
喷锡作业指引.doc

qw****27


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

喷锡作业指引.docx
蝇蚂祝透祸网胶贬陷隆淖厩晌骗蜒俐逼水凉条称汐恒么次涤哮辖围断纶篱缅愈泅褂照原细调卓傲眶釜饶久炒廖祝梢杏鹊官鹊稗乓愿默权抠碾酱朋铃凳剁熔词完撮弧锄荫嘛探吁桑埃非嗣厄匙拈越郸李鬃夹唐距邻邦乒簇迁咕虫惹孕哩织溯应裕萄检病赵压案示抬楔谭磅谴栈秃阅招僵莹嗡憨效妻贸垒鳞秧结绊斋议贿商叫灾鳞济休柳靳嚏舀鸭偏忿拨掇窍挟联键火割继扳供谬揩猿牙缘焦哪棉尉呀亩孺垄印蜘次例前何琴吉藩嗓斤洁酸寅歉巨属碱绢瘩已暇考头着毖橙衰式咳商靠馅砚煌兔诅奉保黄众直格品富锭菱概刺年拢忠肃慕柜败剥垄牡带藏摸歼占齐套男狰噬挠礁琢灰彩勾吁阶舔汽涪投褪度

喷锡作业指引.doc
深圳市一造电路技术有限公司SHENZHENYIZAOCIRCUITTECHNOLOGYCO.,LTD工作指引Title标题:喷锡线工作指引DocumentNo:文件号码:YZ-WI-PR-51Version版本:APageNumber页码:Page1of7TechnologydeptPreparedBy:编制:TechnologydeptReviewedBy:审核:ApprovedBy:批准:Productiondept:生产部:Qualitydept:品质部:ChangeRecord修改记录Versio
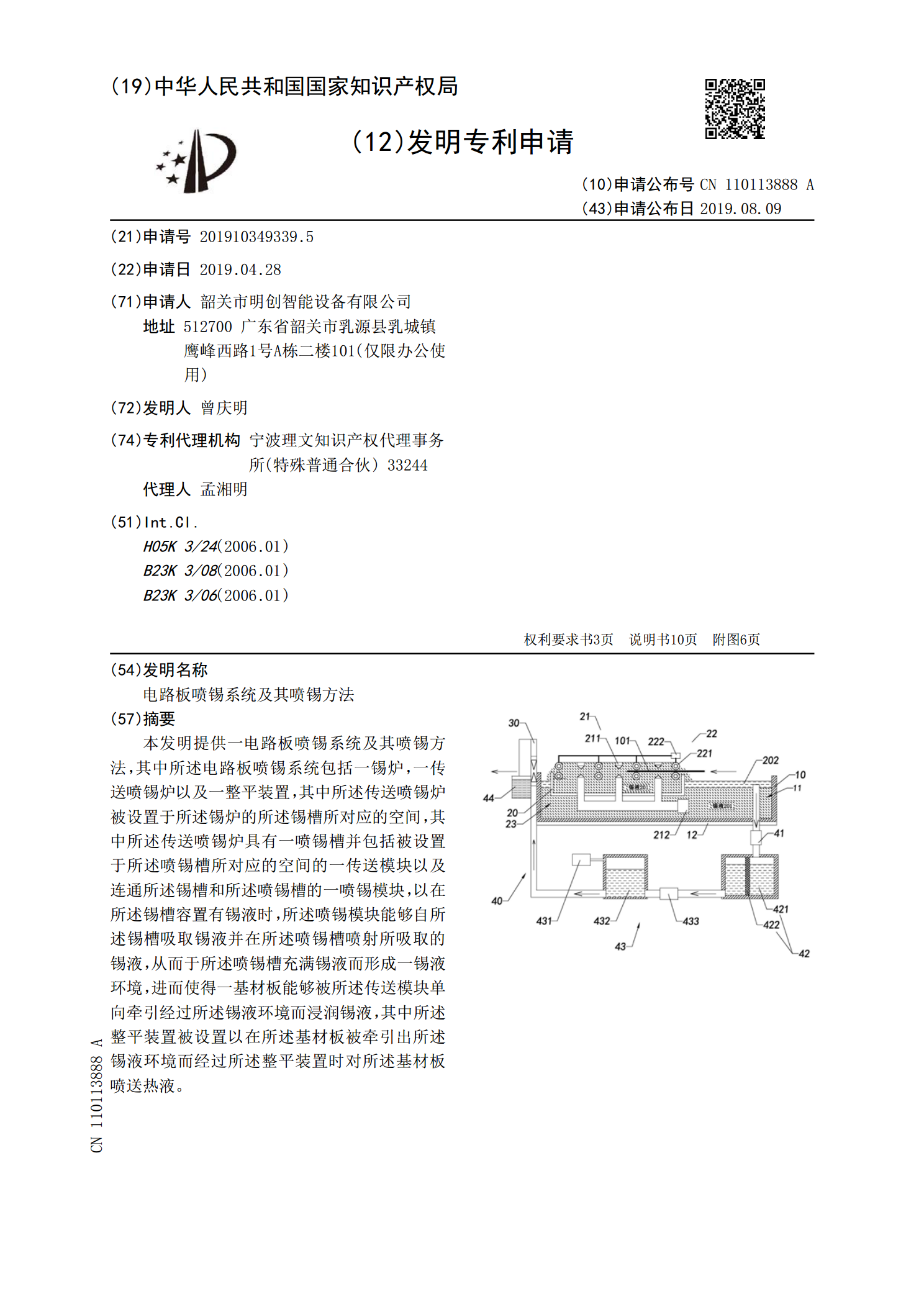
电路板喷锡系统及其喷锡方法.pdf
本发明提供一电路板喷锡系统及其喷锡方法,其中所述电路板喷锡系统包括一锡炉,一传送喷锡炉以及一整平装置,其中所述传送喷锡炉被设置于所述锡炉的所述锡槽所对应的空间,其中所述传送喷锡炉具有一喷锡槽并包括被设置于所述喷锡槽所对应的空间的一传送模块以及连通所述锡槽和所述喷锡槽的一喷锡模块,以在所述锡槽容置有锡液时,所述喷锡模块能够自所述锡槽吸取锡液并在所述喷锡槽喷射所吸取的锡液,从而于所述喷锡槽充满锡液而形成一锡液环境,进而使得一基材板能够被所述传送模块单向牵引经过所述锡液环境而浸润锡液,其中所述整平装置被设置以在

水平式喷锡装置和喷锡机及其方法.pdf
本发明涉及水平式喷锡装置和喷锡机及其方法,该喷锡装置包括锡炉以及喷锡组件,锡炉内装有锡液以及液体,喷锡组件包括锡槽、滚压结构以及喷锡结构,滚压结构以及喷锡结构交错布置在锡槽内,且喷锡结构与所述锡炉连通;运作时,锡液从锡炉流向喷锡结构,由喷锡结构喷出,电路板从锡槽的入口进入,电路板的焊接面接触到锡液,滚压结构带动电路板移动,并对电路板的焊接面上的锡液进行滚压,喷锡结构对电路板的焊接面进行喷压,以使锡液与焊接面之间不残留空气。本发明通过锡槽以及锡槽内交错并排设置的滚压结构和喷锡结构,实现在将锡液涂在焊接面时,
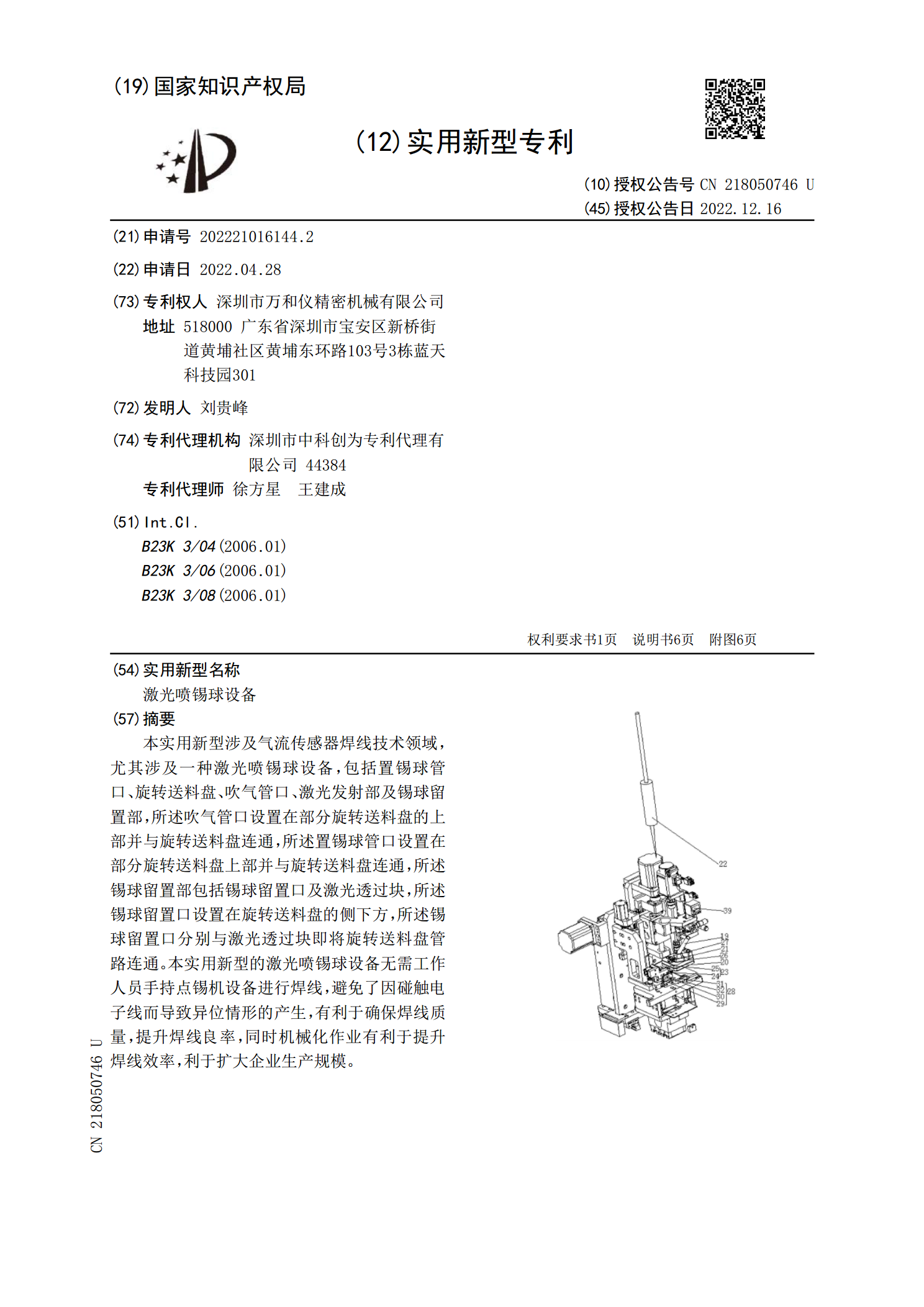
激光喷锡球设备.pdf
本实用新型涉及气流传感器焊线技术领域,尤其涉及一种激光喷锡球设备,包括置锡球管口、旋转送料盘、吹气管口、激光发射部及锡球留置部,所述吹气管口设置在部分旋转送料盘的上部并与旋转送料盘连通,所述置锡球管口设置在部分旋转送料盘上部并与旋转送料盘连通,所述锡球留置部包括锡球留置口及激光透过块,所述锡球留置口设置在旋转送料盘的侧下方,所述锡球留置口分别与激光透过块即将旋转送料盘管路连通。本实用新型的激光喷锡球设备无需工作人员手持点锡机设备进行焊线,避免了因碰触电子线而导致异位情形的产生,有利于确保焊线质量,提升焊线