
一种复合型墙板自攻螺钉的渗碳淬火工艺.pdf

是你****噩呀

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种复合型墙板自攻螺钉的渗碳淬火工艺.pdf
本发明公开了一种复合型墙板自攻螺钉的渗碳淬火工艺,包括以下步骤:(1)将采用SWRCH22A冷镦盘条钢材料制成的复合型墙板自攻螺钉放入温度为800~850℃的网带渗碳炉中进行渗碳,并通入渗碳介质石油液化气,然后随网带渗碳炉降温至650~750℃,再在等温温度为500~540℃的网带渗碳炉中等温8~10min;(2)等温后再将网带渗碳炉升温至750~800℃,并保温8~10min后,将复合型墙板自攻螺钉出炉淬火。本工艺渗碳淬火的时长大大缩短,显著提高了生产效率,且处理后的螺钉表面硬度高、疲劳强度强、应力小、
渗碳淬火工艺.pdf
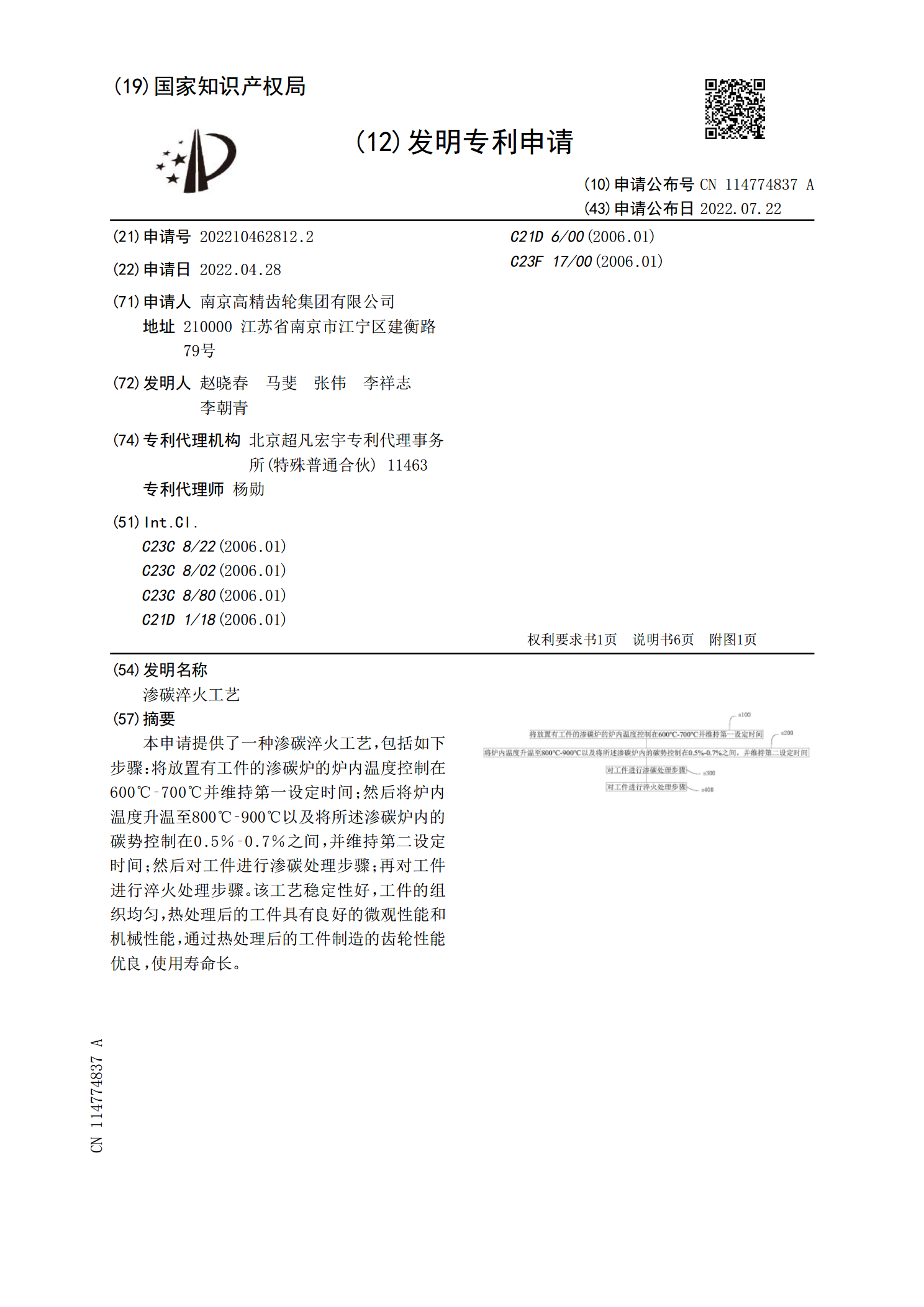
本申请提供了一种渗碳淬火工艺,包括如下步骤:将放置有工件的渗碳炉的炉内温度控制在600℃‑700℃并维持第一设定时间;然后将炉内温度升温至800℃‑900℃以及将所述渗碳炉内的碳势控制在0.5%‑0.7%之间,并维持第二设定时间;然后对工件进行渗碳处理步骤;再对工件进行淬火处理步骤。该工艺稳定性好,工件的组织均匀,热处理后的工件具有良好的微观性能和机械性能,通过热处理后的工件制造的齿轮性能优良,使用寿命长。

一种齿轮渗碳淬火工艺.pdf
本发明涉及一种齿轮渗碳淬火工艺,包括渗碳,三次渗碳和三次扩散;预冷;一次淬火;清洗;高温回火;预热;二次淬火;清洗;低温回火。通过提供一种齿轮渗碳淬火工艺,使齿轮表面残余奥氏体含量和非马氏体层厚度降低;采用高温变碳势法提高生产效率;传统清洗方式结合现代的先进清洗方式,清洗更加干净彻底,延长齿轮的使用寿命。

一种齿轮渗碳淬火工艺.pdf
本发明涉及金属热处理技术领域,具体涉及一种齿轮渗碳淬火工艺,包括以下步骤:步骤一:渗碳,渗碳温度为900℃;步骤二:油冷,冷却时间为10小时;步骤三:回火,回火温度650℃,时间3小时;步骤四:淬火,温度800℃,7小时;步骤五:回火:180℃,3小时。本发明所公开的一种齿轮渗碳淬火工艺,工艺路线设计合理,能够保证加工齿轮的硬度要求,生产周期短,耗电量少,成本低。
一种齿轮渗碳淬火工艺.pdf
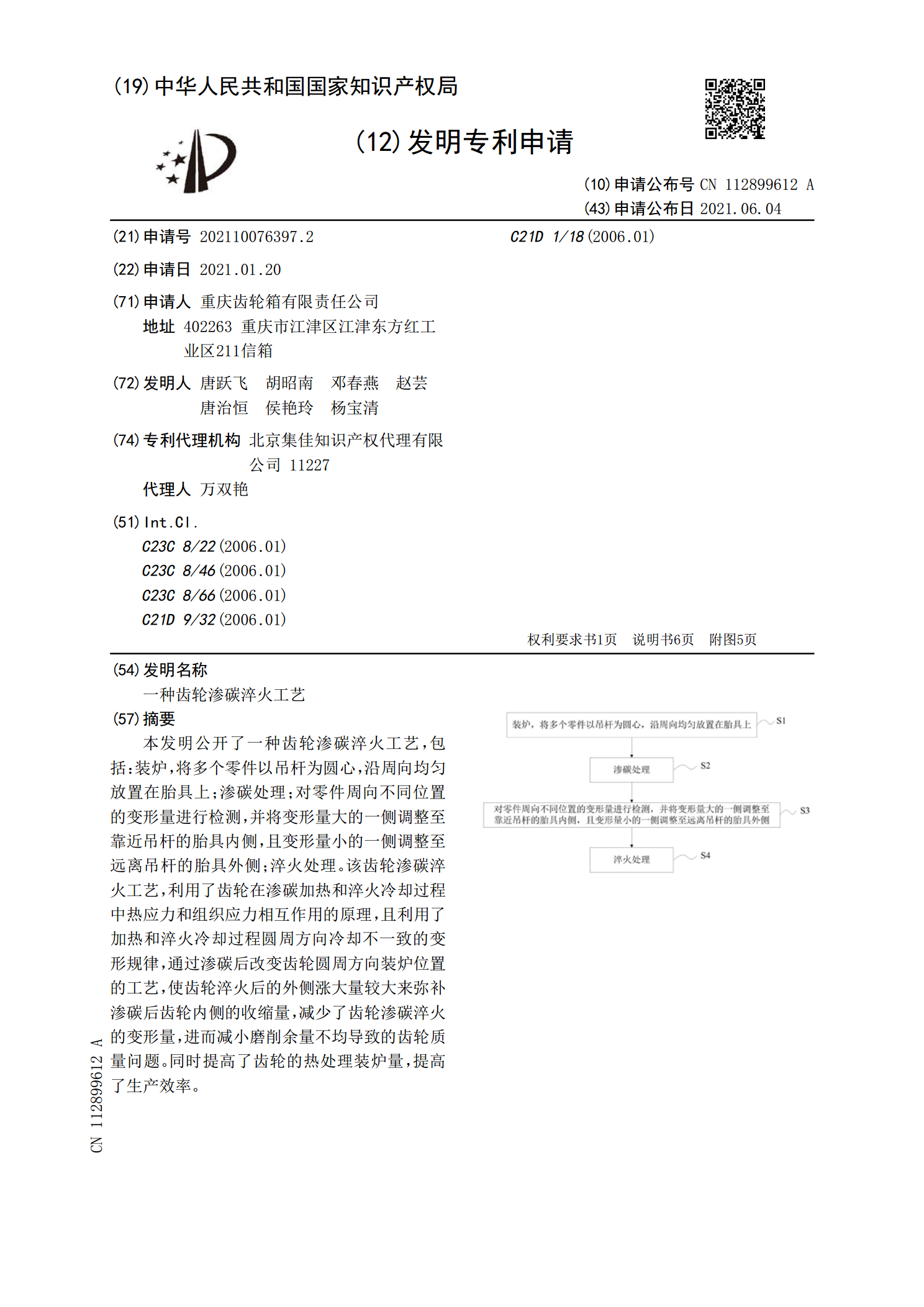
本发明公开了一种齿轮渗碳淬火工艺,包括:装炉,将多个零件以吊杆为圆心,沿周向均匀放置在胎具上;渗碳处理;对零件周向不同位置的变形量进行检测,并将变形量大的一侧调整至靠近吊杆的胎具内侧,且变形量小的一侧调整至远离吊杆的胎具外侧;淬火处理。该齿轮渗碳淬火工艺,利用了齿轮在渗碳加热和淬火冷却过程中热应力和组织应力相互作用的原理,且利用了加热和淬火冷却过程圆周方向冷却不一致的变形规律,通过渗碳后改变齿轮圆周方向装炉位置的工艺,使齿轮淬火后的外侧涨大量较大来弥补渗碳后齿轮内侧的收缩量,减少了齿轮渗碳淬火的变形量,进