
一种降低电镀锌板表面丝状斑痕缺陷的方法.pdf

宜然****找我

1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种降低电镀锌板表面丝状斑痕缺陷的方法.pdf
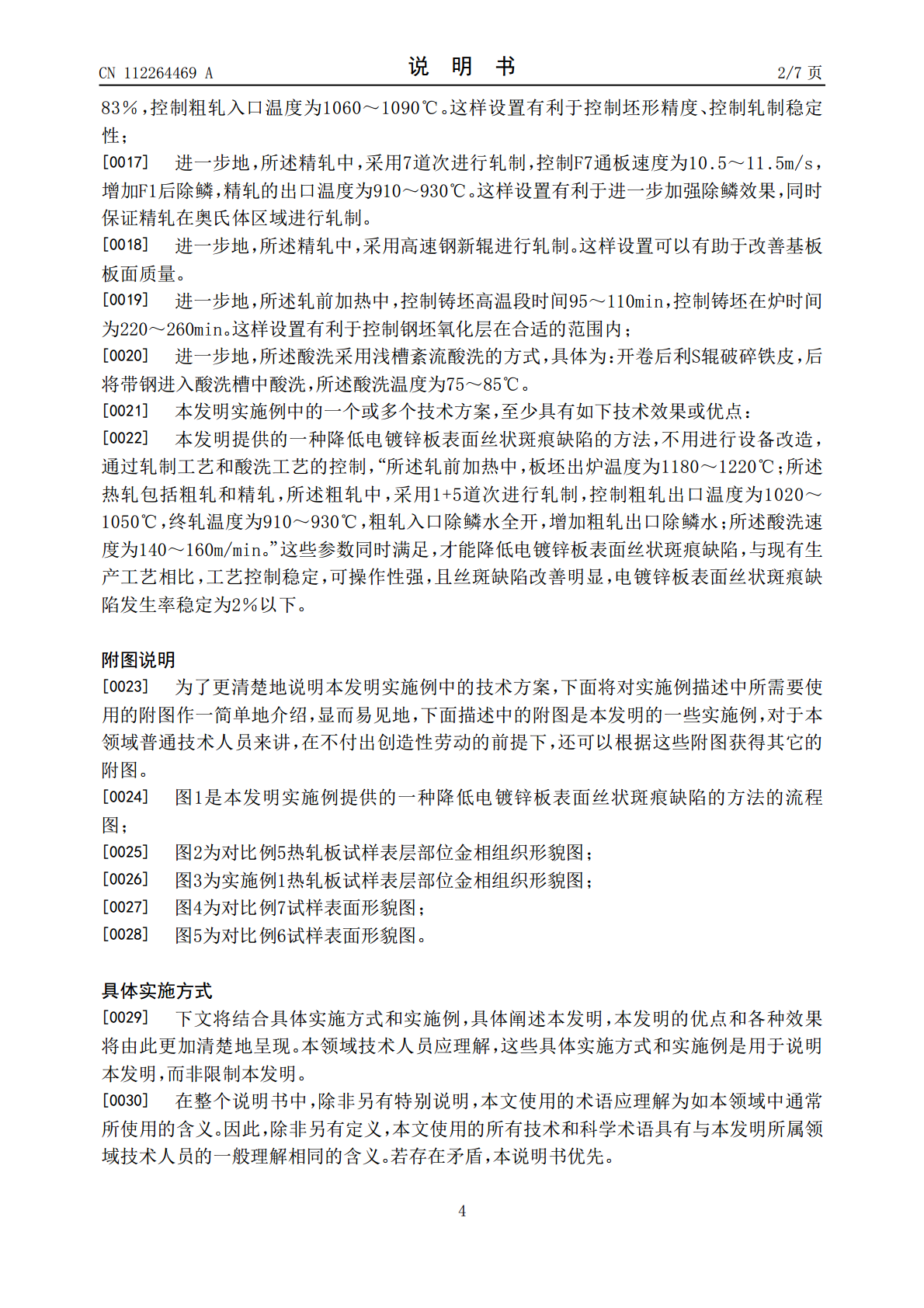
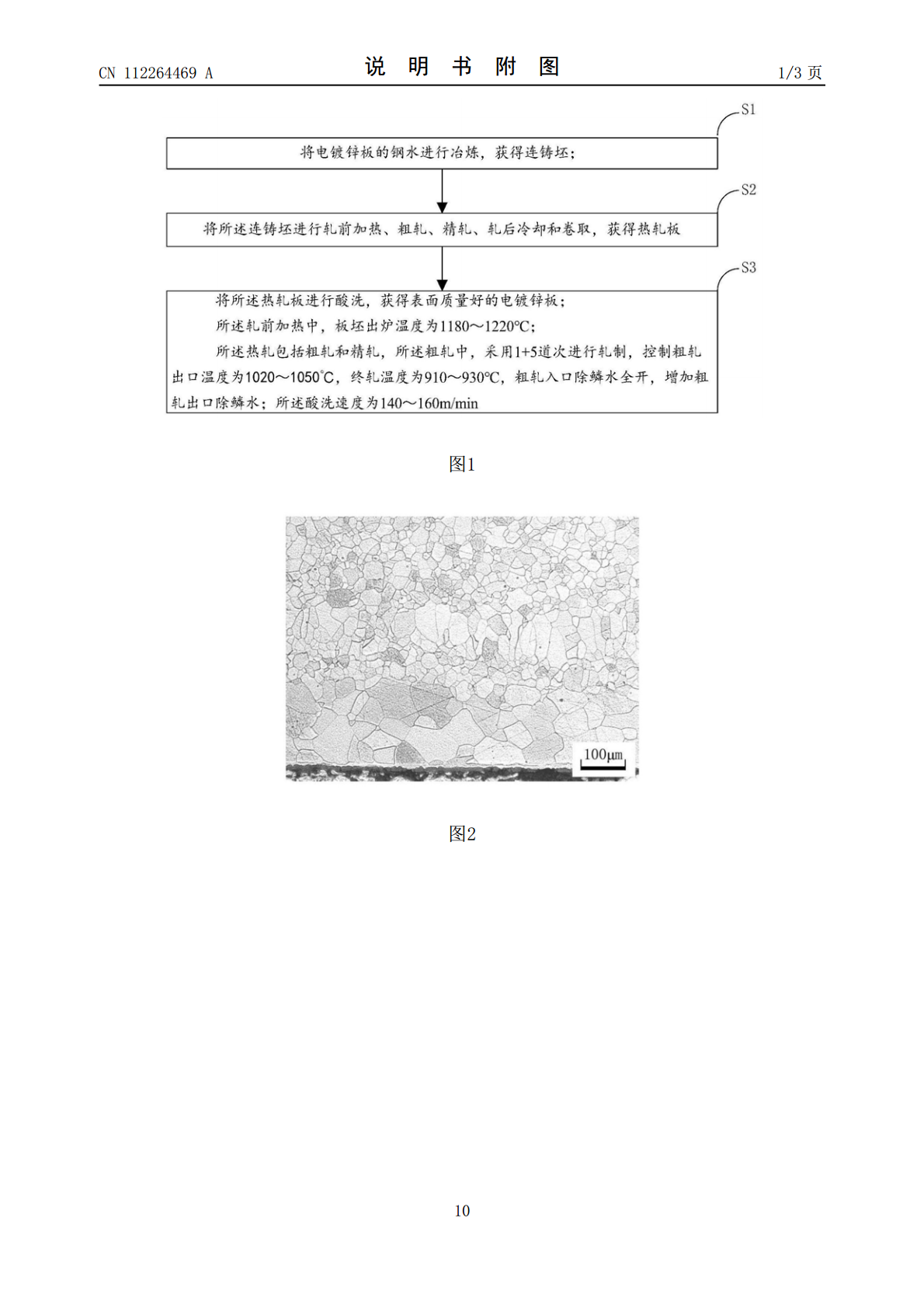
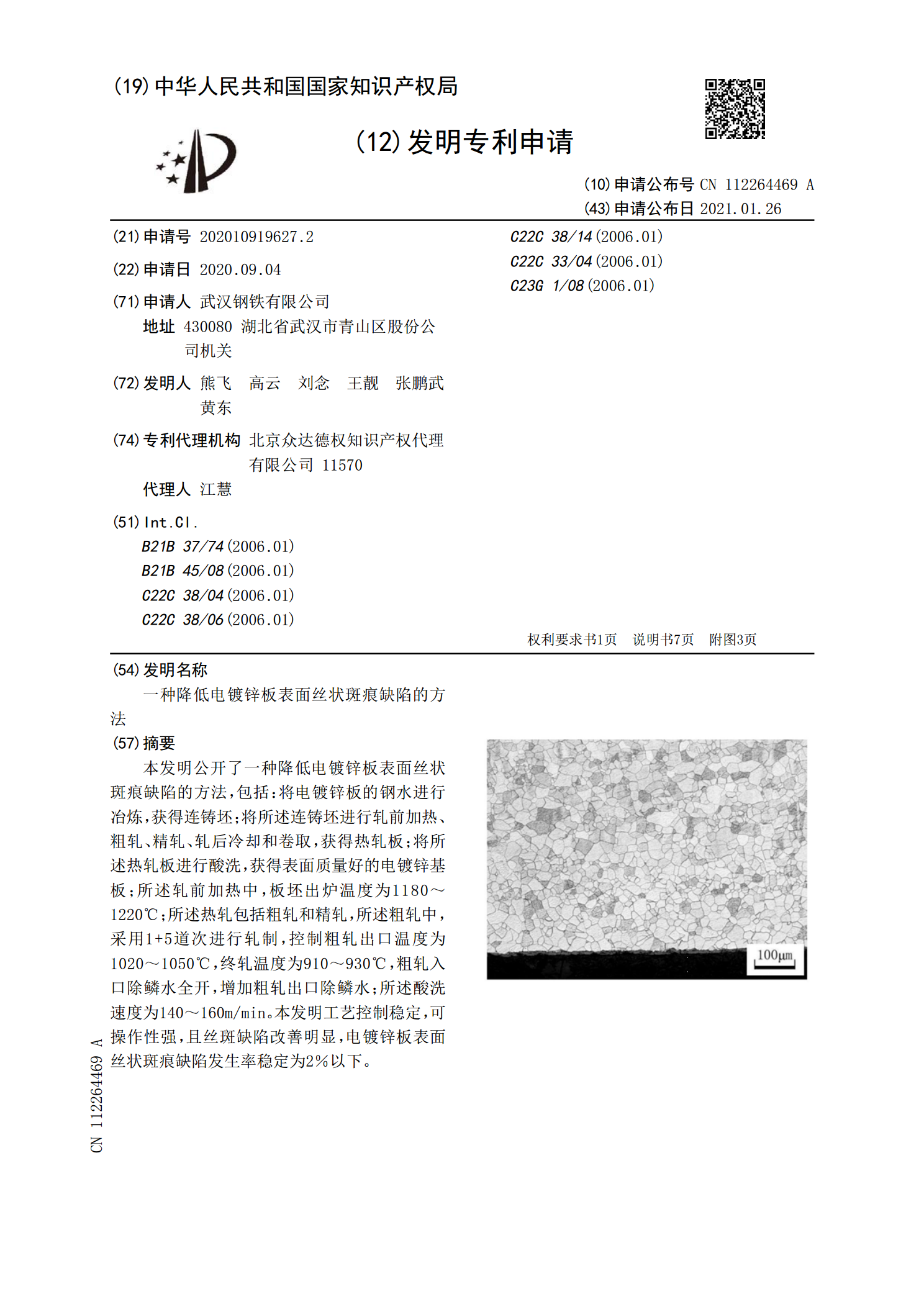
本发明公开了一种降低电镀锌板表面丝状斑痕缺陷的方法,包括:将电镀锌板的钢水进行冶炼,获得连铸坯;将所述连铸坯进行轧前加热、粗轧、精轧、轧后冷却和卷取,获得热轧板;将所述热轧板进行酸洗,获得表面质量好的电镀锌基板;所述轧前加热中,板坯出炉温度为1180~1220℃;所述热轧包括粗轧和精轧,所述粗轧中,采用1+5道次进行轧制,控制粗轧出口温度为1020~1050℃,终轧温度为910~930℃,粗轧入口除鳞水全开,增加粗轧出口除鳞水;所述酸洗速度为140~160m/min。本发明工艺控制稳定,可操作性强,且丝斑

电镀锌板表面丝状斑迹缺陷研究.docx
电镀锌板表面丝状斑迹缺陷研究电镀锌板是一种常用的防腐材料,其在许多行业中被广泛应用,如建筑、汽车制造、家电等。然而,有时在电镀锌板表面会出现丝状斑迹缺陷,这给产品质量带来了一定的影响。因此,研究电镀锌板表面丝状斑迹缺陷是非常有意义的。丝状斑迹缺陷在电镀锌板表面的出现主要有以下几个原因:1.镀液问题:电镀过程中,镀液的成分和浓度可能存在异常,导致在表面形成异常的凝固层。这些凝固层形成的丝状斑迹会对电镀锌板的外观和性能产生影响。2.工艺参数问题:电镀过程中,包括温度、电流密度、镀液搅拌等参数的控制非常重要。如
一种降低电镀锌板表面色差缺陷的方法.pdf
本申请涉及一种降低电镀锌板表面色差缺陷的方法,属于钢铁冶金技术领域,所述方法包括:将钢水进行冶炼,获得连铸坯;将所述连铸坯进行轧前加热、粗轧、精轧、轧后冷却和卷取,获得热轧卷;将所述热轧卷进行酸洗、冷轧、退火、平整和电镀锌,获得电镀锌板;所述轧前加热过程中,控制加热温度为设定温度,控制在炉加热时间为设定时间。该方法通过显著减少炉生氧化铁皮厚度,避免了锌层的定向生长和周围锌层的无序生长造成光漫反射的差异,从而有效改善电镀锌产品表面色差缺陷。

耐指纹电镀锌板表面亮点缺陷分析.docx
耐指纹电镀锌板表面亮点缺陷分析耐指纹电镀锌板表面亮点缺陷分析摘要:耐指纹电镀锌板是一种新型的材料,具有优异的耐腐蚀性能和装饰性能。然而,锌板表面常常会出现一些亮点缺陷,这影响了材料的外观质量。本文通过对耐指纹电镀锌板表面的亮点缺陷进行分析,探讨了亮点缺陷形成的原因,并提出了改进措施,以期减少亮点缺陷的产生,提高耐指纹电镀锌板的质量。关键词:耐指纹电镀锌板,亮点缺陷,腐蚀性能,装饰性能,改进措施第一章引言耐指纹电镀锌板因其出色的腐蚀性能和装饰性能,在建筑、汽车、家电等领域得到了广泛应用。然而,锌板表面存在一
一种消除镀锌板表面黑色横纹缺陷的方法.pdf
本发明公开了一种消除镀锌板表面黑色横纹缺陷的方法,属于轧钢技术领域。该方法包括:带钢经过退火炉后进入锌锅,带钢温度和锌锅中的锌液温度均为450℃-455℃,出锌锅后,通过气刀对带钢表面进行吹扫,使带钢表面的锌层完全凝固,然后带钢进入冷却塔,对冷却塔开窗改造,使冷却塔的塔顶辊处的带钢温度小于270℃。本发明利用降低带钢入锌锅温度及锌液温度,减少了带钢核心热,较高的气刀距锌液面距离及气刀距带钢距离,增强了气刀的冷却效果,避免了带钢经过气刀后,锌液由于没有完全凝固造成的回流。