
螺钉渗碳淬火工艺.pdf

音景****ka

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
螺钉渗碳淬火工艺.pdf
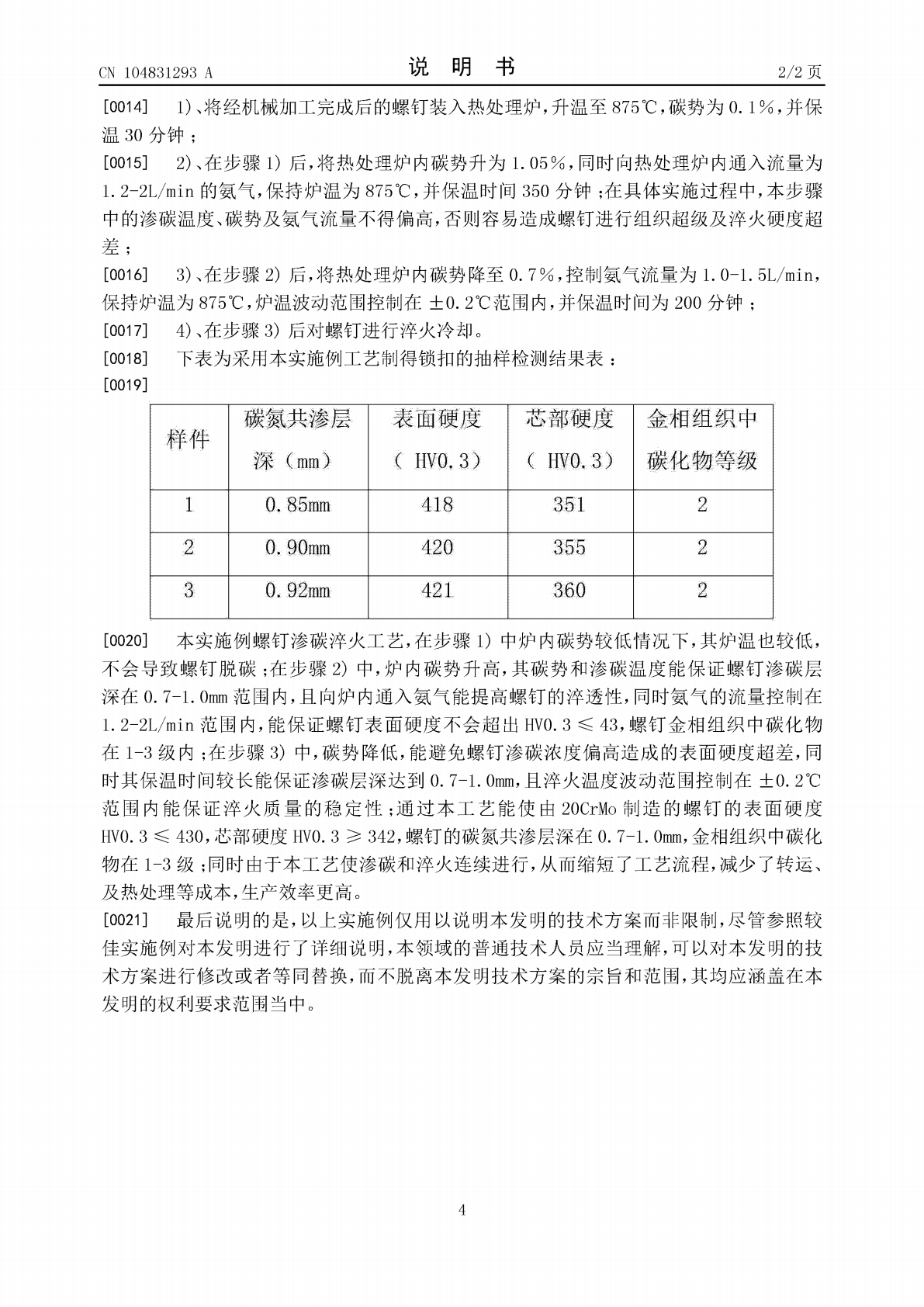
本发明公开了一种螺钉渗碳淬火工艺,包括以下步骤:1)将螺钉装入热处理炉,升温至875℃,碳势为0.1%,并保温30分钟;2)、将热处理炉内碳势升为1.05%,通入流量为1.2-2L/min的氨气,保持炉温为875℃,并保温时间350分钟;3)、将热处理炉内碳势降至0.7%,控制氨气流量为1.0-1.5L/min,保持炉温为875℃,炉温波动范围控制在±0.2℃范围内,并保温时间为200分钟;4)、在步骤3)后对螺钉进行淬火冷却。本发明能使由20CrMo制造的螺钉的表面硬度HV0.3≤430,芯部硬度HV0
渗碳淬火工艺.pdf
本申请提供了一种渗碳淬火工艺,包括如下步骤:将放置有工件的渗碳炉的炉内温度控制在600℃‑700℃并维持第一设定时间;然后将炉内温度升温至800℃‑900℃以及将所述渗碳炉内的碳势控制在0.5%‑0.7%之间,并维持第二设定时间;然后对工件进行渗碳处理步骤;再对工件进行淬火处理步骤。该工艺稳定性好,工件的组织均匀,热处理后的工件具有良好的微观性能和机械性能,通过热处理后的工件制造的齿轮性能优良,使用寿命长。
一种复合型墙板自攻螺钉的渗碳淬火工艺.pdf
本发明公开了一种复合型墙板自攻螺钉的渗碳淬火工艺,包括以下步骤:(1)将采用SWRCH22A冷镦盘条钢材料制成的复合型墙板自攻螺钉放入温度为800~850℃的网带渗碳炉中进行渗碳,并通入渗碳介质石油液化气,然后随网带渗碳炉降温至650~750℃,再在等温温度为500~540℃的网带渗碳炉中等温8~10min;(2)等温后再将网带渗碳炉升温至750~800℃,并保温8~10min后,将复合型墙板自攻螺钉出炉淬火。本工艺渗碳淬火的时长大大缩短,显著提高了生产效率,且处理后的螺钉表面硬度高、疲劳强度强、应力小、

齿轮渗碳淬火工艺.pdf
本发明公开了一种齿轮渗碳淬火工艺,包括如下步骤:1)渗碳,渗碳温度为830-840℃;2)预冷,将齿轮预冷至730-740℃,保温2-3小时;3)一次淬火,将齿轮浸入淬火油中,温度保持在110-120℃,并搅拌淬火油;4)清洗,用汽油对齿轮进行清洗;5)高温回火,将齿轮加热到720-730℃,并保温2-3小时,高温回火在一次淬火之后1小时之内进行;6)预热,将齿轮预热至730-740℃,保温2-3小时;7)二次淬火,将齿轮浸入淬火油中,温度保持在125-130℃,并搅拌淬火油;8)清洗,用汽油对齿轮进行清
齿轮复合渗碳淬火工艺.pdf
本发明公开了一种齿轮复合渗碳淬火工艺,包括如下步骤:1)强渗;2)扩散;3)降温,在温度降至560~580℃时等温停留1~2小时后冷却;4)淬火加热,第一阶段的淬火温度为865~870℃,第二阶段的淬火温度为835~845℃;5)回火,回火温度为260~265℃。本发明提供的齿轮复合渗碳淬火工艺,其降低了热处理能耗,提高了重载齿轮的性能。