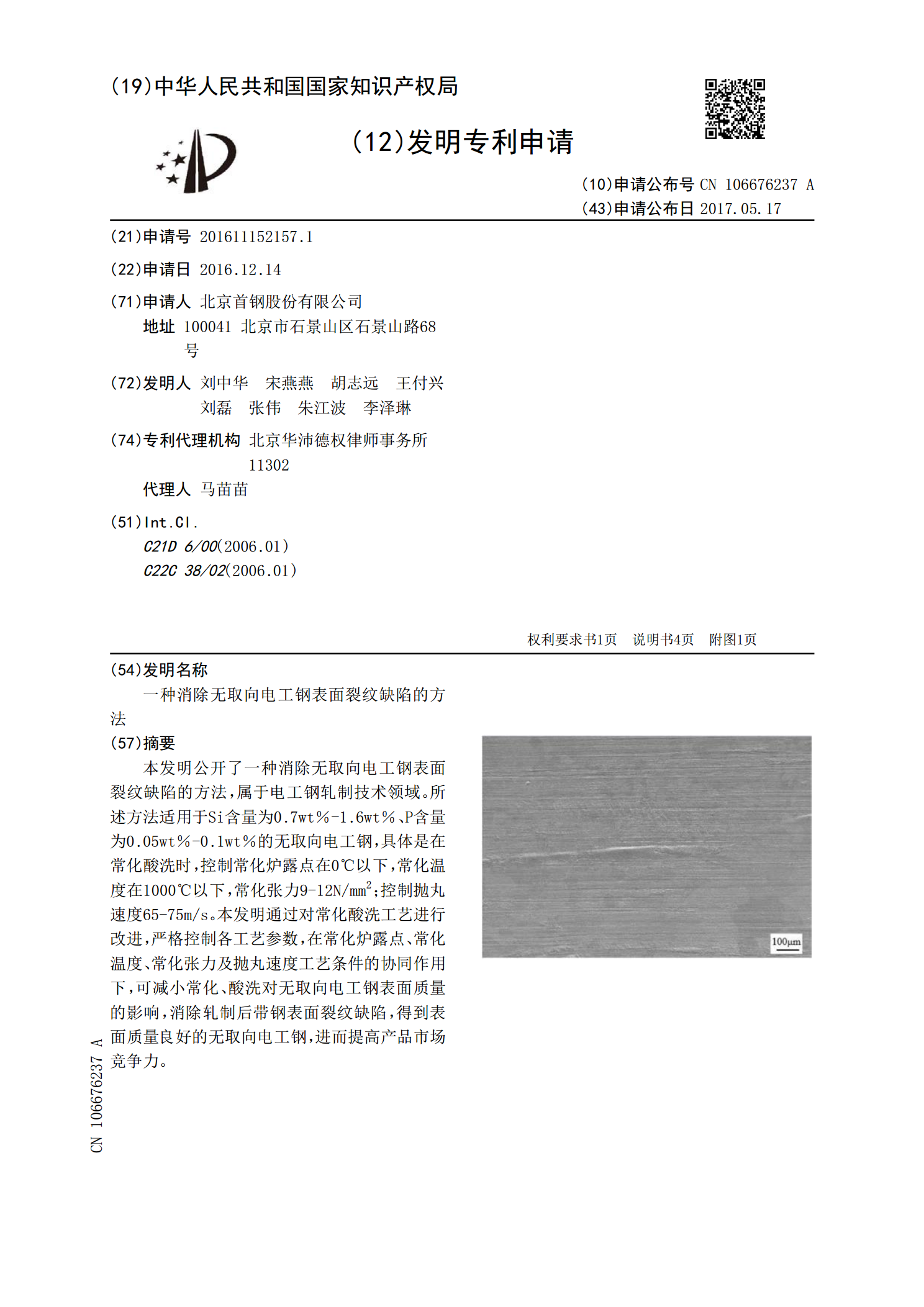
本发明公开了一种消除无取向电工钢表面裂纹缺陷的方法,属于电工钢轧制技术领域。所述方法适用于Si含量为0.7wt%‑1.6wt%、P含量为0.05wt%‑0.1wt%的无取向电工钢,具体是在常化酸洗时,控制常化炉露点在0℃以下,常化温度在1000℃以下,常化张力9‑12N/mm
一种连铸圆钢坯表面裂纹缺陷的检测方法.pdf
本发明涉及一种连铸圆钢坯表面裂纹缺陷的检测方法,包括如下步骤:(1)制备钢坯试样;(2)制备多孔盛样槽;(3)将待检测的钢坯试样放入多孔盛样槽中,钢坯试样与多孔盛样槽的侧壁之间留有间隙;(4)强酸溶液腐蚀;(5)热碱溶液中和;(6)表面裂纹缺陷检测。本发明利用多孔盛样槽盛装连铸圆钢坯试样,避免直接夹持试样时浸入酸液和自酸液取出时操作困难、易滑落的情况发生,采用选择性腐蚀的酸碱中和热酸蚀方法,完整、有效地原貌显示钢坯试样沿着圆周表面分布的裂纹缺陷形态。