
含硼高端帘线钢及其生产方法.pdf

静芙****可爱

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

含硼高端帘线钢及其生产方法.pdf
本发明提供了一种含硼高端帘线钢及其生产方法,该含硼高端帘线钢,其化学成分按重量比为:C:0.89~0.96%、Si:0.14~0.30%、Mn:0.3~0.6%、P≤0.025%、S≤0.025%、Cu≤0.08%、Ni≤0.08%、Cr:0.10~0.50%、Als:0.001~0.008%、Mo≤0.08%、B:0.0008~0.0035%,其余为Fe和杂质元素。其生产方法,包括铁水脱硫、转炉冶炼、精炼、连铸、方坯加热、热连轧、冷却、集卷的步骤。实践证明,按照上述方法生产的帘线钢92A各项性能指标满足
102级钢帘线、102级帘线钢盘条及其生产方法.pdf
本发明揭示了一种102级钢帘线、102级帘线钢盘条及其生产方法。所述生产方法包括:冶钢阶段,冶炼夹杂物尺寸≤15μm的钢液;铸坯阶段,连铸坯的中心碳偏析值≤1.05,偏析区域的C≤1.09%;开坯阶段;轧制阶段,轧制成的盘条的化学成分以质量百分比计包括:C1.00~1.04%、Si0.2~0.3%、Mn0.3~0.4%、Cr0.3~0.4%,Al≤0.0020%、Ti≤0.0006%、S≤0.003%、P≤0.008%、Cu≤0.03%、Ni≤0.02%、O≤0.0015%、N≤0.0030%,其
控制细规格高端帘线钢钛夹杂的生产方法.pdf
本发明提供了一种控制细规格高端帘线钢钛夹杂的生产方法,包括铁水脱硫、转炉冶炼、精炼、方坯加热、热连轧、冷却、集卷的步骤,其中,选择高炉铁水重量百分比含量Ti≤0.05%,采用喷镁粉脱硫工艺,控制出站铁水硫重量百分比含量S≤0.005%,罐内脱硫渣扒干净;转炉冶炼时,采用顶-底复合吹炼,终点采用高拉补吹工艺,转炉终点控制C含量为0.10~0.30%,出钢温度1640~1660℃;精炼时,全程吹氩,加入CaC

90级以上钢帘线、帘线钢及其生产方法.pdf
本发明揭示了一种90级以上钢帘线、帘线钢及其生产方法。所述生产方法包括依序进行的钢水冶炼、连铸、开坯、修磨、轧钢和控温冷却工序;连铸工序中,对中间包采用感应加热,控制中间包钢水的过热度为15±3℃,连铸坯凝固过程中的总压下量为20~26mm;开坯工序中,加热段包括加热一段和加热二段,预热段炉温为910~960℃、加热一段炉温为1040~1090℃、加热二段炉温为1180~1220℃、均热段炉温为1240~1280℃,铸坯在炉时间为330~390min;轧钢工序中,加热炉的预热段炉温为840~890℃、加热
钢帘线及其制造方法.pdf
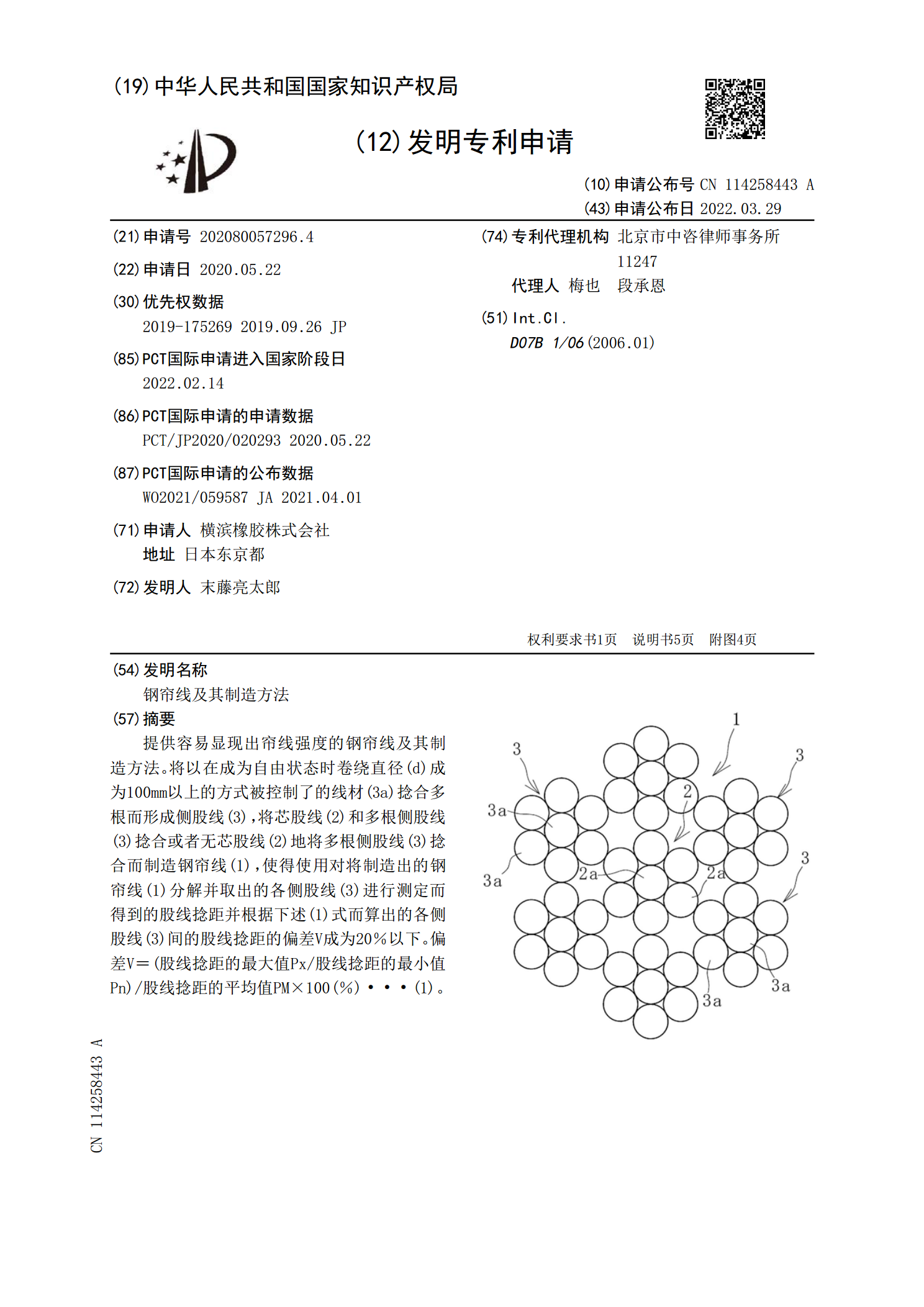
提供容易显现出帘线强度的钢帘线及其制造方法。将以在成为自由状态时卷绕直径(d)成为100mm以上的方式被控制了的线材(3a)捻合多根而形成侧股线(3),将芯股线(2)和多根侧股线(3)捻合或者无芯股线(2)地将多根侧股线(3)捻合而制造钢帘线(1),使得使用对将制造出的钢帘线(1)分解并取出的各侧股线(3)进行测定而得到的股线捻距并根据下述(1)式而算出的各侧股线(3)间的股线捻距的偏差V成为20%以下。偏差V=(股线捻距的最大值Px/股线捻距的最小值Pn)/股线捻距的平均值PM×100(%)···(1)