
一种粗轧测温反馈控制方法.pdf

一条****88


1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种粗轧测温反馈控制方法.pdf
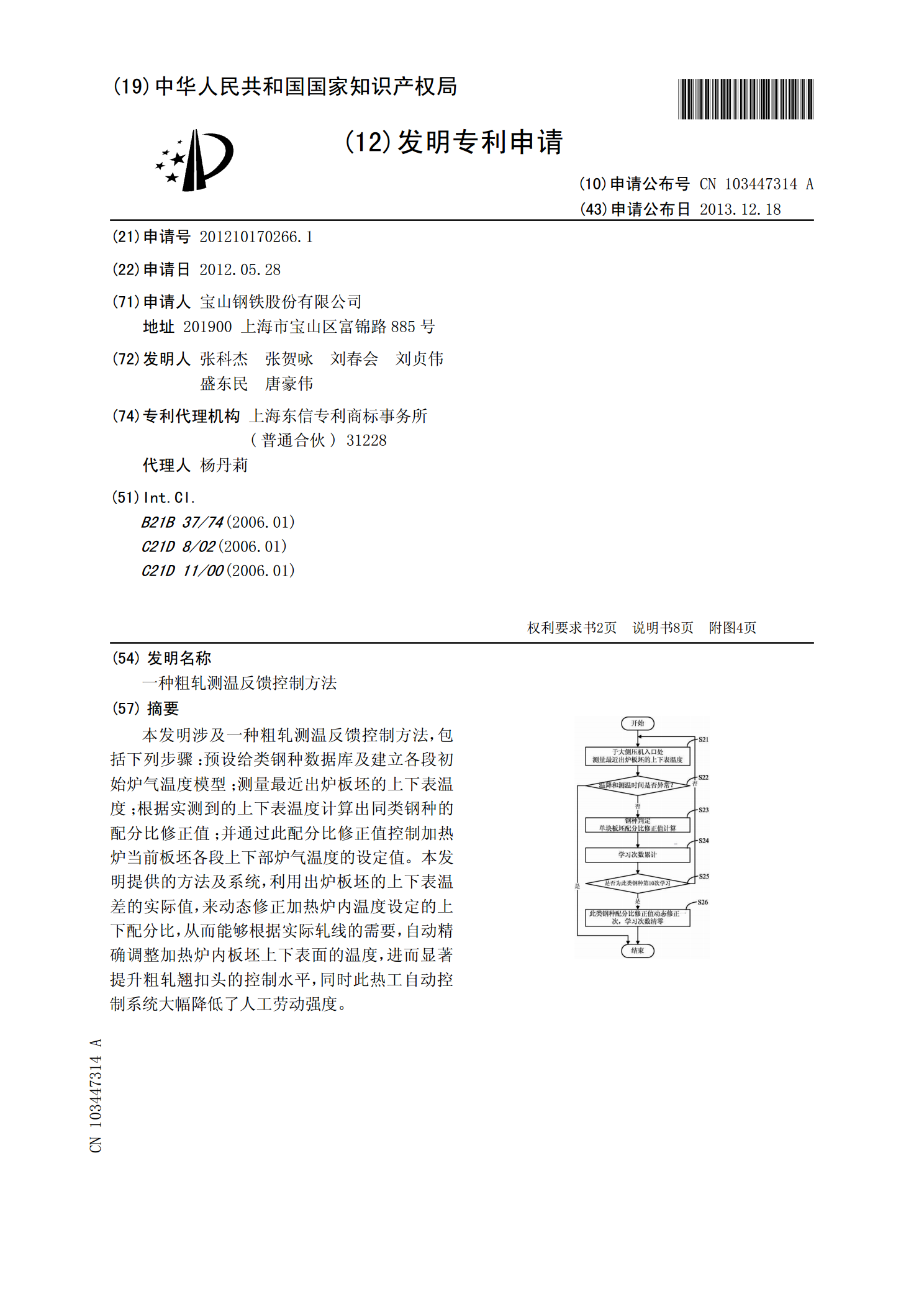
本发明涉及一种粗轧测温反馈控制方法,包括下列步骤:预设给类钢种数据库及建立各段初始炉气温度模型;测量最近出炉板坯的上下表温度;根据实测到的上下表温度计算出同类钢种的配分比修正值;并通过此配分比修正值控制加热炉当前板坯各段上下部炉气温度的设定值。本发明提供的方法及系统,利用出炉板坯的上下表温差的实际值,来动态修正加热炉内温度设定的上下配分比,从而能够根据实际轧线的需要,自动精确调整加热炉内板坯上下表面的温度,进而显著提升粗轧翘扣头的控制水平,同时此热工自动控制系统大幅降低了人工劳动强度。
一种基于粗轧温度反馈的板坯加热质量控制方法.pdf
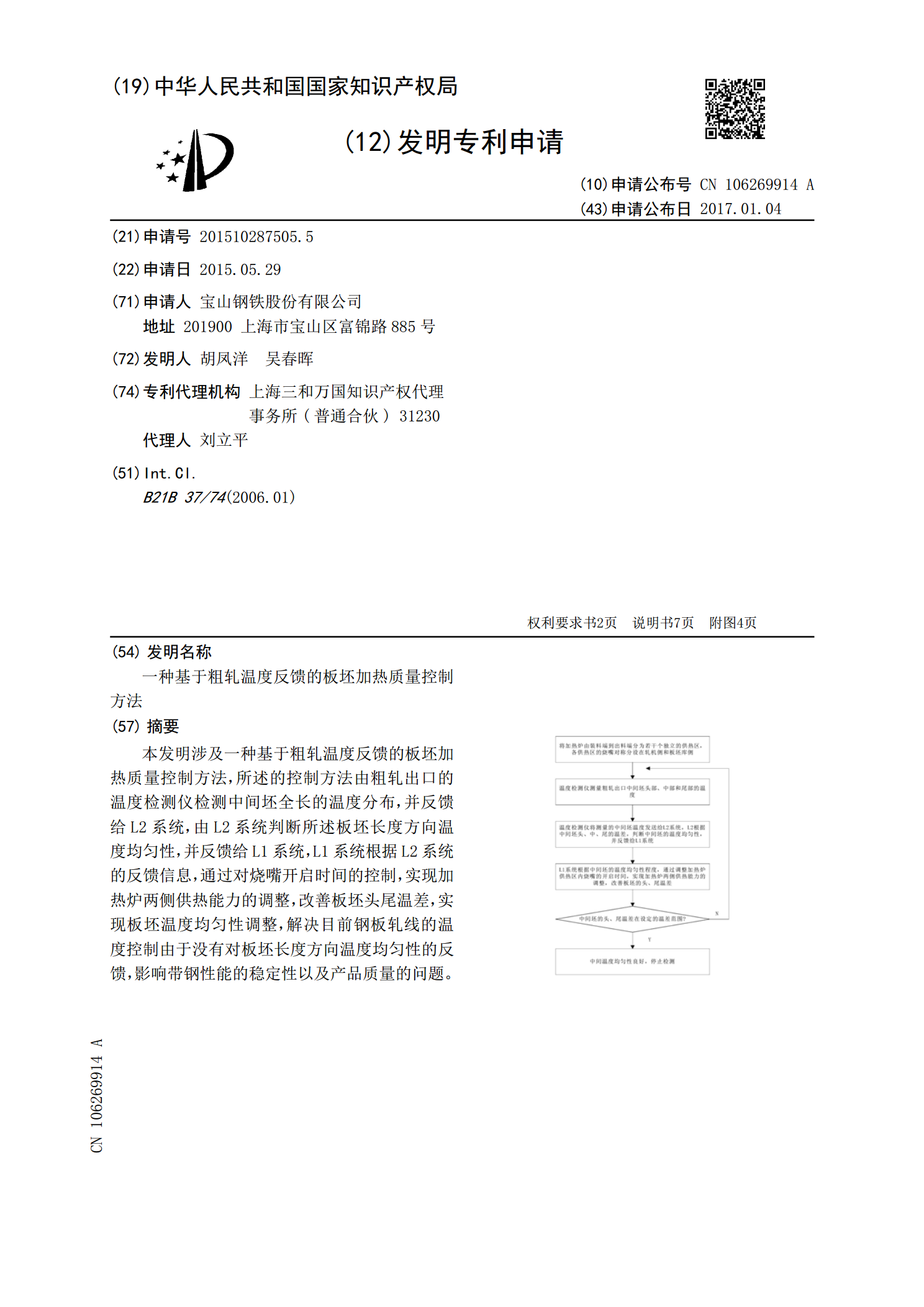
本发明涉及一种基于粗轧温度反馈的板坯加热质量控制方法,所述的控制方法由粗轧出口的温度检测仪检测中间坯全长的温度分布,并反馈给L2系统,由L2系统判断所述板坯长度方向温度均匀性,并反馈给L1系统,L1系统根据L2系统的反馈信息,通过对烧嘴开启时间的控制,实现加热炉两侧供热能力的调整,改善板坯头尾温差,实现板坯温度均匀性调整,解决目前钢板轧线的温度控制由于没有对板坯长度方向温度均匀性的反馈,影响带钢性能的稳定性以及产品质量的问题。
粗轧板坯跟踪控制方法.pdf
本发明涉及冶金过程控制技术,目的是针对目前轧钢过程中需要对板坯粗轧过程进行跟踪的问题,提供一种粗轧板坯跟踪控制方法,该方法包括如下步骤:首先,将粗轧区域划分为6个跟踪区域,依次分别为加热炉区、接近区、第一粗轧区、中间区、第二粗轧区及出口区。然后,当板坯出加热炉后,加热过程机发送出炉的板坯钢卷号给粗轧过程机,粗轧过程机将钢卷号放在加热炉取,跟踪开始,系统根据现场的实际信号的检得与检失来以完成对上述6个跟踪区域的一次跟踪轧制控制,完成粗轧过程后板坯被移位到精轧。本发明适用于热连轧过程中粗轧板坯的跟踪控制。
一种热轧品种钢粗轧翘头的控制方法.pdf
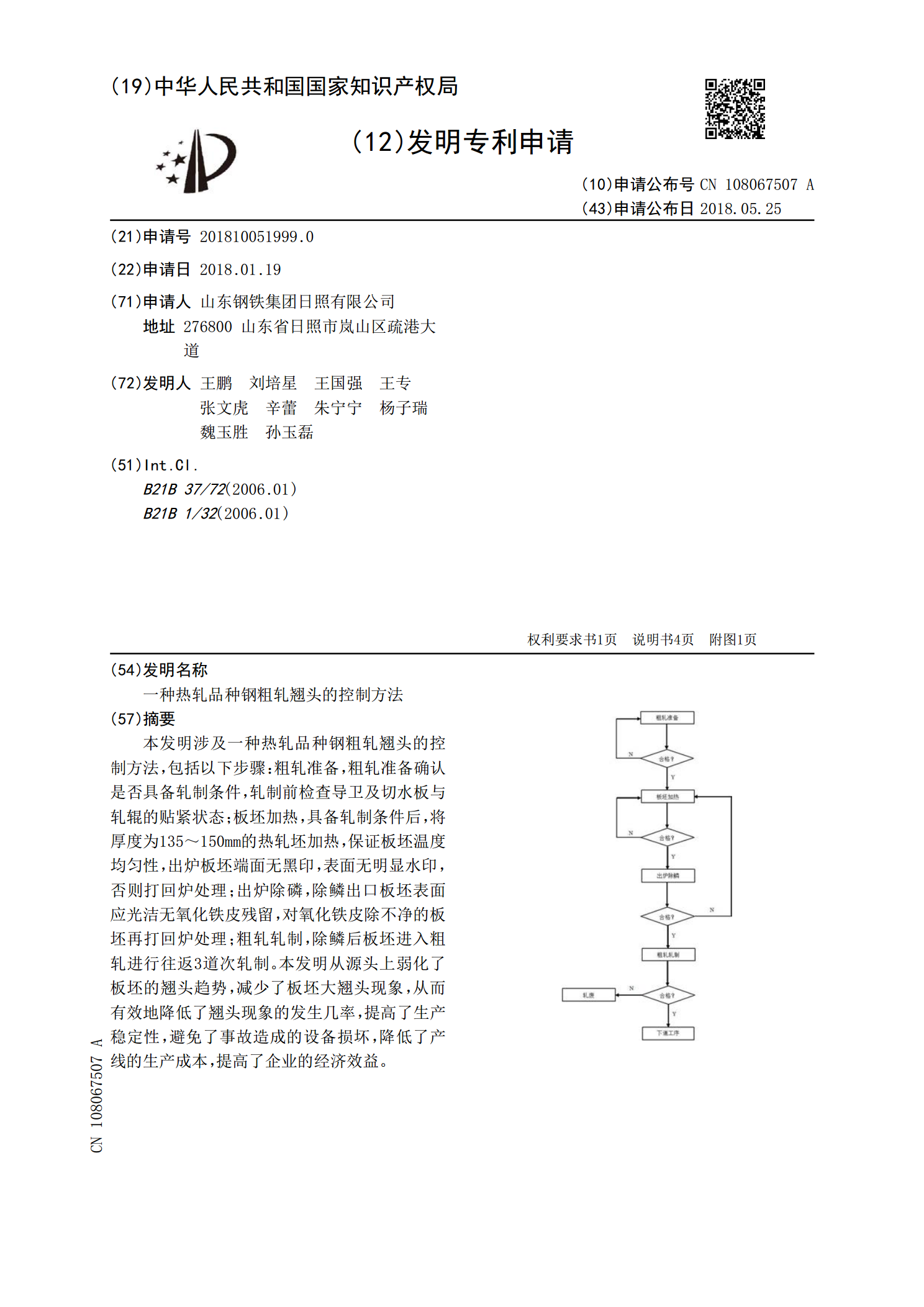
本发明涉及一种热轧品种钢粗轧翘头的控制方法,包括以下步骤:粗轧准备,粗轧准备确认是否具备轧制条件,轧制前检查导卫及切水板与轧辊的贴紧状态;板坯加热,具备轧制条件后,将厚度为135~150mm的热轧坯加热,保证板坯温度均匀性,出炉板坯端面无黑印,表面无明显水印,否则打回炉处理;出炉除磷,除鳞出口板坯表面应光洁无氧化铁皮残留,对氧化铁皮除不净的板坯再打回炉处理;粗轧轧制,除鳞后板坯进入粗轧进行往返3道次轧制。本发明从源头上弱化了板坯的翘头趋势,减少了板坯大翘头现象,从而有效地降低了翘头现象的发生几率,提高了生
一种控制无取向硅钢粗轧板坯翘头生产方法.pdf
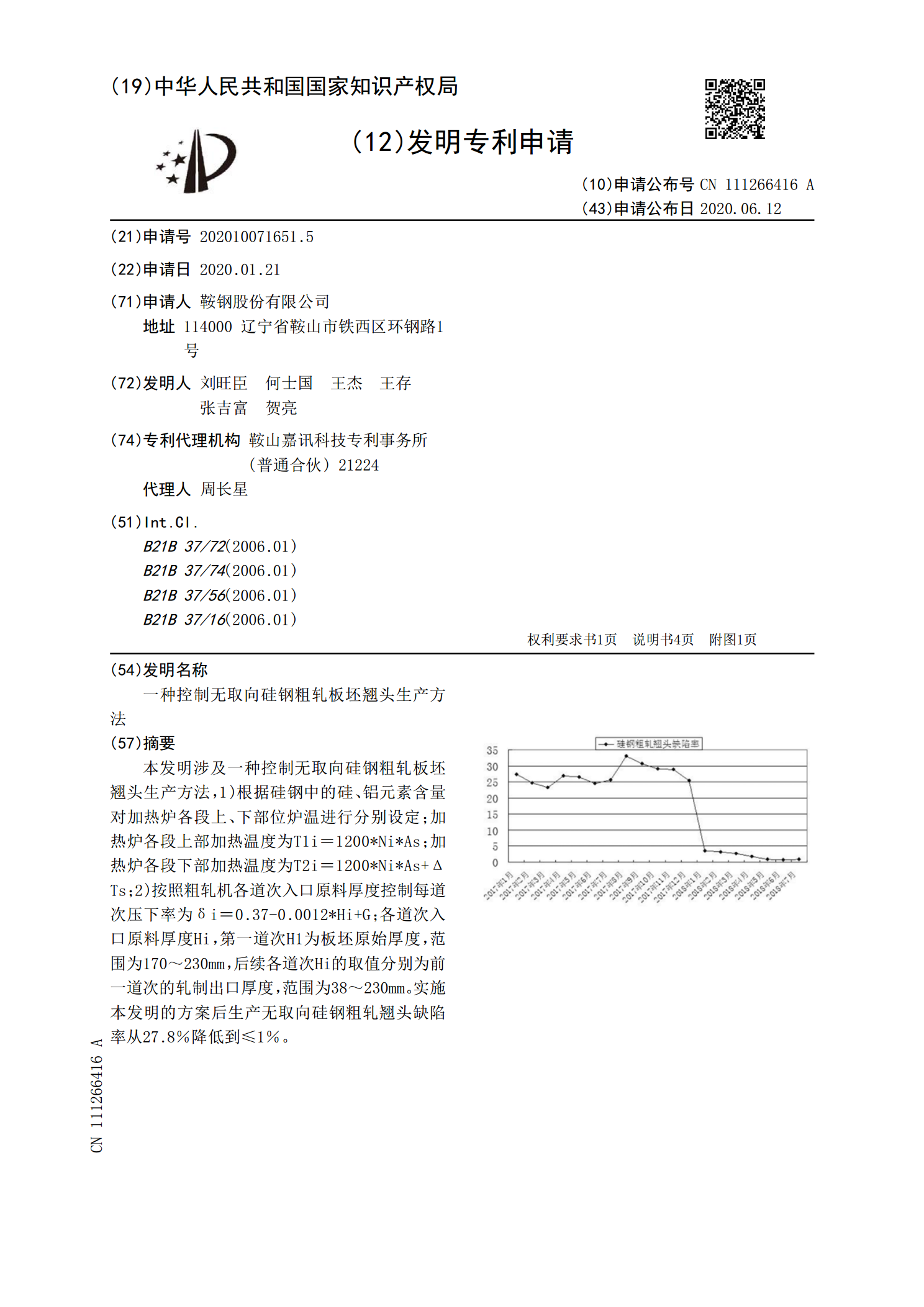
本发明涉及一种控制无取向硅钢粗轧板坯翘头生产方法,1)根据硅钢中的硅、铝元素含量对加热炉各段上、下部位炉温进行分别设定;加热炉各段上部加热温度为T1i=1200*Ni*As;加热炉各段下部加热温度为T2i=1200*Ni*As+ΔTs;2)按照粗轧机各道次入口原料厚度控制每道次压下率为δi=0.37‑0.0012*Hi+G;各道次入口原料厚度Hi,第一道次H1为板坯原始厚度,范围为170~230mm,后续各道次Hi的取值分别为前一道次的轧制出口厚度,范围为38~230mm。实施本发明的方案后生产无取向硅钢