
一种热轧品种钢粗轧翘头的控制方法.pdf

努力****冰心

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热轧品种钢粗轧翘头的控制方法.pdf
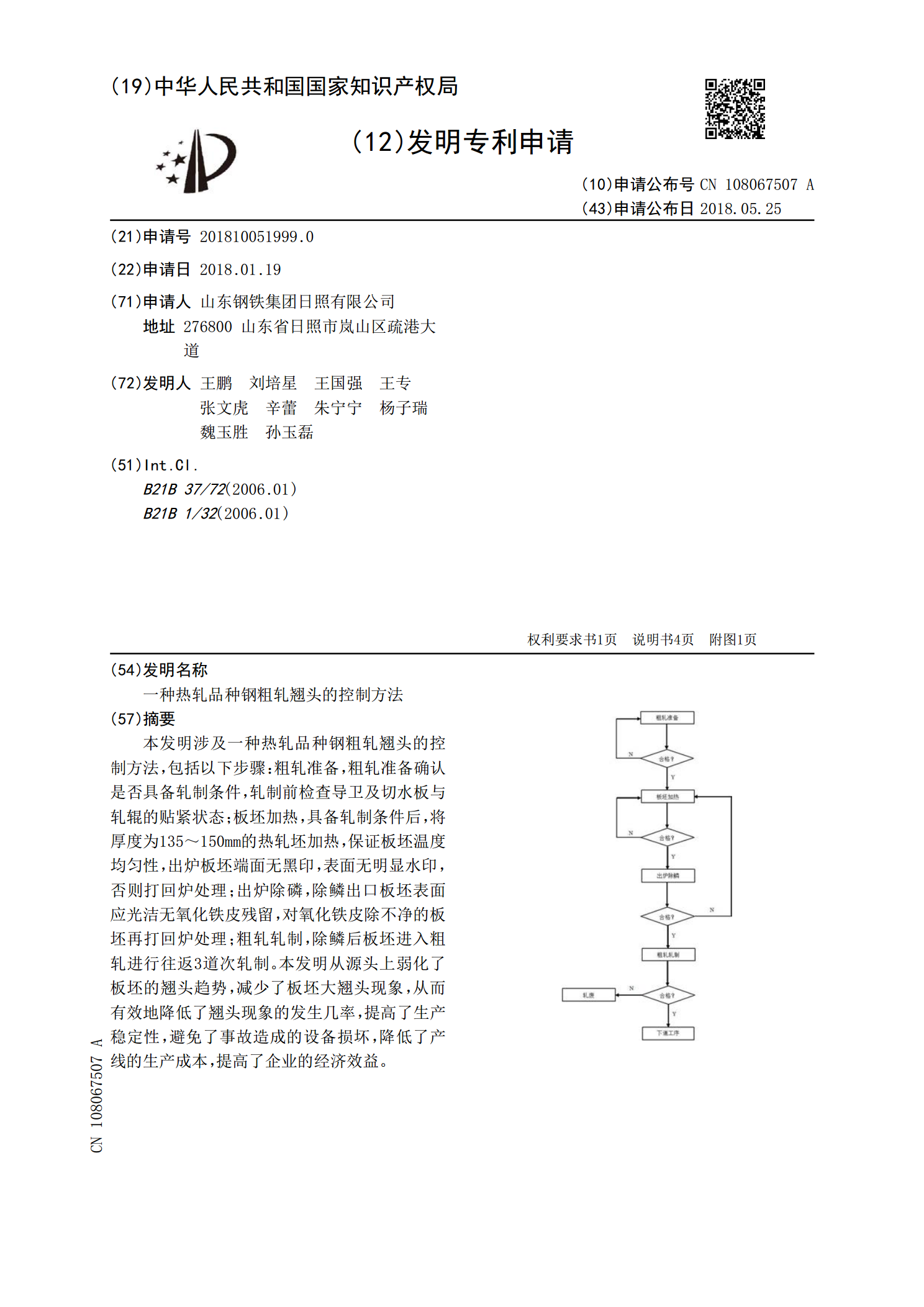
本发明涉及一种热轧品种钢粗轧翘头的控制方法,包括以下步骤:粗轧准备,粗轧准备确认是否具备轧制条件,轧制前检查导卫及切水板与轧辊的贴紧状态;板坯加热,具备轧制条件后,将厚度为135~150mm的热轧坯加热,保证板坯温度均匀性,出炉板坯端面无黑印,表面无明显水印,否则打回炉处理;出炉除磷,除鳞出口板坯表面应光洁无氧化铁皮残留,对氧化铁皮除不净的板坯再打回炉处理;粗轧轧制,除鳞后板坯进入粗轧进行往返3道次轧制。本发明从源头上弱化了板坯的翘头趋势,减少了板坯大翘头现象,从而有效地降低了翘头现象的发生几率,提高了生
一种热轧带钢生产精轧翘头控制方法.pdf
一种热轧带钢翘头控制方法,包括下述步骤:(1)利用精轧除鳞前下喷水改善厚度方向温度差异,开启精轧除鳞前的下喷水,以降低带钢下表温度,减少前机架的翘头发生,(2)轧制时空过F2~F4间的一个机架。由于带钢在高温下热量的损失以热辐射为主,中间坯在辊道上传输时,上表热辐射损失大于下表面,容易造成中间坯下表面温度高于上表面,就会导致轧制过程中带钢下表延伸大于上表,出现翘头现象。根据本发明,采用开启精轧除鳞前的下喷水以降低带钢下表温度,减少前机架的翘头发生。
控制热连轧带钢粗轧翘头的方法.pdf
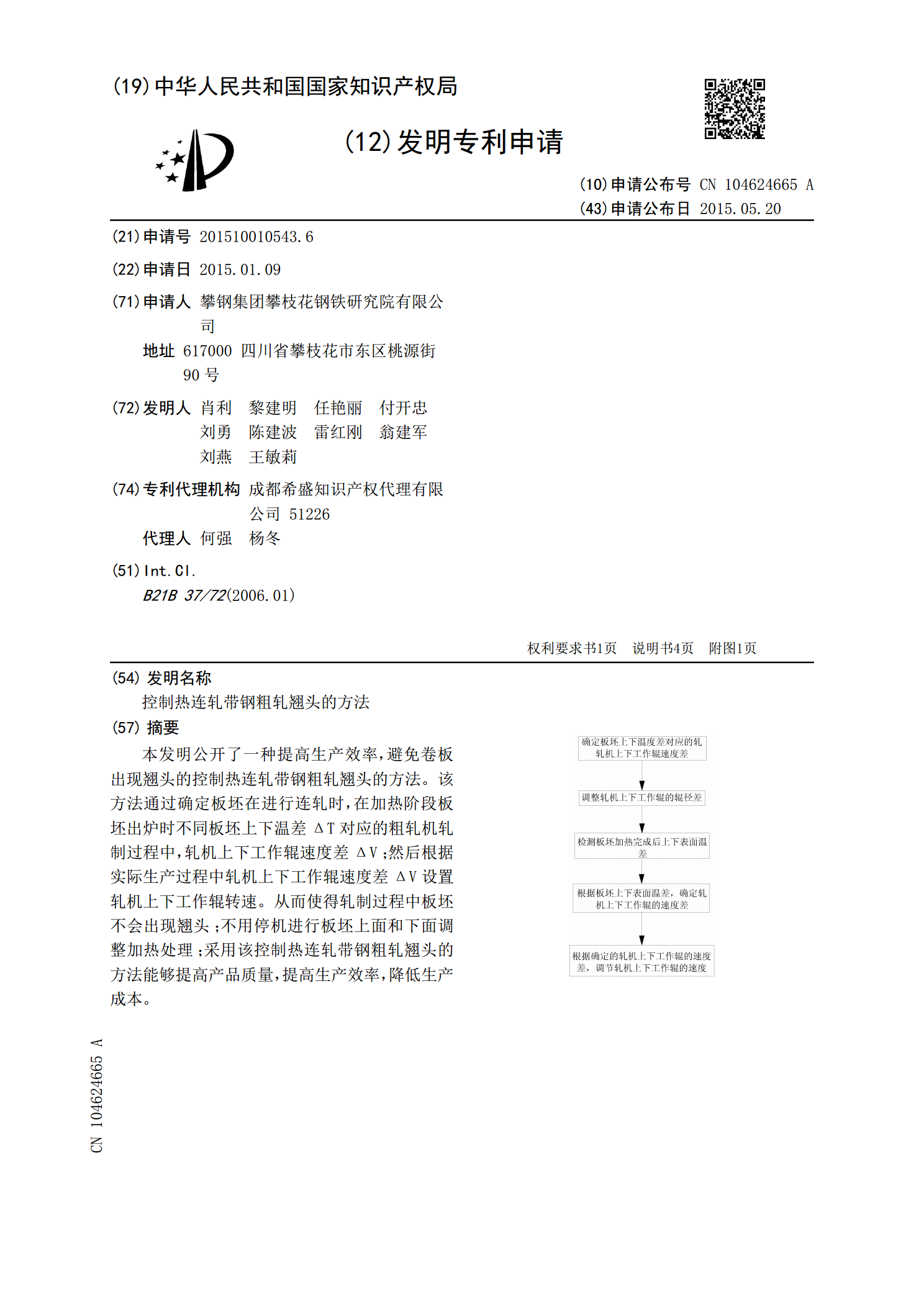
本发明公开了一种提高生产效率,避免卷板出现翘头的控制热连轧带钢粗轧翘头的方法。该方法通过确定板坯在进行连轧时,在加热阶段板坯出炉时不同板坯上下温差ΔT对应的粗轧机轧制过程中,轧机上下工作辊速度差ΔV;然后根据实际生产过程中轧机上下工作辊速度差ΔV设置轧机上下工作辊转速。从而使得轧制过程中板坯不会出现翘头;不用停机进行板坯上面和下面调整加热处理;采用该控制热连轧带钢粗轧翘头的方法能够提高产品质量,提高生产效率,降低生产成本。

2250mm热轧粗轧板坯叩翘头原因分析及优化.docx
2250mm热轧粗轧板坯叩翘头原因分析及优化当前,随着工业化进程的不断发展,钢材作为基础材料广泛应用在各行各业之中。而热轧板坯则作为钢材生产的重要原材料,具有其独特的性能和用途。然而,随着技术的不断进步,热轧板坯叩翘头的问题也愈加突出,给生产带来了不小的困扰。本文将会就此进行深入分析,并提出针对性的优化措施。一、叩翘头原因的分析1.板坯内部应力热轧板坯在生产过程中,由于温度、变形量等因素的影响,会在内部产生一定程度的应力。如果这些应力得不到正确的释放,就会导致板坯叩翘头的现象。而此时通常会出现尺寸较大部位

一种管线钢精轧翘头控制方法.pdf
本发明公开了一种管线钢精轧翘头控制方法,属于冶金技术领域,该方法为将管线钢铸坯放入加热炉,经第一加热段、第二加热段和均热段后出炉,再经粗轧,最后经精轧轧辊轧制,其中,在第一加热段、第二加热段和均热段中,管线钢铸坯上表面温度高于管线钢铸坯下表面温度30℃,第一加热段的加热时间和第二加热段的加热时间共计大于100min,第一加热段的升温速率和第二加热段的升温速率均小于10℃/min,均热段的加热时间大于35min,均热段的升温速度小于2℃/min,本发明能有效消除轧件精轧F1翘头现象。