
一种料浆渗铬的渗剂料浆及渗铬层制备方法.pdf

一条****涛k

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种料浆渗铬的渗剂料浆及渗铬层制备方法.pdf
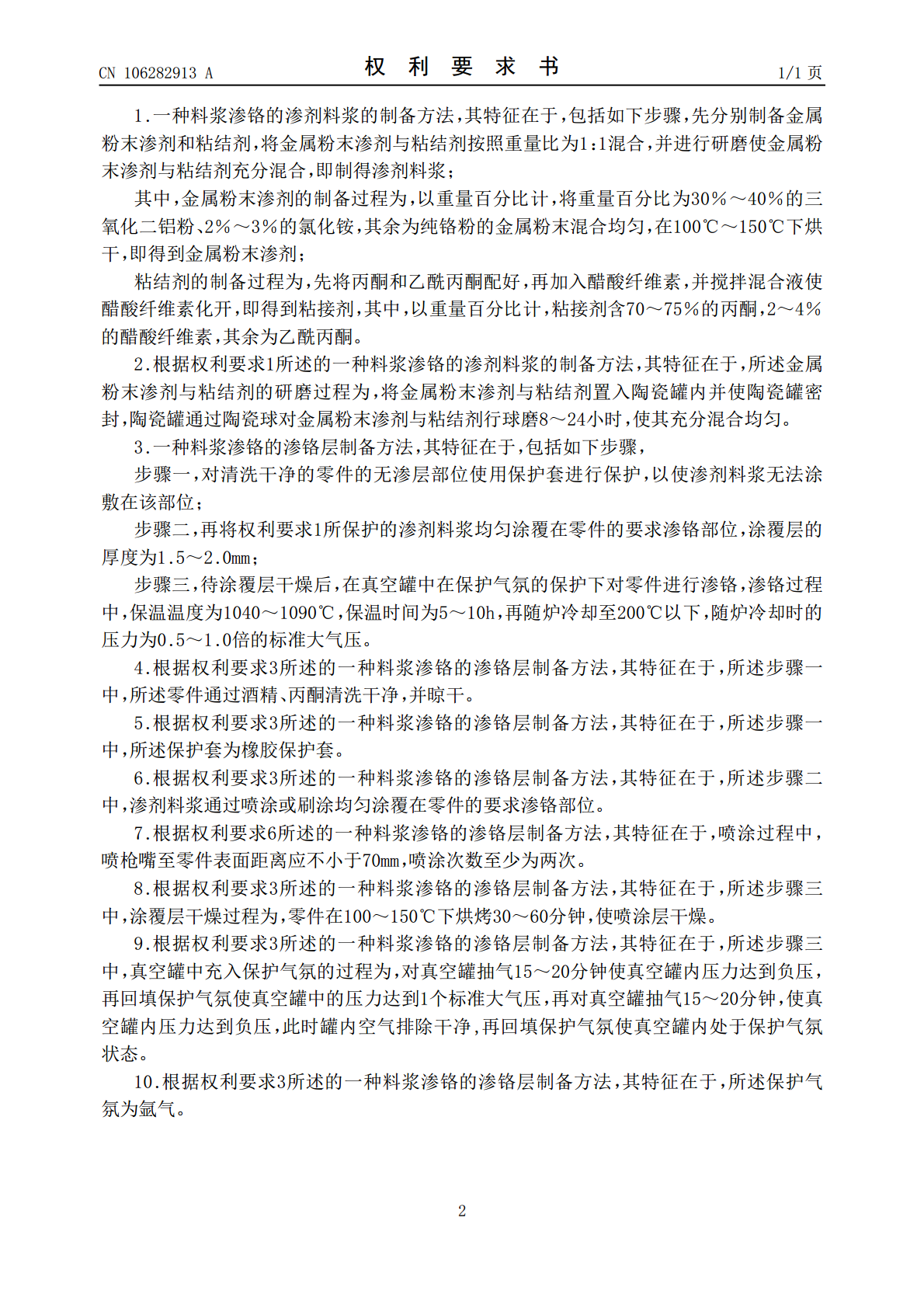
本发明属于渗金属技术领域,具体涉及一种料浆渗铬的渗剂料浆及渗铬层制备方法,用于提高金属材料制件表面耐腐蚀、耐磨损、耐高温性能的渗层的制备。先对清洗干净的零件的无渗层部位使用保护套进行保护,以使渗剂料浆无法涂敷在该部位;再将渗剂料浆均匀涂覆在零件的要求渗铬部位,涂覆层的厚度为1.5~2.0mm;待涂覆层干燥后,在真空罐中在保护气氛的保护下对零件进行渗铬,渗铬过程中,保温温度为1040~1090℃,保温时间为5~10h,再随炉冷却至300℃以下,随炉冷却时的压力为0.5~1.0倍的标准大气压。本发明为冶金结合

水溶性料浆法渗铝——铬工艺研究.docx
水溶性料浆法渗铝——铬工艺研究水溶性料浆法渗铝——铬工艺研究摘要:本文主要介绍了水溶性料浆法渗铝—铬工艺研究的相关内容。通过设定实验方案,对水溶性料浆法渗铝—铬工艺过程中的主要参数进行了优化调整,并对其渗金属的机理进行了探讨和分析。结果表明,水溶性料浆法渗铝—铬能够较好地提高金属材料的抗腐蚀性能和硬度。关键词:水溶性料浆法;渗铝—铬;工艺研究;抗腐蚀性能;硬度1.引言渗铝—铬工艺是一种常用的提高金属材料表面抗腐蚀性能和硬度的方法之一。传统的渗铝—铬工艺主要使用固体或液体浸渍剂来实现,但存在一些问题,例如渗

一种渗铝硅料浆及制备涡轮叶片表面铝硅渗层的方法.pdf
本发明属于化学气相沉积技术,涉及一种渗铝硅料浆及制备涡轮叶片表面铝硅渗层的方法。本发明的高硅含量渗铝硅料浆由渗剂和粘结剂组成,渗剂为纯铝粉和金属硅粉,粘结剂为丙酮、乙酰丙酮和硝化纤维素。本发明制备涡轮叶片表面铝硅渗层的步骤是:配制渗铝硅料浆;涡轮叶片表面清理;涂覆渗铝硅料浆;渗铝硅料浆干燥;形成铝硅渗层;清理涡轮叶片;铝硅渗层扩散。本发明提出了一种高硅含量渗铝硅料浆及制备涡轮叶片表面铝硅渗层的方法,满足航空发动机研制的需要。
渗剂料浆和渗Cr涂层及其制备方法和应用与具有渗Cr涂层的零件.pdf
本发明公开了一种渗剂料浆和渗Cr涂层及其制备方法和应用与具有渗Cr涂层的零件。该渗剂料浆包括:金属粉末渗剂和粘结剂;以金属粉末渗剂的总重量计,金属粉末渗剂包括:铬粉10‑40wt%、氯化铵3‑5wt%、其余为高岭土粉末;以粘结剂的总重量计,粘结剂包括:聚乙烯醇20‑40wt%、白乳胶10‑20wt%、硬脂酸钠10‑20wt%、其余为滑石粉。本发明的零件表面的渗Cr涂层为金属元素结合,能够确保涂层与基体紧密结合而不易脱落,进而解决了目前镀铬防护镀铬层易脱落的问题;本发明的渗Cr涂层的制备过程简单、容易操作,

K418B合金的渗铝铬用渗剂及制备方法、渗铝铬方法.pdf
本发明涉及一种K418B合金的渗铝铬用渗剂及其制备方法、以及K418B合金的渗铝铬方法。该渗铝铬用渗剂的成分包括质量百分比为38-42%的铬粉、8-10%的铝粉,余量为氧化铝粉;配置方法为(1)先将氧化铝粉在1000-1100℃中进行焙烧7-8h,然后随炉冷却至400℃以下出炉;(2)按上述渗剂组成的百分比进行配料;(3)将配好的渗剂装入球磨机球磨2-4h。应用该渗剂的渗铝铬方法包括零件预处理、装箱、气体渗铝铬、清洗零件、试料的金相检测工序。用该方法处理后的渗铝铬层深度为0.025-0.06mm,显著提高