
K418B合金的渗铝铬用渗剂及制备方法、渗铝铬方法.pdf

一吃****福乾

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

K418B合金的渗铝铬用渗剂及制备方法、渗铝铬方法.pdf
本发明涉及一种K418B合金的渗铝铬用渗剂及其制备方法、以及K418B合金的渗铝铬方法。该渗铝铬用渗剂的成分包括质量百分比为38-42%的铬粉、8-10%的铝粉,余量为氧化铝粉;配置方法为(1)先将氧化铝粉在1000-1100℃中进行焙烧7-8h,然后随炉冷却至400℃以下出炉;(2)按上述渗剂组成的百分比进行配料;(3)将配好的渗剂装入球磨机球磨2-4h。应用该渗剂的渗铝铬方法包括零件预处理、装箱、气体渗铝铬、清洗零件、试料的金相检测工序。用该方法处理后的渗铝铬层深度为0.025-0.06mm,显著提高

一种料浆渗铬的渗剂料浆及渗铬层制备方法.pdf
本发明属于渗金属技术领域,具体涉及一种料浆渗铬的渗剂料浆及渗铬层制备方法,用于提高金属材料制件表面耐腐蚀、耐磨损、耐高温性能的渗层的制备。先对清洗干净的零件的无渗层部位使用保护套进行保护,以使渗剂料浆无法涂敷在该部位;再将渗剂料浆均匀涂覆在零件的要求渗铬部位,涂覆层的厚度为1.5~2.0mm;待涂覆层干燥后,在真空罐中在保护气氛的保护下对零件进行渗铬,渗铬过程中,保温温度为1040~1090℃,保温时间为5~10h,再随炉冷却至300℃以下,随炉冷却时的压力为0.5~1.0倍的标准大气压。本发明为冶金结合
一种渗铬钢领的制备方法、铬渗剂及其制备方法.pdf
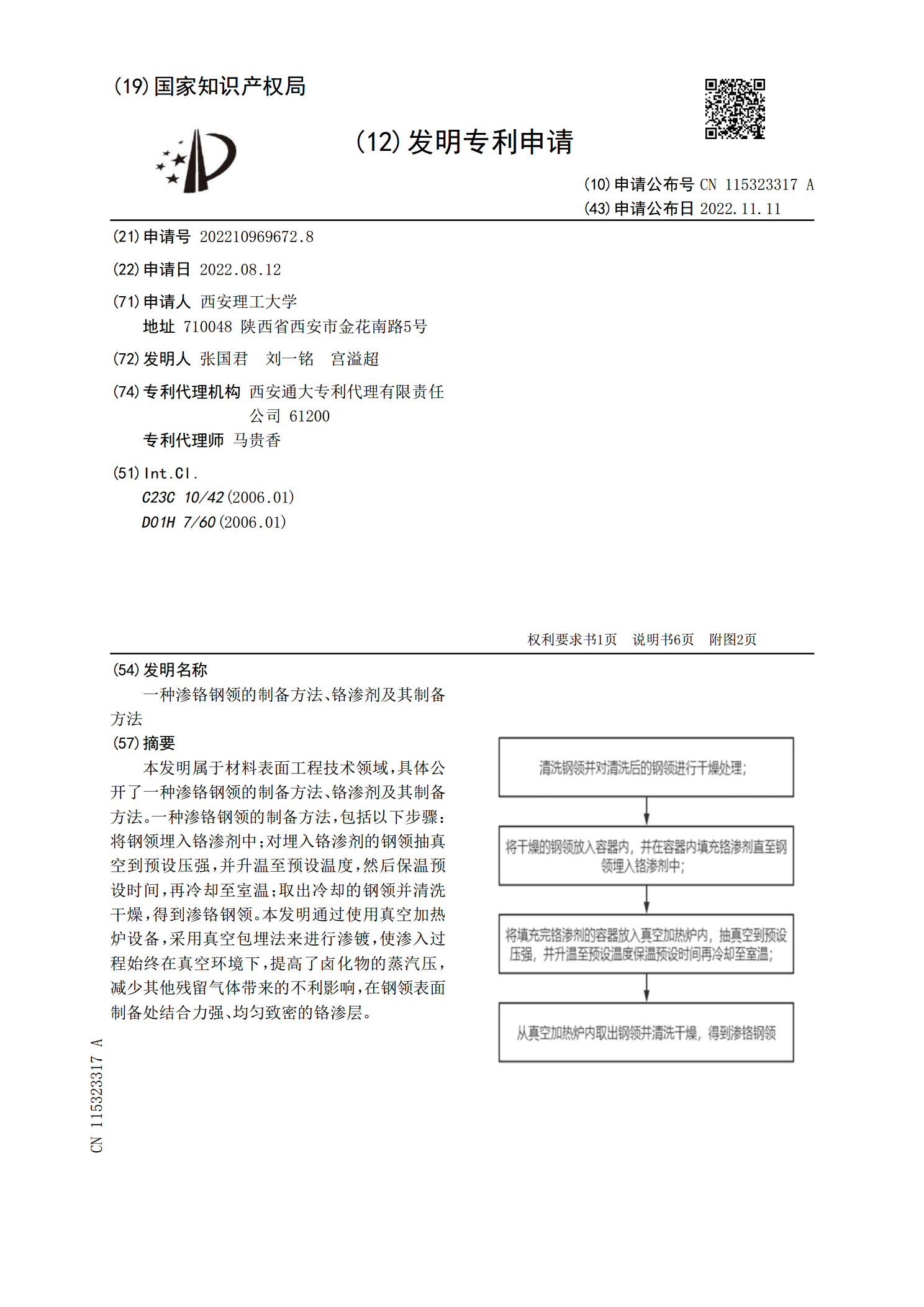
本发明属于材料表面工程技术领域,具体公开了一种渗铬钢领的制备方法、铬渗剂及其制备方法。一种渗铬钢领的制备方法,包括以下步骤:将钢领埋入铬渗剂中;对埋入铬渗剂的钢领抽真空到预设压强,并升温至预设温度,然后保温预设时间,再冷却至室温;取出冷却的钢领并清洗干燥,得到渗铬钢领。本发明通过使用真空加热炉设备,采用真空包埋法来进行渗镀,使渗入过程始终在真空环境下,提高了卤化物的蒸汽压,减少其他残留气体带来的不利影响,在钢领表面制备处结合力强、均匀致密的铬渗层。
一种K447A合金部件的渗铝铬方法.pdf
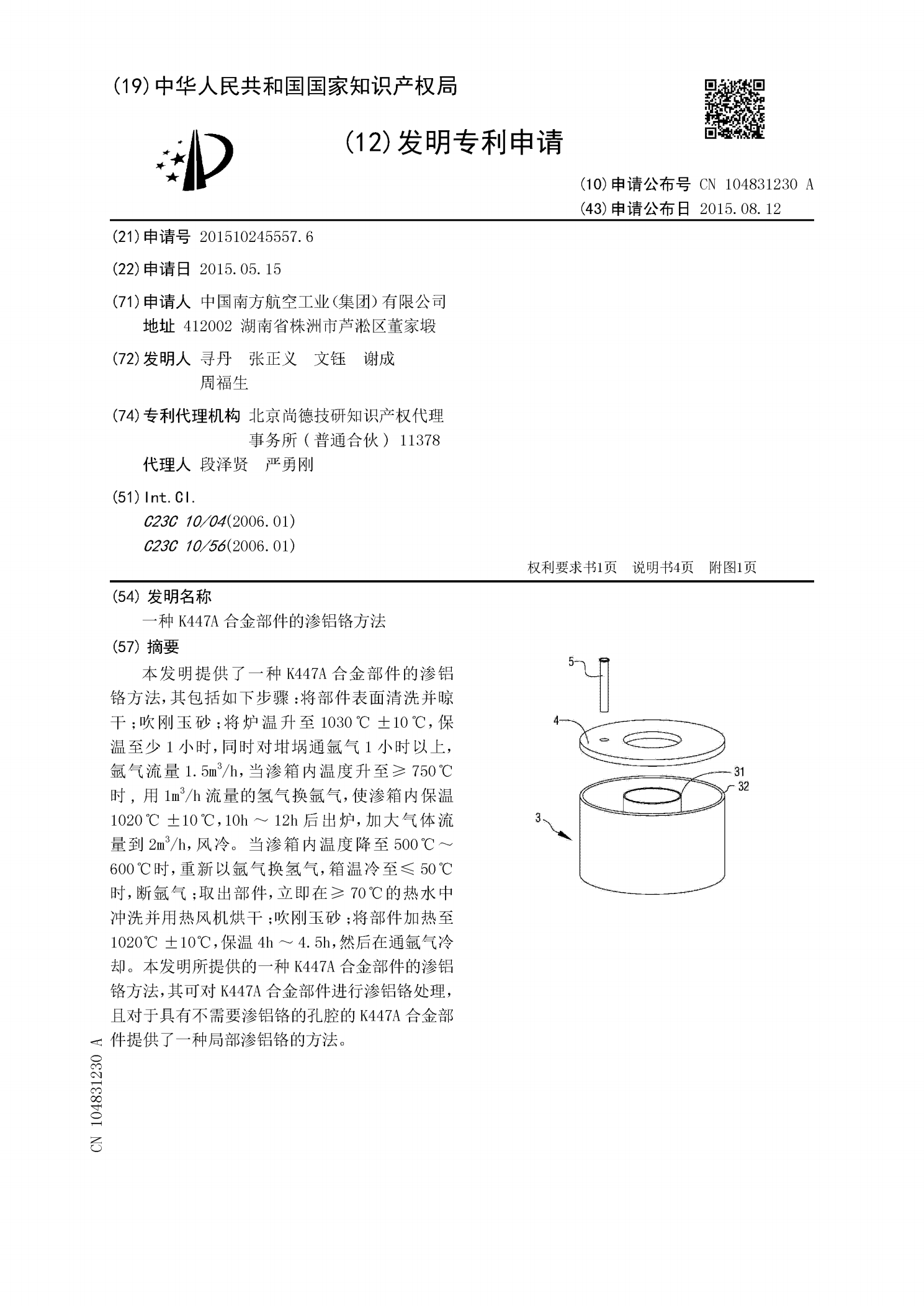
本发明提供了一种K447A合金部件的渗铝铬方法,其包括如下步骤:将部件表面清洗并晾干;吹刚玉砂;将炉温升至1030℃±10℃,保温至少1小时,同时对坩埚通氩气1小时以上,氩气流量1.5m

一种镍基高温合金表面渗铝方法和产品及镍基高温合金表面铝铬硅固体粉末渗铝剂.pdf
本发明公开了一种镍基高温合金表面渗铝方法和产品及镍基高温合金表面铝铬硅固体粉末渗铝剂。其包括采用放电等离子烧结法,将所述镍基合金与渗铝剂装入石墨模具,快速升温至1000℃,于放电等离子炉中保温30min。渗铝剂包括铬粉1.5~2.5%,氧化铝79~80%,铝硅合金粉18~18.5%本发明运用放电等离子烧结的温度场,电场,磁场加速原子扩散,能够快速得到理想的渗铝层。本发明结合放电等离子烧结的优势,细化晶粒,获得大量晶界,晶界不仅能起到强化作用,而且能够提供一个快速的扩散通道,提高扩散效率。本发明产品具有耐高