
一种连续退火高强热镀锌钢的制造方法.pdf

一只****生物

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续退火高强热镀锌钢的制造方法.pdf
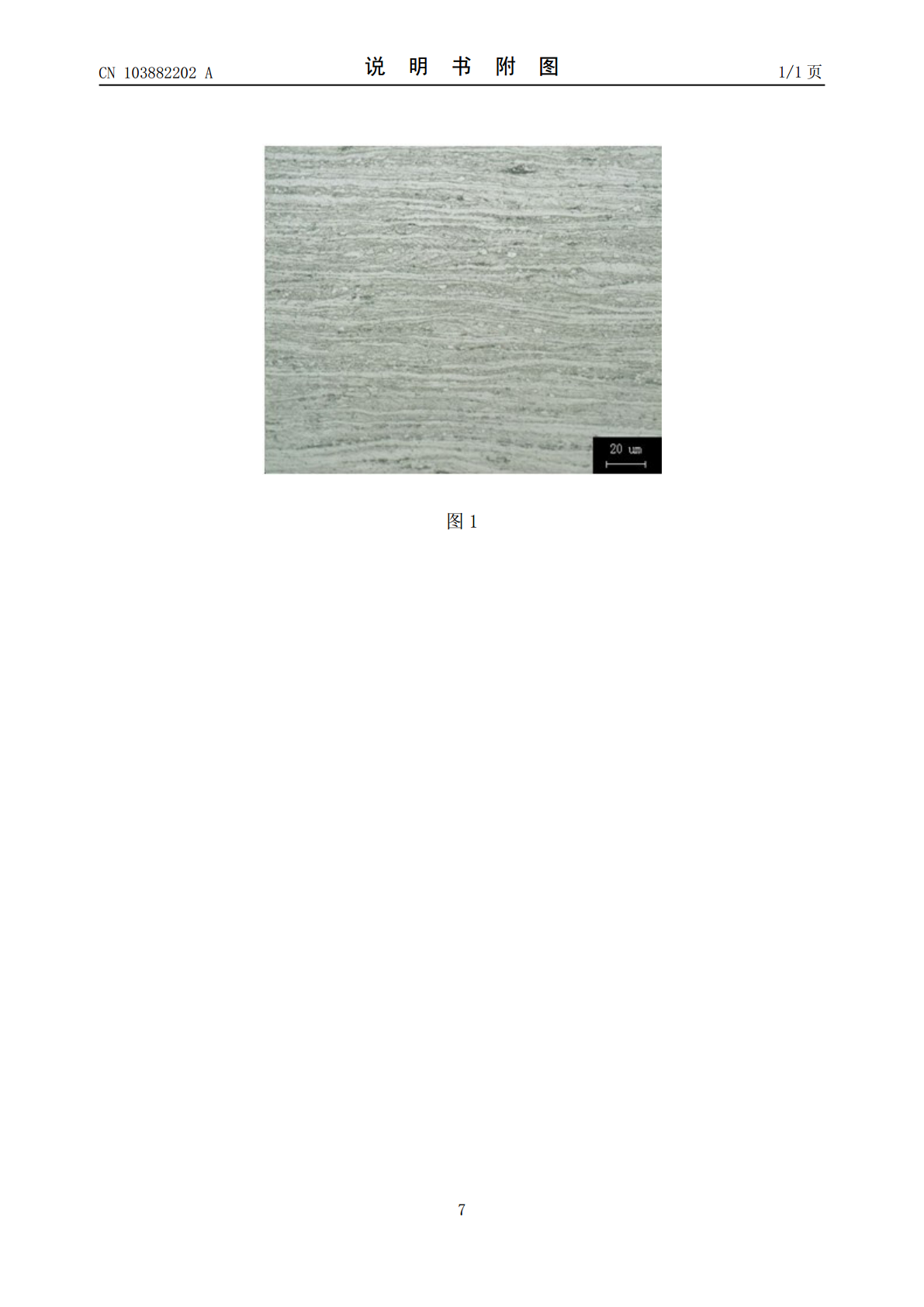
本发明涉及一种低成本连续退火高强热镀锌钢板的制造方法,主要解决目前低成本镀锌钢板强度和塑性较低的技术问题。本发明特别适应稳定生产0.2-1.2mm厚度的热镀锌产品。制备时按成分获得连铸坯,经加热炉在1100-1160℃加热,连铸板坯在连续或半连续热连轧机架上进行轧制,粗轧后进行精轧轧制,精轧为7道次连轧,精轧终轧温度为850℃~900℃,精轧后,卷取温度为550℃~580℃;将上述热轧钢卷重新开卷经过酸洗后,在可逆轧机或5机架冷连轧机上进行冷轧,冷轧的压下率为60%~90%,冷轧后的退火温度为500~55
钢带的连续退火方法及热镀锌钢带的制造方法.pdf
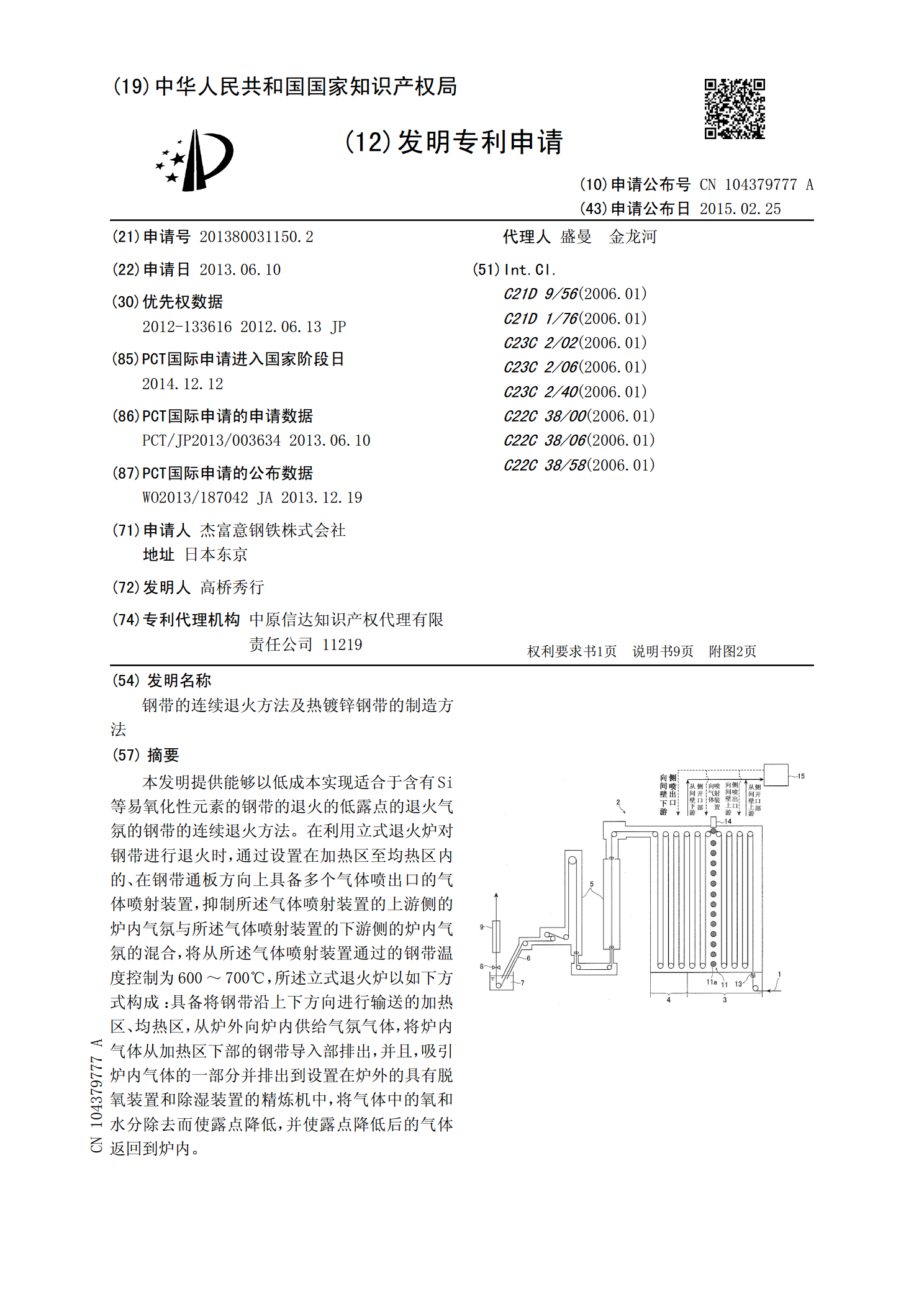
本发明提供能够以低成本实现适合于含有Si等易氧化性元素的钢带的退火的低露点的退火气氛的钢带的连续退火方法。在利用立式退火炉对钢带进行退火时,通过设置在加热区至均热区内的、在钢带通板方向上具备多个气体喷出口的气体喷射装置,抑制所述气体喷射装置的上游侧的炉内气氛与所述气体喷射装置的下游侧的炉内气氛的混合,将从所述气体喷射装置通过的钢带温度控制为600~700℃,所述立式退火炉以如下方式构成:具备将钢带沿上下方向进行输送的加热区、均热区,从炉外向炉内供给气氛气体,将炉内气体从加热区下部的钢带导入部排出,并且,吸
一种高强度热轧基板、热镀锌钢及其制造方法.pdf
本发明公开了一种用于热镀锌钢的高强度热轧基板,其除了Fe以外还含有质量百分比含量如下的下述化学元素:0.05%≤C≤0.15%,1.0%≤Mn≤2.0%,0炉内进行退火均热和热镀锌,退火均热和热镀锌温度为550‑620℃;(4)平整。本发明所述的高强度热轧基板具有良好的强韧性和优良的耐腐蚀性能,生产成本较低且扩孔率优异,具有良好的推广前景和应用价值。
一种高强塑积冷轧QP钢及其退火工艺和制造方法.pdf
本发明公开了一种高强塑积冷轧QP钢,其除了Fe及不可避免的杂质元素以外还含有质量百分含量如下的下述各化学元素:C:0.02~0.28%,Si:0.09~2.2%,Mn:0.31~2.6%,Al:0.01~0.1%,Cu:0.001~0.1%;Ni≤0.1%,Cr≤0.4%,Mo≤0.1%,V≤0.03%,N≤0.01%,Nb≤0.08%,Ti≤0.08%中的至少其中之一。此外,本发明还公开了上述高强塑积冷轧QP钢的制造方法,其步骤包括:(1)冶炼和铸造;(2)热轧;(3)冷轧;(4)退火,其中退火工艺包括
一种免球化退火优质高强冷镦钢的制造方法.pdf
本发明涉及一种钢的制造方法,是一种免球化退火优质高强冷镦钢的制造方法,冷镦钢化学成分按重量百分比为:C:0.25~0.40%,Mn:0.45~0.85%,Si:0.05~0.35%,Cr:0.70~1.45%,Mo:0.03~0.45%,Alt:0.015~0.030%,其余为Fe及不可避免的杂质元素;轧制工艺:铸坯加热后钢坯出炉温度900~1120℃,终轧温度:720~850℃,吐丝温度:800~860℃;斯太尔摩风冷线控冷工艺:以3~8℃/s冷速冷却至650~800℃后入罩,罩内冷速为0.2~0.7℃