
一种生产铅带的连铸连轧系统.pdf

兴朝****45

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种生产铅带的连铸连轧系统.pdf
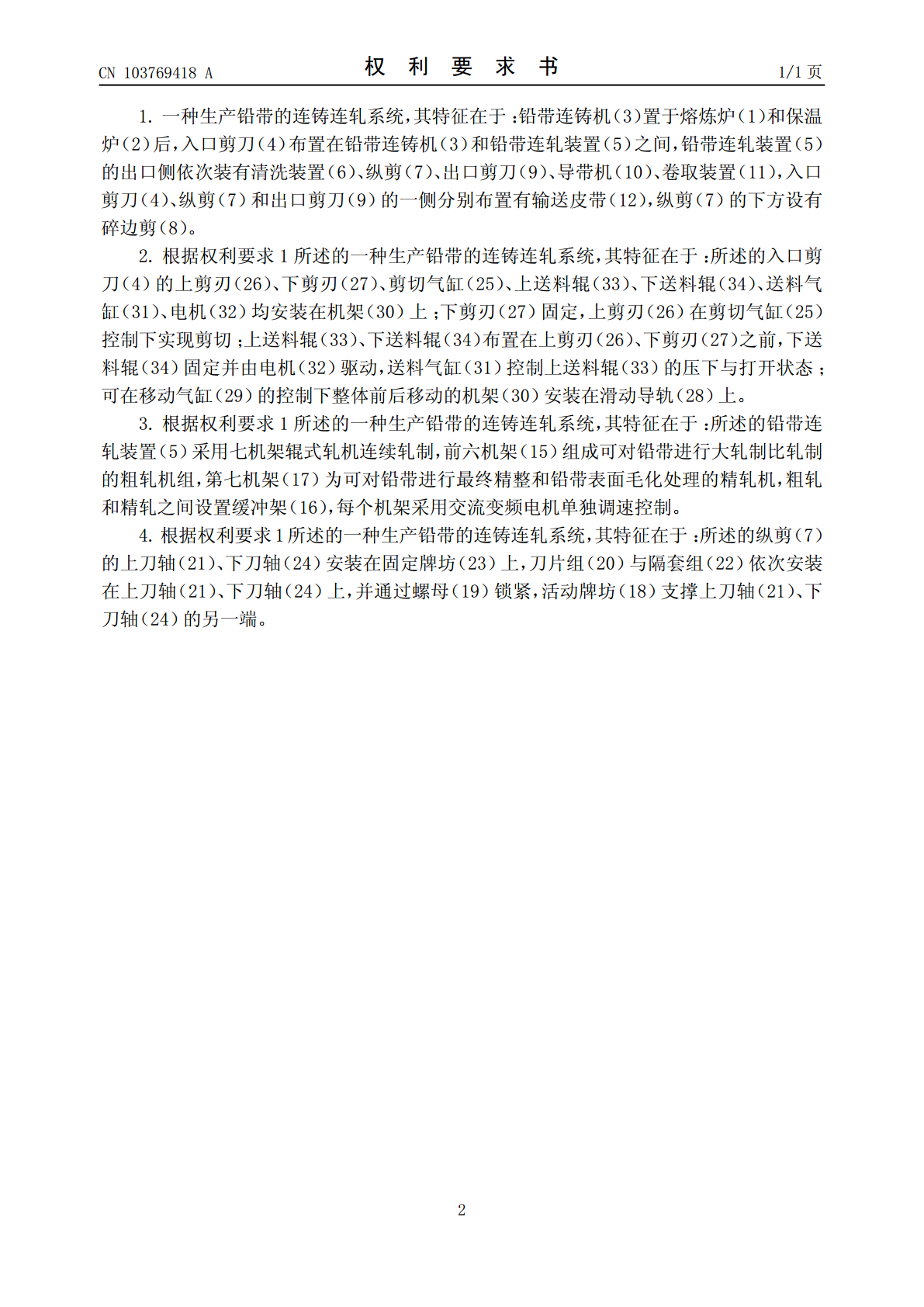
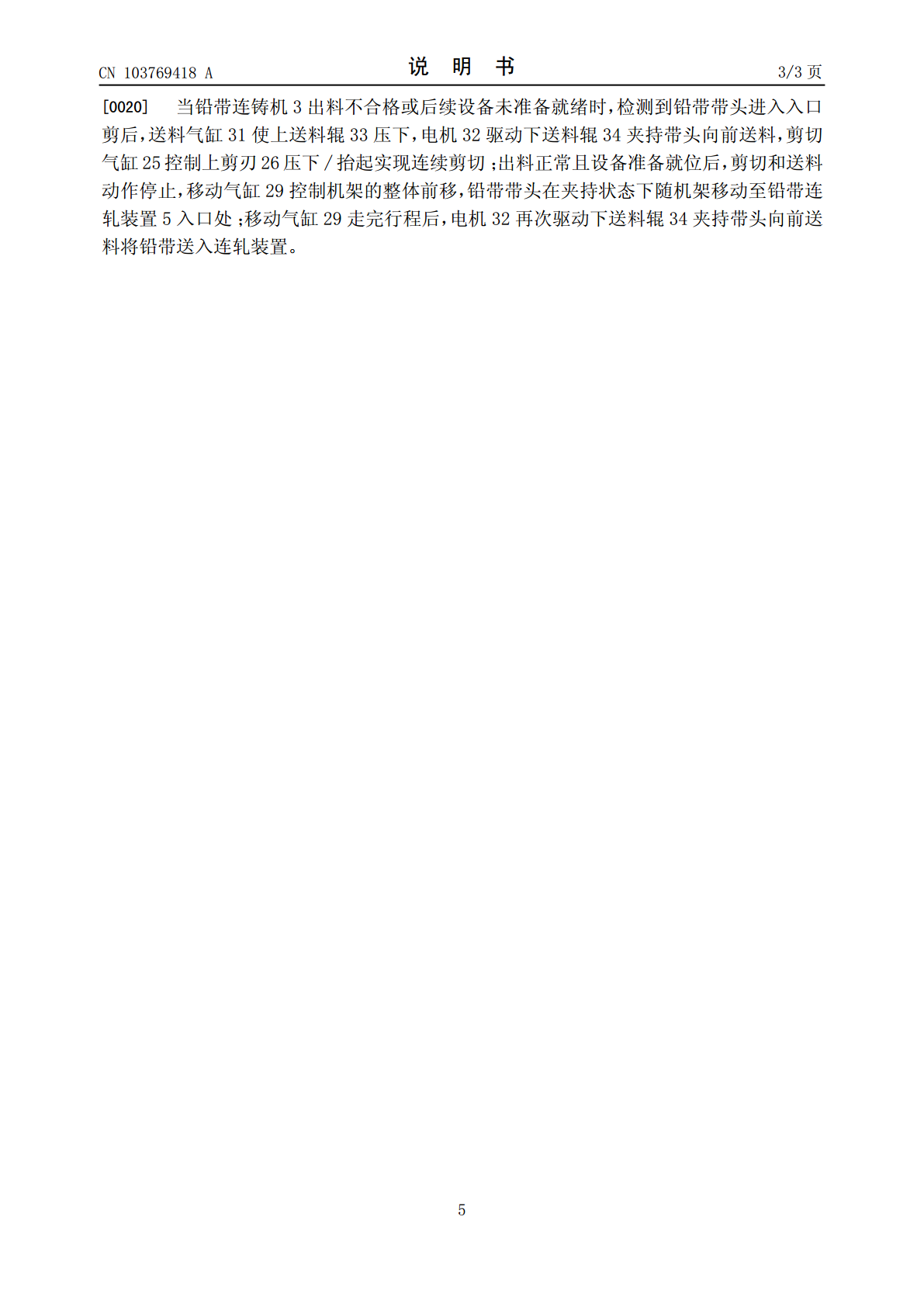
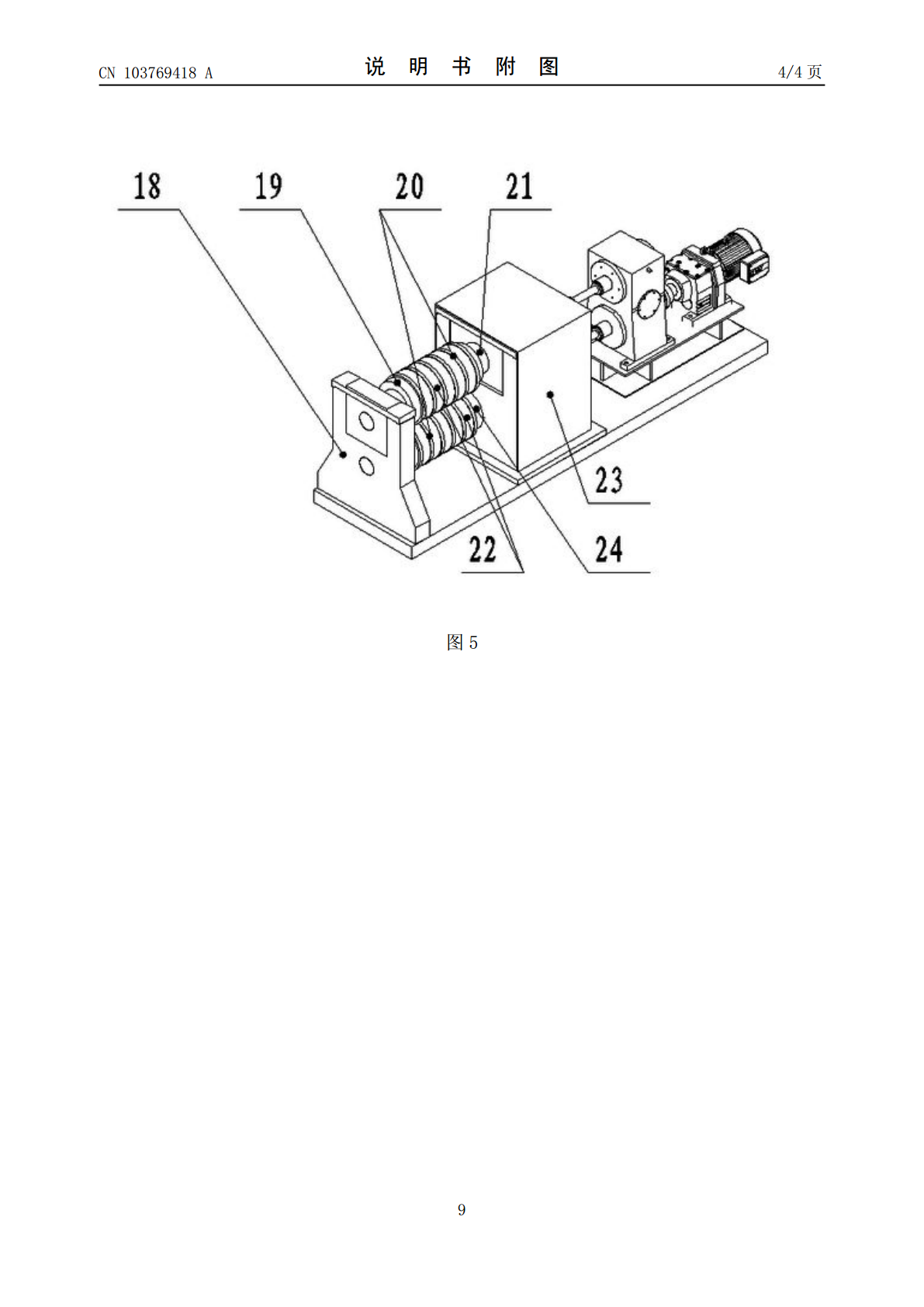
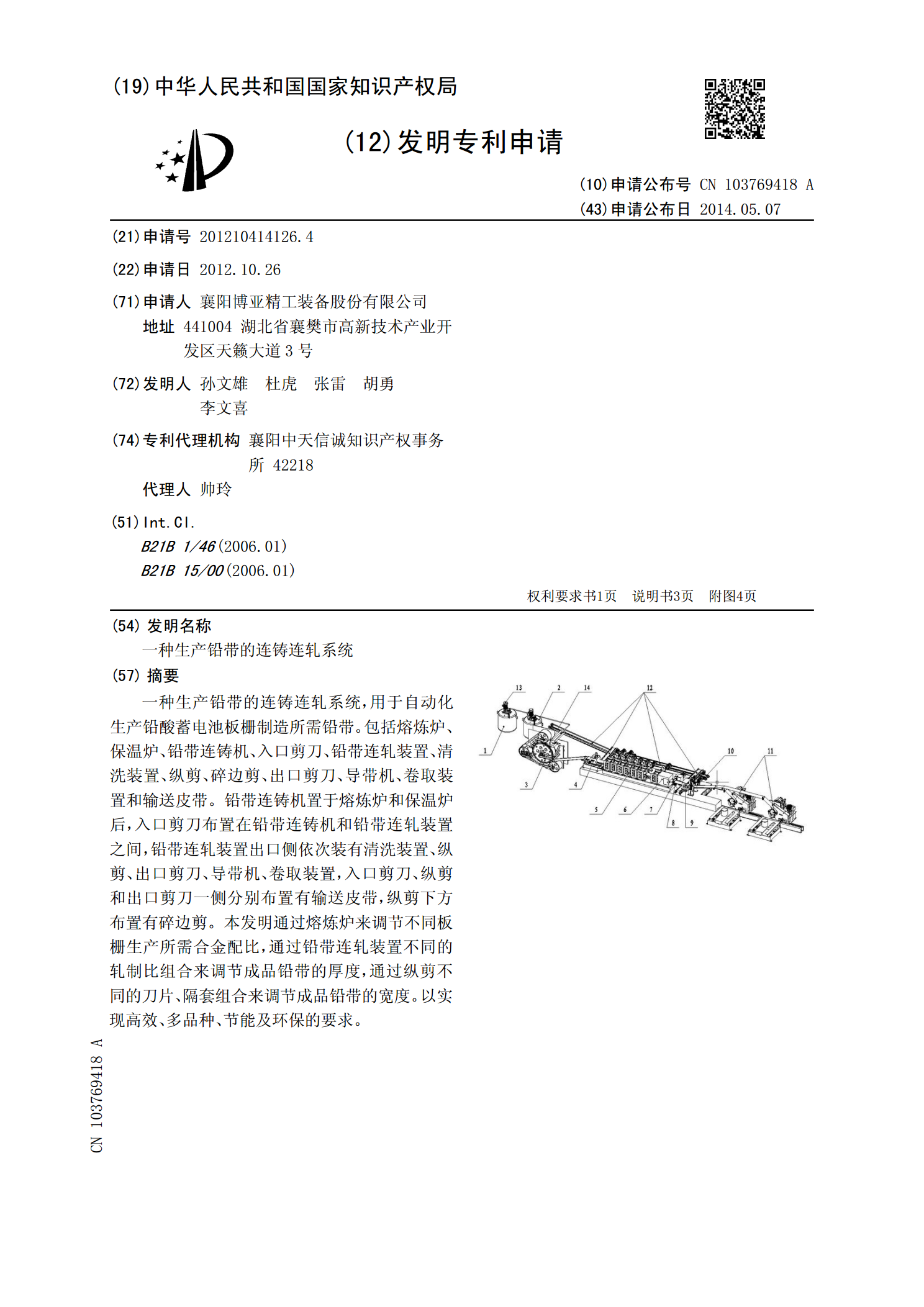
一种生产铅带的连铸连轧系统,用于自动化生产铅酸蓄电池板栅制造所需铅带。包括熔炼炉、保温炉、铅带连铸机、入口剪刀、铅带连轧装置、清洗装置、纵剪、碎边剪、出口剪刀、导带机、卷取装置和输送皮带。铅带连铸机置于熔炼炉和保温炉后,入口剪刀布置在铅带连铸机和铅带连轧装置之间,铅带连轧装置出口侧依次装有清洗装置、纵剪、出口剪刀、导带机、卷取装置,入口剪刀、纵剪和出口剪刀一侧分别布置有输送皮带,纵剪下方布置有碎边剪。本发明通过熔炼炉来调节不同板栅生产所需合金配比,通过铅带连轧装置不同的轧制比组合来调节成品铅带的厚度,通过
一种钢筋连铸连轧系统以及钢筋连铸连轧生产方法.pdf
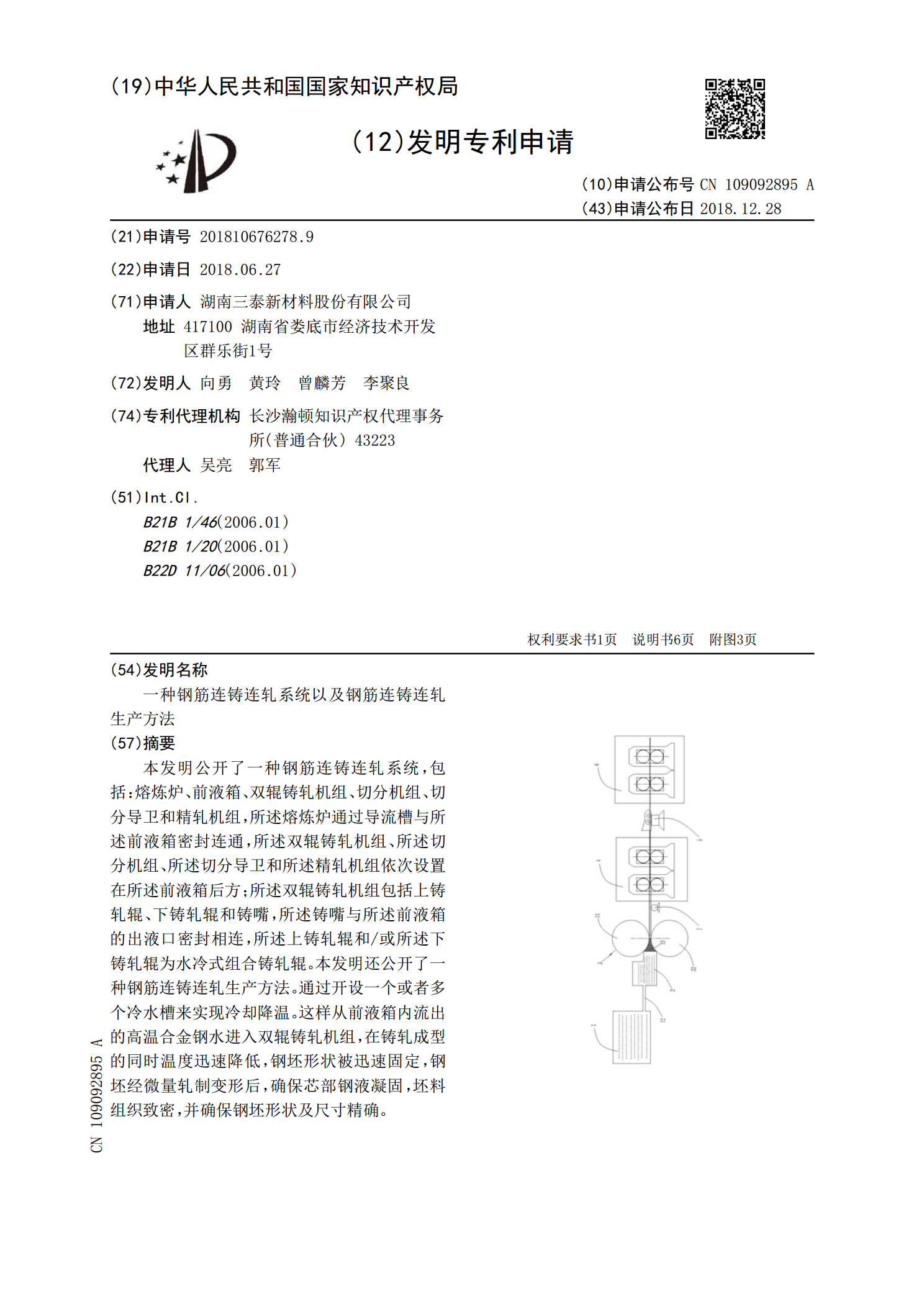
本发明公开了一种钢筋连铸连轧系统,包括:熔炼炉、前液箱、双辊铸轧机组、切分机组、切分导卫和精轧机组,所述熔炼炉通过导流槽与所述前液箱密封连通,所述双辊铸轧机组、所述切分机组、所述切分导卫和所述精轧机组依次设置在所述前液箱后方;所述双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,所述铸嘴与所述前液箱的出液口密封相连,所述上铸轧辊和/或所述下铸轧辊为水冷式组合铸轧辊。本发明还公开了一种钢筋连铸连轧生产方法。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温
铅及铅合金带连铸连轧生产装置及生产工艺.pdf
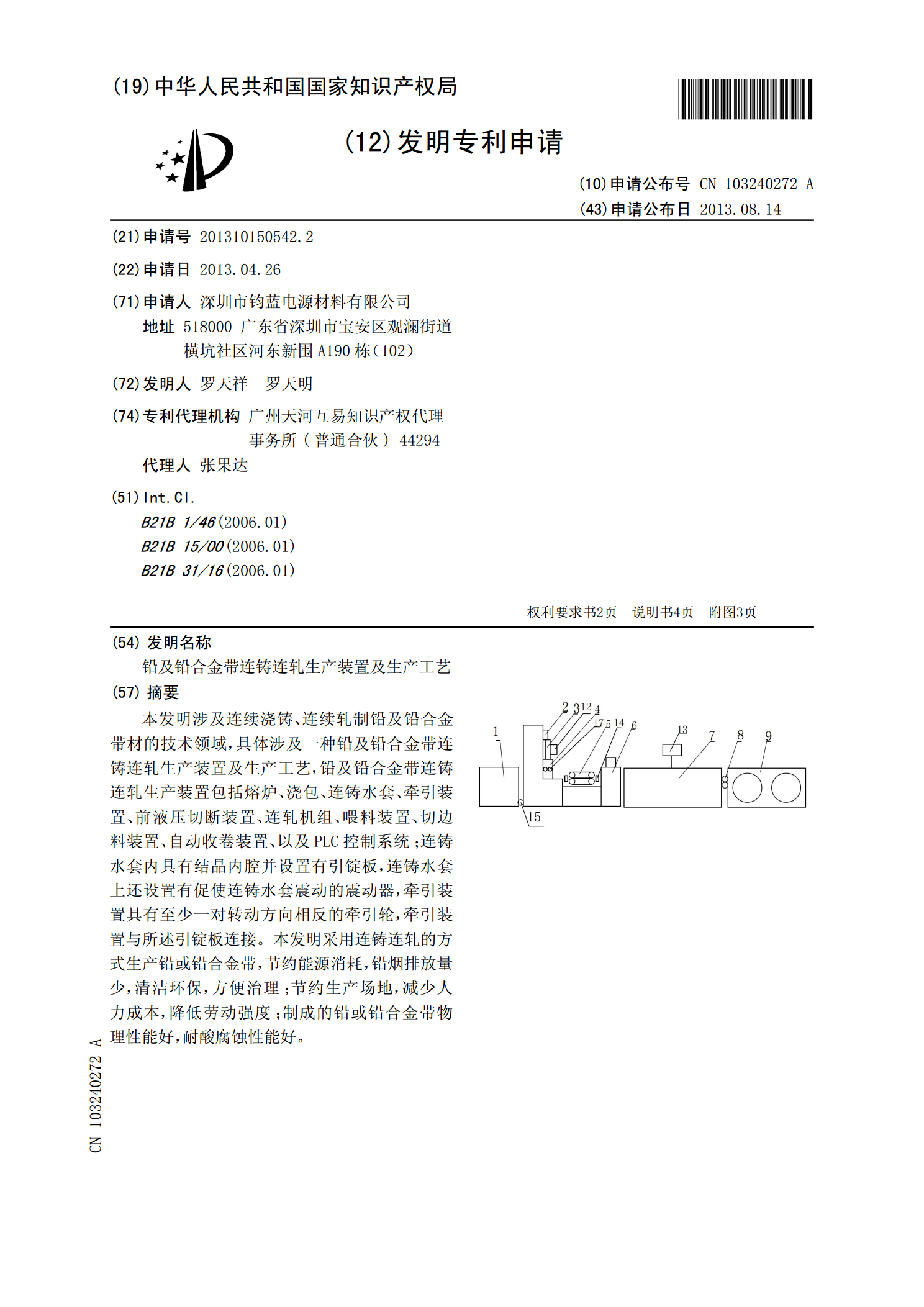
本发明涉及连续浇铸、连续轧制铅及铅合金带材的技术领域,具体涉及一种铅及铅合金带连铸连轧生产装置及生产工艺,铅及铅合金带连铸连轧生产装置包括熔炉、浇包、连铸水套、牵引装置、前液压切断装置、连轧机组、喂料装置、切边料装置、自动收卷装置、以及PLC控制系统;连铸水套内具有结晶内腔并设置有引锭板,连铸水套上还设置有促使连铸水套震动的震动器,牵引装置具有至少一对转动方向相反的牵引轮,牵引装置与所述引锭板连接。本发明采用连铸连轧的方式生产铅或铅合金带,节约能源消耗,铅烟排放量少,清洁环保,方便治理;节约生产场地,减少
连铸连轧铅带表面粗糙处理工艺.pdf
本发明提供连铸连轧铅带表面粗糙处理工艺,涉及蓄电池领域包括如下步骤:熔炼,选取高品质的铅原料,将铅原料投入熔炼炉中后融化成铅液,并将铅液表面的渣捞起,将铅液导入模具中浇铸成铅坯;预处理;轧制:在轧制机上进行连续轧制,经过轧制后,得到轧制后的铅带;收卷;超声波处理;切割;本发明提供了连铸连轧铅带表面粗糙处理工艺,生产效率高,加工速度快,可以一次成型多个板栅,通过超声波处理后的铅带表面粗糙度高,可以涂上更多的铅泥,本发明所生产出来的板栅重量轻、寿命长,而且生产过程简单、质量稳定、管理方便,板栅可以做得更薄、厚

制备板栅用铅带的连铸连轧成套设备.pdf
本发明涉及连铸连轧成套设备,尤其是一种制备板栅用铅带的连铸连轧成套设备,包括钢带轮式连铸机、第一轧机、第二轧机、第一轧机和第二轧机之间的强制冷却设备及连接各设备的辊道;第二轧机各道次的轧辊分别由调速电机独立驱动,卷取机构由调速电机驱动;强制冷却设备包括至少一个冷却水槽,冷却水槽的两侧上部分别设置有开口,开口内分别设置有上限位辊和下限位辊,冷却水槽内设置有压下结构,由压下结构及两侧下限位辊形成的铅带输送面呈开口向上的拱形。通过第一轧机、强制冷却设备和第二轧机对铅带实施多温度段的连轧,使得所生产铅带的性能优于