
锡磷青铜带均匀化退火及加工工艺.pdf

是你****辉呀

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
锡磷青铜带均匀化退火及加工工艺.pdf
本发明公开了一种锡磷青铜带均匀化退火及加工工艺,工艺流程为:水平连铸18×450mm→侧铣→平面铣17mm→横向滚压→在线均匀化650~820℃退火→水冷→卷曲→初轧两辊11道次→罩式炉退火→精轧至0.15mm。其中水平连铸铸速为160mm/min,初轧是由2.5mm轧至1mm。该工艺生产的锡磷青铜带不仅产品质量好,且加工成本低,成品率为94%左右。通过横向滚压使铣面后的表面锡相破碎,增加原子的活性,有利于在后续退火中锡原子的扩散,消除枝晶偏析,并在表面形成再结晶晶粒。均匀化退火虽然时间短,但由于退火温度
一种高均匀性锡磷青铜带材制备工艺.pdf
本发明属于青铜带材制造技术领域,尤其涉及一种高均匀性锡磷青铜带材制备工艺,包括如下步骤:S1、熔炼;S2、铸造;S3、铣削;S4、均匀化热处理;S5、冷粗轧;S6、中间退火;S7、冷中轧;S8、冷精轧;S9、成品退火。本发明所提出的技术方案,其熔炼工艺可以提高铸坯成分与组织均匀性,并且可以有效减少熔体中气体含量,同时熔炼炉内成分分布均匀,合金元素烧损率低。后续加工过程可以通过促进高温扩散过程消除晶内、晶界偏析等微观偏析形式,通过组合形变热处理工艺控制再结晶组织并减少残余应力,进一步改善合金微观偏析与应力分
一种铜带均匀退火轧制工艺.pdf
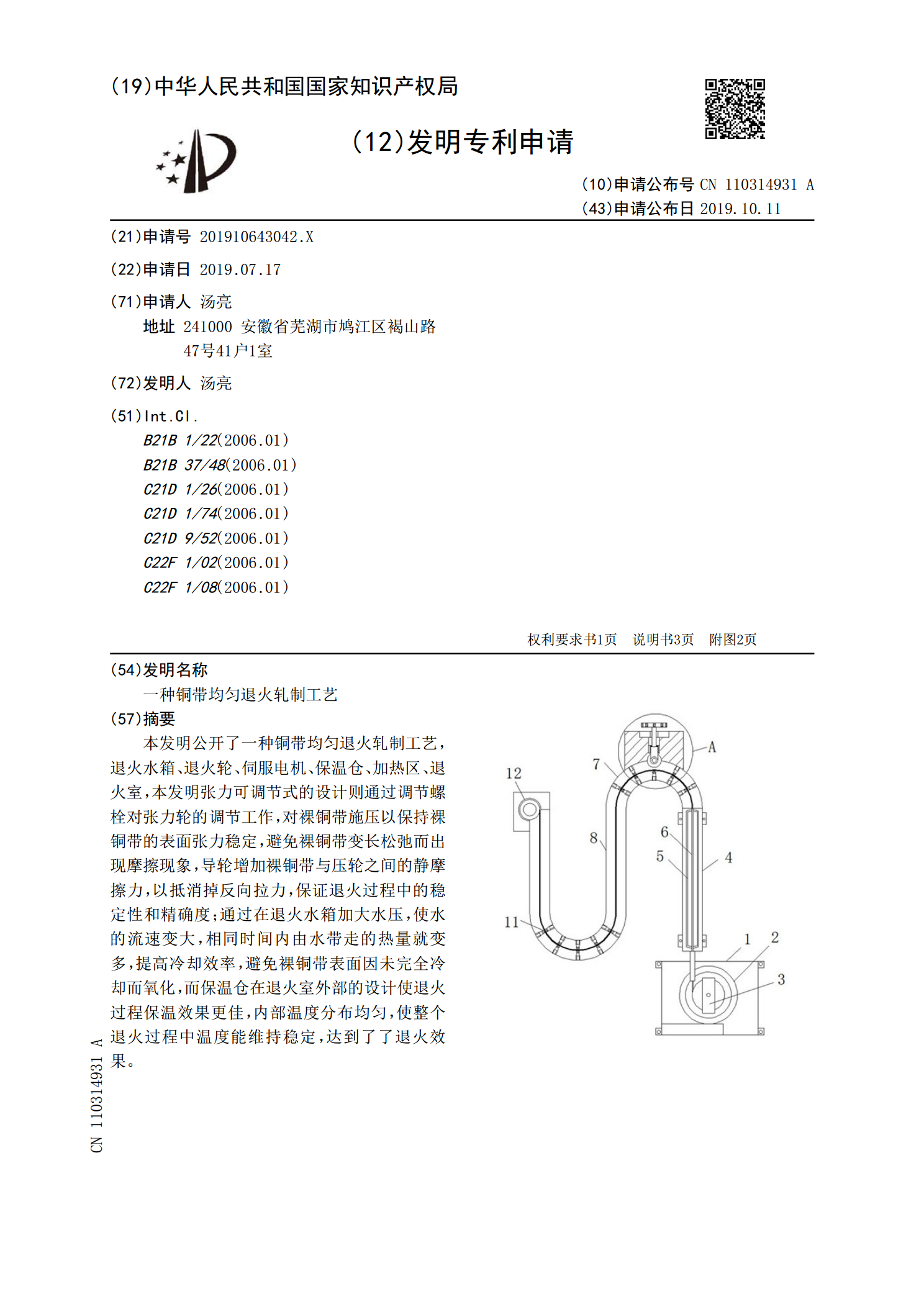
本发明公开了一种铜带均匀退火轧制工艺,退火水箱、退火轮、伺服电机、保温仓、加热区、退火室,本发明张力可调节式的设计则通过调节螺栓对张力轮的调节工作,对裸铜带施压以保持裸铜带的表面张力稳定,避免裸铜带变长松弛而出现摩擦现象,导轮增加裸铜带与压轮之间的静摩擦力,以抵消掉反向拉力,保证退火过程中的稳定性和精确度;通过在退火水箱加大水压,使水的流速变大,相同时间内由水带走的热量就变多,提高冷却效率,避免裸铜带表面因未完全冷却而氧化,而保温仓在退火室外部的设计使退火过程保温效果更佳,内部温度分布均匀,使整个退火过程

一种锡磷青铜带的制备方法.pdf
本发明公开了一种锡磷青铜带的制备方法,属于锡磷青铜带制备技术领域。本发明称取偏磷酸,通入纯氮气后,抽真空反应,反应物于三次冷阱中静置后,得磷化氢,将其通入装有氧化锡和锌粉的管式炉中反应,再与氢氧化钠溶液反应,干燥后放入装有铜粉和硫代硫酸钠的三口烧瓶中反应,得混合熔融物,于模具中压制得坯体,经保温、洗涤、冷轧、再保温制得锡磷青铜带。本发明的有益效果是:本发明制备步骤简单,低熔点的Sn和P扩散速度提高了10~15%,凝固时无反偏析现象发生;所得产品弯曲性能提高了15~22%,无横向弯曲裂纹产生。

一种紫铜带退火工艺.pdf
本发明公开了一种紫铜带退火工艺,包括以下步骤:1)第一阶段升温和保温:从室温直接升至第一阶段保温温度,并在第一阶段保温温度进行保温处理;2)第二阶段升温和保温:从第一阶段保温温度升温至第二阶段保温温度,并在第二阶段保温温度进行保温处理;3)从第二阶段保温温度升温至工艺温度,并在工艺保温温度480℃±5℃进行工艺保温处理;4)冷却:由工艺保温温度冷却至温度70‑100℃出炉。分段退火,降低了退火后紫铜带的晶粒尺寸,得到更细密的结晶组织;并且缩短了总体退火时间,降低了能耗。