
一种不锈钢线材的制造方法.pdf

邻家****曼玉


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不锈钢线材的制造方法.pdf
一种不锈钢线材的制造方法,所述方法的工艺步骤如下:步骤一、对不锈钢线材用旋削或刮削的方法剥去深度为0.1-0.15mm的表层,制成5.5-10mm线材,步骤二、对线材进行800-900℃退火处理,步骤三、采用皮膜剂对5.5-10mm线材表面进行皮膜处理,然后在烘干炉烘干,炉温100-150℃,时间为0.5-1.0小时,步骤四、在多头连续拉丝机上拉拔,第一道采用25%-30%大减面率,以后逐次递减减面率,经6-7道次粗拉拔或7-8道次中拉拔后,收线,如交货状态为轻拉钢丝,成品前钢丝预留10%减面率轻拉至成品
一种高端焊接用奥氏体不锈钢线材的制造方法.pdf
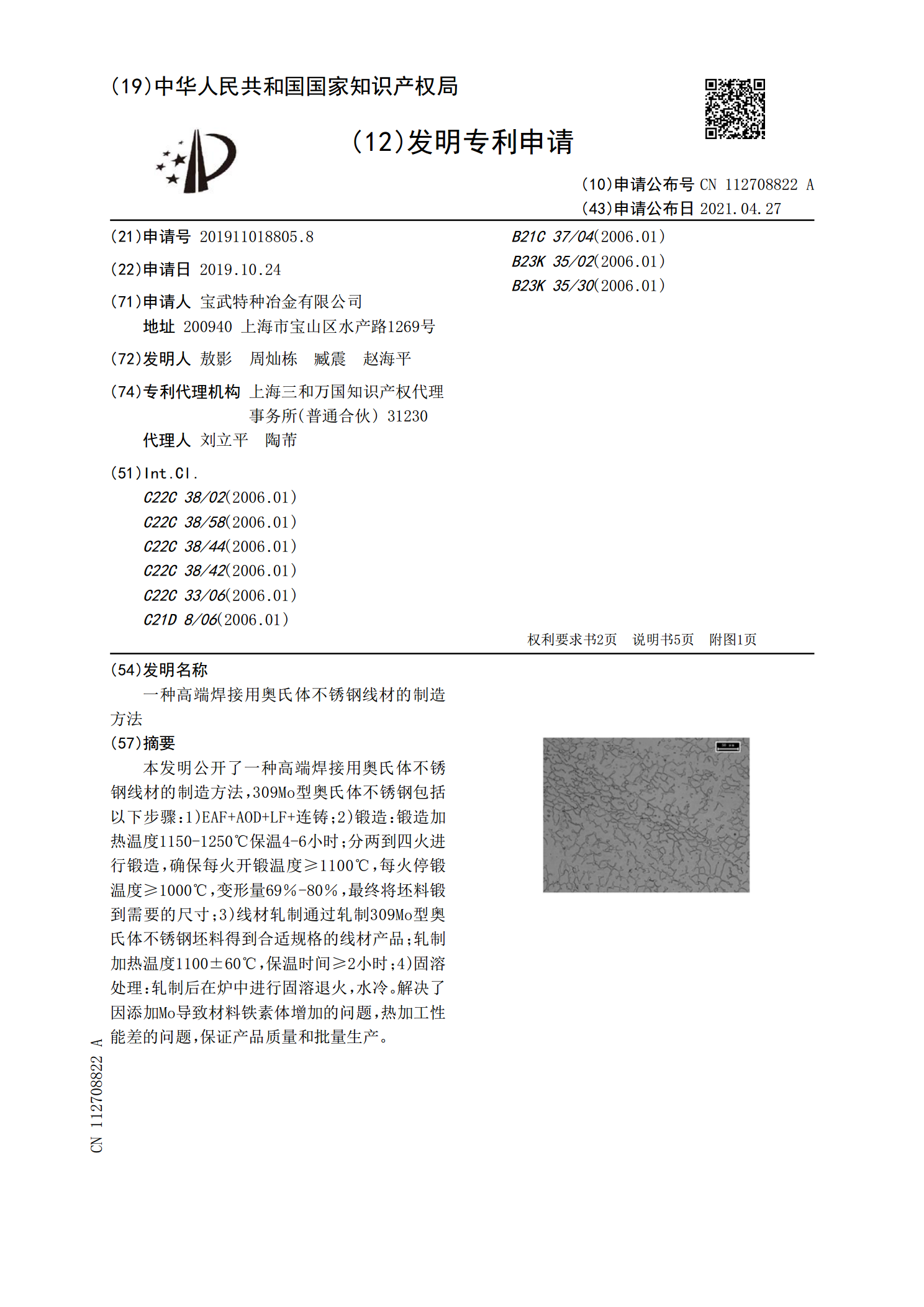
本发明公开了一种高端焊接用奥氏体不锈钢线材的制造方法,309Mo型奥氏体不锈钢包括以下步骤:1)EAF+AOD+LF+连铸;2)锻造:锻造加热温度1150‑1250℃保温4‑6小时;分两到四火进行锻造,确保每火开锻温度≥1100℃,每火停锻温度≥1000℃,变形量69%‑80%,最终将坯料锻到需要的尺寸;3)线材轧制通过轧制309Mo型奥氏体不锈钢坯料得到合适规格的线材产品;轧制加热温度1100±60℃,保温时间≥2小时;4)固溶处理:轧制后在炉中进行固溶退火,水冷。解决了因添加Mo导致材料铁素体增加的问

一种线材制造方法.pdf
一种线材制造方法,包括依次进行的电炉冶炼、炉外精炼、小方坯连铸、高线控轧以及控冷工序,其特征在于:(1)电炉铁水装入量≥60wt%,其余为线材或板材切废钢;(2)脱硫;(3)出钢温度1605~1635℃,出钢时用硅铁脱氧,出钢过程进行合金化;(4)精炼;(5)连铸采用10~30℃过热度,拉坯速度为2.0~2.5m/min,二冷区前三段配水量分别为60~80L/min、100~120L/min、40~60L/min,铸坯断面尺寸为140mm×140mm~160mm×160mm;(6)轧制后在斯太尔摩线上控制

软磁不锈钢及用于制造软磁不锈钢线材的方法.pdf
本发明公开一种软磁不锈钢,其中,包括按重量百分比计的如下化学成分:C≤0.015%;Si:1.9‑2.1%;Mn:0.20‑0.30%;P≤0.025%;S:0.015‑0.030%;Cr:14.5‑15.5%;Ni≤0.20%;Mo:0.40‑0.45%;N≤0.020%;余量为Fe及不可避免的杂质。本发明也公开一种用于制造软磁不锈钢线材的方法,其中,包括:高炉铁水预处理步骤;多级冶炼步骤,其包括转炉冶炼、VOD炉精炼及LF炉精炼;不锈钢方坯连铸步骤;不锈钢方坯退火步骤;线材轧制步骤。根据本发明制造的软
一种铜合金线材的制造方法.pdf
本发明涉及铜合金线材及其制造方法,所述铜合金线材的成分为:Ag的含量为0.1~4%,余部由Cu和不可避免的杂质构成,其中,具有取向的晶粒的面积率为总测定面积的30%以上。其加工过程为:第一步,真空熔化,对按成分比例混合的铜、银铸锭送入熔炼炉中抽真空熔化;第二步,启动铸造机,通过控制拉停、速度、冷却水流量进行铸造棒坯;第三步,拉伸及热处理:盘卷棒材的拉伸加工和热处理交替进行指导产品直径接近成品尺寸;第四步,矫直定尺:进行矫直、定尺。通过本发明得到的铜银合金线材,同时具有作为线圈所需要的高强度与线圈成型所需要