
一种控制无取向硅钢粗轧板坯翘头生产方法.pdf

努力****妙风

1/7
2/7

3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种控制无取向硅钢粗轧板坯翘头生产方法.pdf
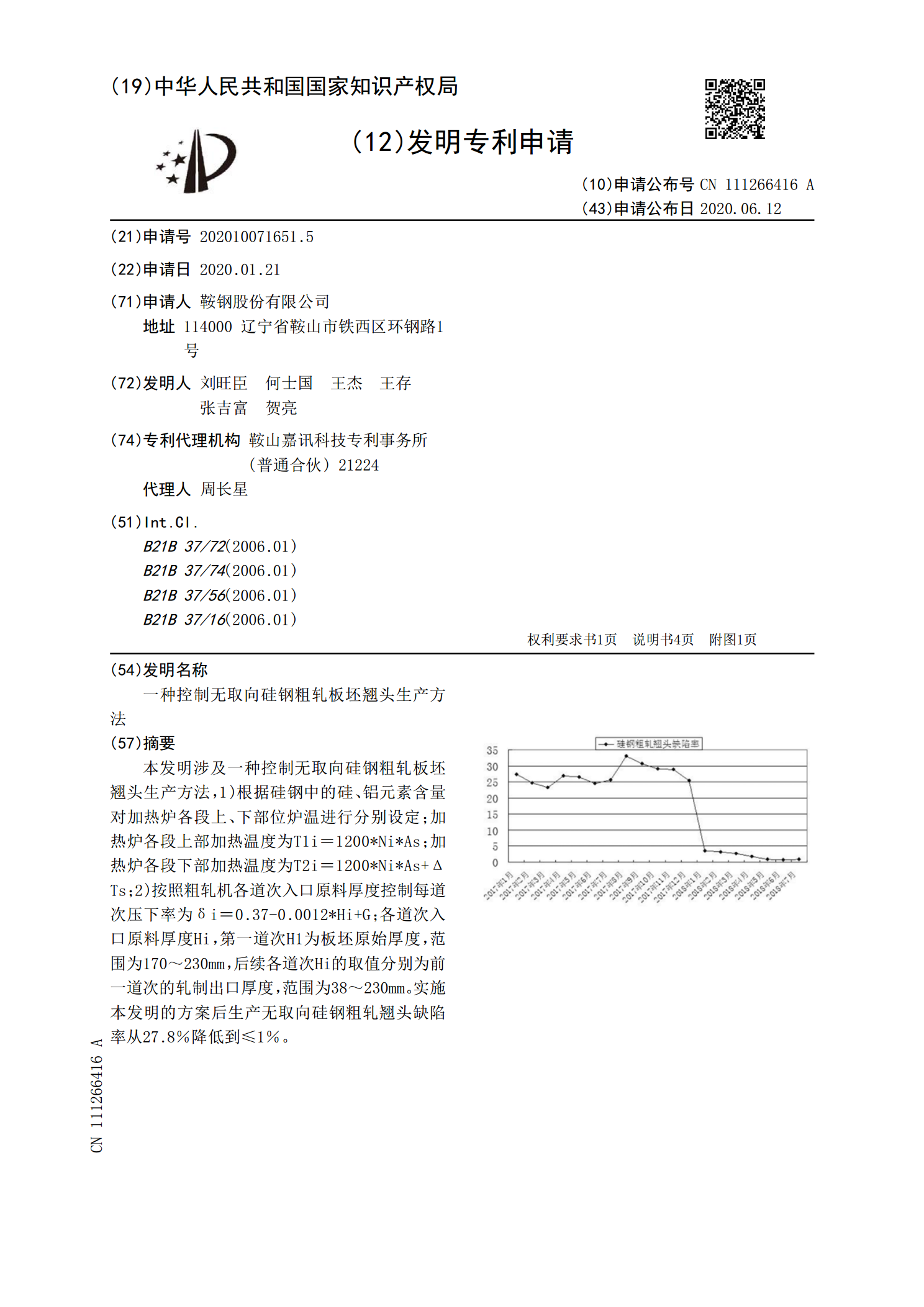
本发明涉及一种控制无取向硅钢粗轧板坯翘头生产方法,1)根据硅钢中的硅、铝元素含量对加热炉各段上、下部位炉温进行分别设定;加热炉各段上部加热温度为T1i=1200*Ni*As;加热炉各段下部加热温度为T2i=1200*Ni*As+ΔTs;2)按照粗轧机各道次入口原料厚度控制每道次压下率为δi=0.37‑0.0012*Hi+G;各道次入口原料厚度Hi,第一道次H1为板坯原始厚度,范围为170~230mm,后续各道次Hi的取值分别为前一道次的轧制出口厚度,范围为38~230mm。实施本发明的方案后生产无取向硅钢

Fe-1.6%Si无取向硅钢粗轧过程中板坯翘头原因分析.docx
Fe-1.6%Si无取向硅钢粗轧过程中板坯翘头原因分析引言Fe-1.6%Si无取向硅钢是一种重要的电工材料,被广泛地应用于制造电动机、变压器、电感器等电子电器设备中。在Fe-1.6%Si无取向硅钢生产过程中,板坯的生产过程中必须经历多个工序,包括轧制、退火等过程。在这些过程中,板坯翘头是一种常见的问题,这会导致生产效率低下以及钢板品质下降。因此,减少板坯翘头问题的发生,对于提高生产效率和钢板品质具有重要意义。本文将就Fe-1.6%Si无取向硅钢粗轧过程中板坯翘头的原因进行分析,并探讨如何减少板坯翘头问题,
取向硅钢板坯的生产方法和取向硅钢板坯.pdf
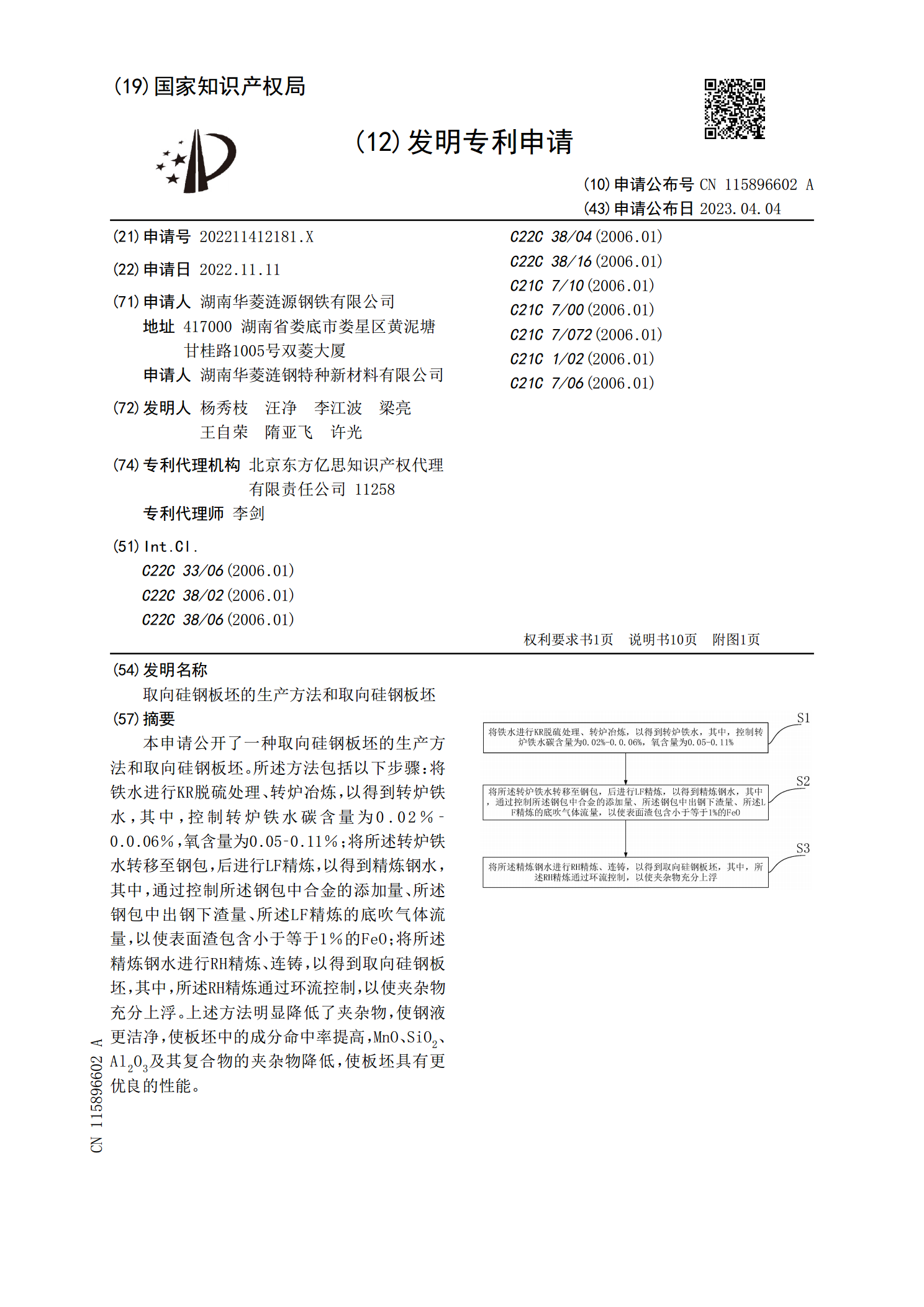
本申请公开了一种取向硅钢板坯的生产方法和取向硅钢板坯。所述方法包括以下步骤:将铁水进行KR脱硫处理、转炉冶炼,以得到转炉铁水,其中,控制转炉铁水碳含量为0.02%‑0.0.06%,氧含量为0.05‑0.11%;将所述转炉铁水转移至钢包,后进行LF精炼,以得到精炼钢水,其中,通过控制所述钢包中合金的添加量、所述钢包中出钢下渣量、所述LF精炼的底吹气体流量,以使表面渣包含小于等于1%的FeO;将所述精炼钢水进行RH精炼、连铸,以得到取向硅钢板坯,其中,所述RH精炼通过环流控制,以使夹杂物充分上浮。上述方法明显
采用薄板坯连铸连轧生产的半工艺无取向硅钢及方法.pdf
采用薄板坯连铸连轧生产的半工艺无取向硅钢,其组分及wt%为:C:0.01~0.08%,Si:0.1~2.0%,当Si含量不高于1.20%时,Al≤0.008%;当Si含量高于1.20%时,Al:0.10%~0.5%,S≤0.0050%,,N≤0.0030%,O≤20PPm;生产步骤:冶炼;出钢;LF炉精炼;进行钙处理和软吹工艺;连铸成坯;隧道加热;热轧;卷取;酸洗后冷轧制成品厚度;退火;平整;回复退火。本发明结合薄板坯连铸连轧和半工艺无取向硅钢特点,通过特殊的冶炼工艺、保证钢质纯净度,不经过真空处理,可获

一种基于薄板坯连铸连轧生产的取向硅钢及方法.pdf
一种基于薄板坯连铸连轧生产的取向硅钢,其组分及wt%为:C:0.030~0.065%,Si:2.5~4.0%,Mn:0.05~0.20%,S;0.005~0.015%,P≤0.030%,Als:0.02~0.05%,N:0.005~0.010%;生产方法:经冶炼后浇铸;铸坯经切断后直接送入隧道炉保温;除鳞后热轧;常化后进行一次性冷轧;初次再结晶退火并渗氮;经涂布退火隔离剂后按进行二次再结晶退火;常规进行后续工序。本发明在保证磁感强度B