
一种钢筋连铸连轧系统以及钢筋连铸连轧生产方法.pdf

静芙****可爱


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢筋连铸连轧系统以及钢筋连铸连轧生产方法.pdf
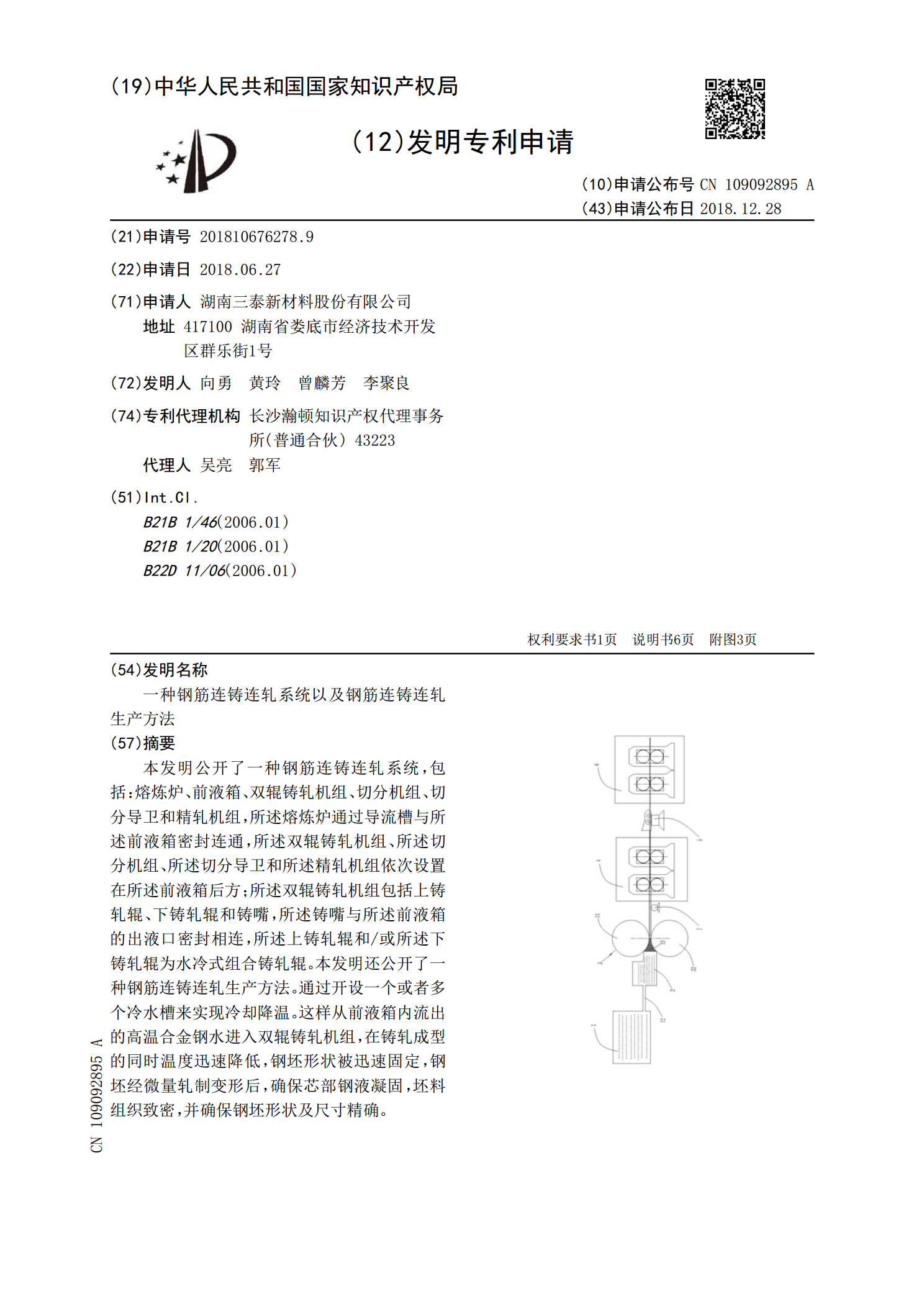
本发明公开了一种钢筋连铸连轧系统,包括:熔炼炉、前液箱、双辊铸轧机组、切分机组、切分导卫和精轧机组,所述熔炼炉通过导流槽与所述前液箱密封连通,所述双辊铸轧机组、所述切分机组、所述切分导卫和所述精轧机组依次设置在所述前液箱后方;所述双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,所述铸嘴与所述前液箱的出液口密封相连,所述上铸轧辊和/或所述下铸轧辊为水冷式组合铸轧辊。本发明还公开了一种钢筋连铸连轧生产方法。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温

邯钢连铸连轧工程连铸介质系统.doc
邯钢CSP连铸介质系统职工培训教程--邯钢CSP连铸介质系统职工培训教程授课范围:薄板坯工段维检工编写:郝学营审核:王宏生批准:张志刚主讲:郝学营邯郸钢铁集团公司第三炼钢厂二零零二年二月目录一、结晶器冷却水系统1~4二、设备冷却水系统5~7三、二冷水系统8~11四、介质系统
一种钢筋铸轧系统以及钢筋铸轧方法.pdf
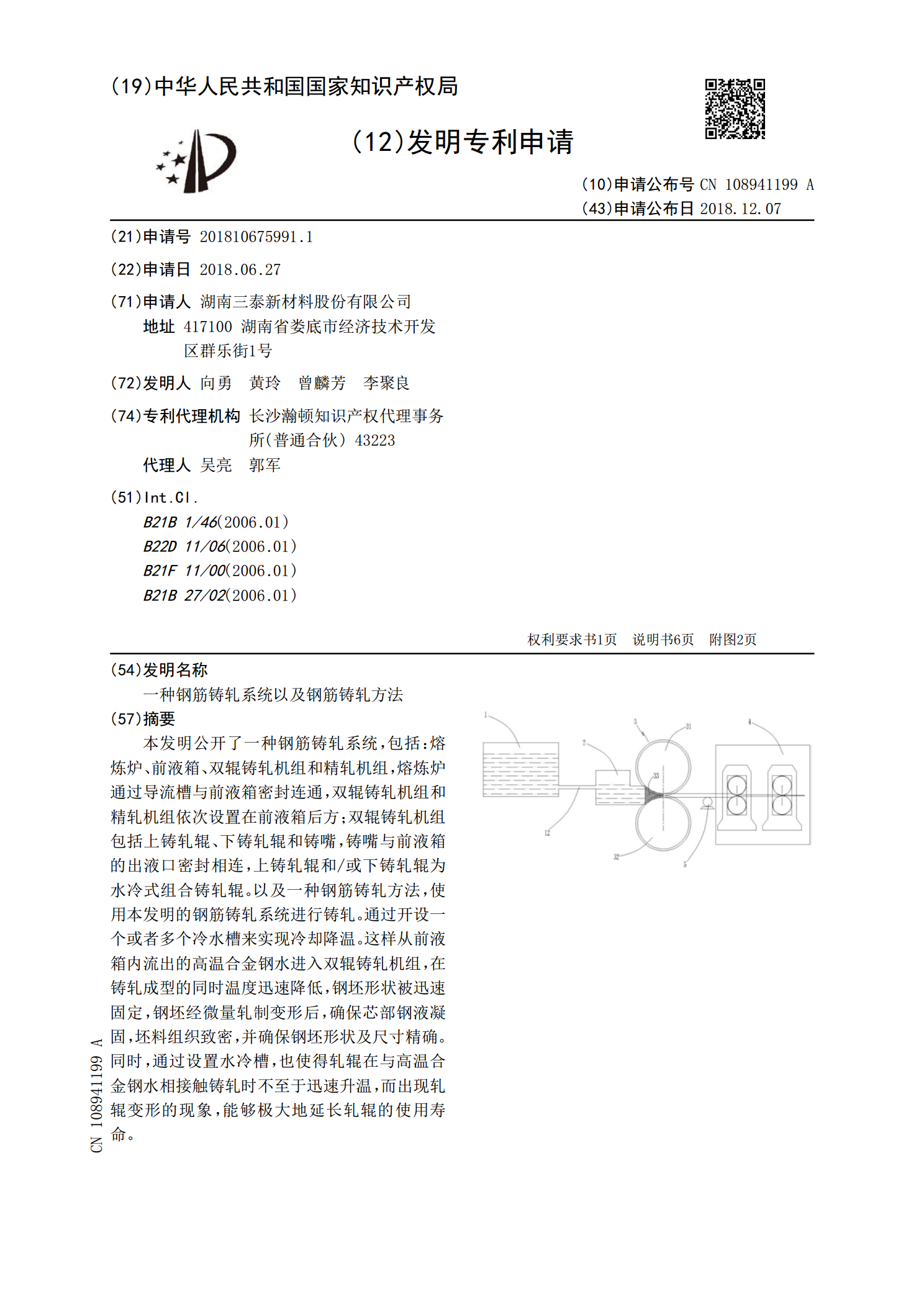
本发明公开了一种钢筋铸轧系统,包括:熔炼炉、前液箱、双辊铸轧机组和精轧机组,熔炼炉通过导流槽与前液箱密封连通,双辊铸轧机组和精轧机组依次设置在前液箱后方;双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,铸嘴与前液箱的出液口密封相连,上铸轧辊和/或下铸轧辊为水冷式组合铸轧辊。以及一种钢筋铸轧方法,使用本发明的钢筋铸轧系统进行铸轧。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温度迅速降低,钢坯形状被迅速固定,钢坯经微量轧制变形后,确保芯部钢液凝固,坯料
一种镁合金连铸连轧装置及镁合金连铸连轧方法.pdf
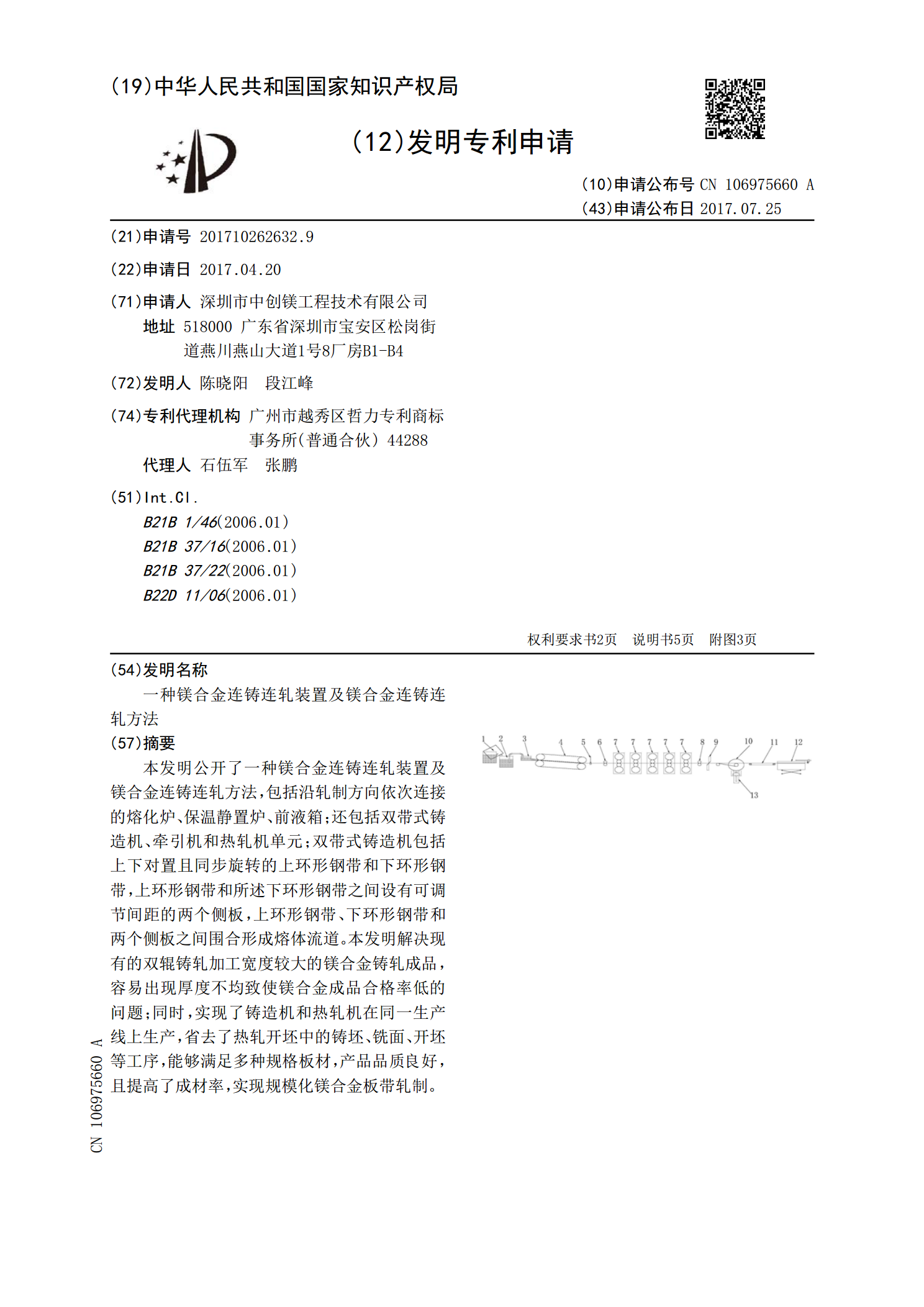
本发明公开了一种镁合金连铸连轧装置及镁合金连铸连轧方法,包括沿轧制方向依次连接的熔化炉、保温静置炉、前液箱;还包括双带式铸造机、牵引机和热轧机单元;双带式铸造机包括上下对置且同步旋转的上环形钢带和下环形钢带,上环形钢带和所述下环形钢带之间设有可调节间距的两个侧板,上环形钢带、下环形钢带和两个侧板之间围合形成熔体流道。本发明解决现有的双辊铸轧加工宽度较大的镁合金铸轧成品,容易出现厚度不均致使镁合金成品合格率低的问题;同时,实现了铸造机和热轧机在同一生产线上生产,省去了热轧开坯中的铸坯、铣面、开坯等工序,能够

连铸连轧工艺.pptx
连铸连轧工艺连铸连轧工艺成分、温度、脱氧程度及纯净度都合格得钢水就是使得连铸生产稳定高效进行且保证铸坯质量得前提条件。1、1、1钢水得成分钢水中元素得分类:合金元素—有意加入钢中,使其达到规定得成分范围,保证钢得机械性能。杂质元素—非有意加入钢中,不被希望存在于钢中,对钢得性能有害。残余元素—砷As、锑Sb、铜Cu等,对钢得热脆性和腐蚀性有不良影响。由原材料或耐火材料带入。微量元素—硼B、钛Ti等,含量小于0、1%,为改变某种性能而有意加入。连铸对钢水成分得要求:碳含量,钢水中含碳量必须精确控制。多炉连浇