
90级以上钢帘线、帘线钢及其生产方法.pdf

映雁****魔王

1/8
2/8

3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

90级以上钢帘线、帘线钢及其生产方法.pdf
本发明揭示了一种90级以上钢帘线、帘线钢及其生产方法。所述生产方法包括依序进行的钢水冶炼、连铸、开坯、修磨、轧钢和控温冷却工序;连铸工序中,对中间包采用感应加热,控制中间包钢水的过热度为15±3℃,连铸坯凝固过程中的总压下量为20~26mm;开坯工序中,加热段包括加热一段和加热二段,预热段炉温为910~960℃、加热一段炉温为1040~1090℃、加热二段炉温为1180~1220℃、均热段炉温为1240~1280℃,铸坯在炉时间为330~390min;轧钢工序中,加热炉的预热段炉温为840~890℃、加热
102级钢帘线、102级帘线钢盘条及其生产方法.pdf
本发明揭示了一种102级钢帘线、102级帘线钢盘条及其生产方法。所述生产方法包括:冶钢阶段,冶炼夹杂物尺寸≤15μm的钢液;铸坯阶段,连铸坯的中心碳偏析值≤1.05,偏析区域的C≤1.09%;开坯阶段;轧制阶段,轧制成的盘条的化学成分以质量百分比计包括:C1.00~1.04%、Si0.2~0.3%、Mn0.3~0.4%、Cr0.3~0.4%,Al≤0.0020%、Ti≤0.0006%、S≤0.003%、P≤0.008%、Cu≤0.03%、Ni≤0.02%、O≤0.0015%、N≤0.0030%,其
钢帘线及其制造方法.pdf
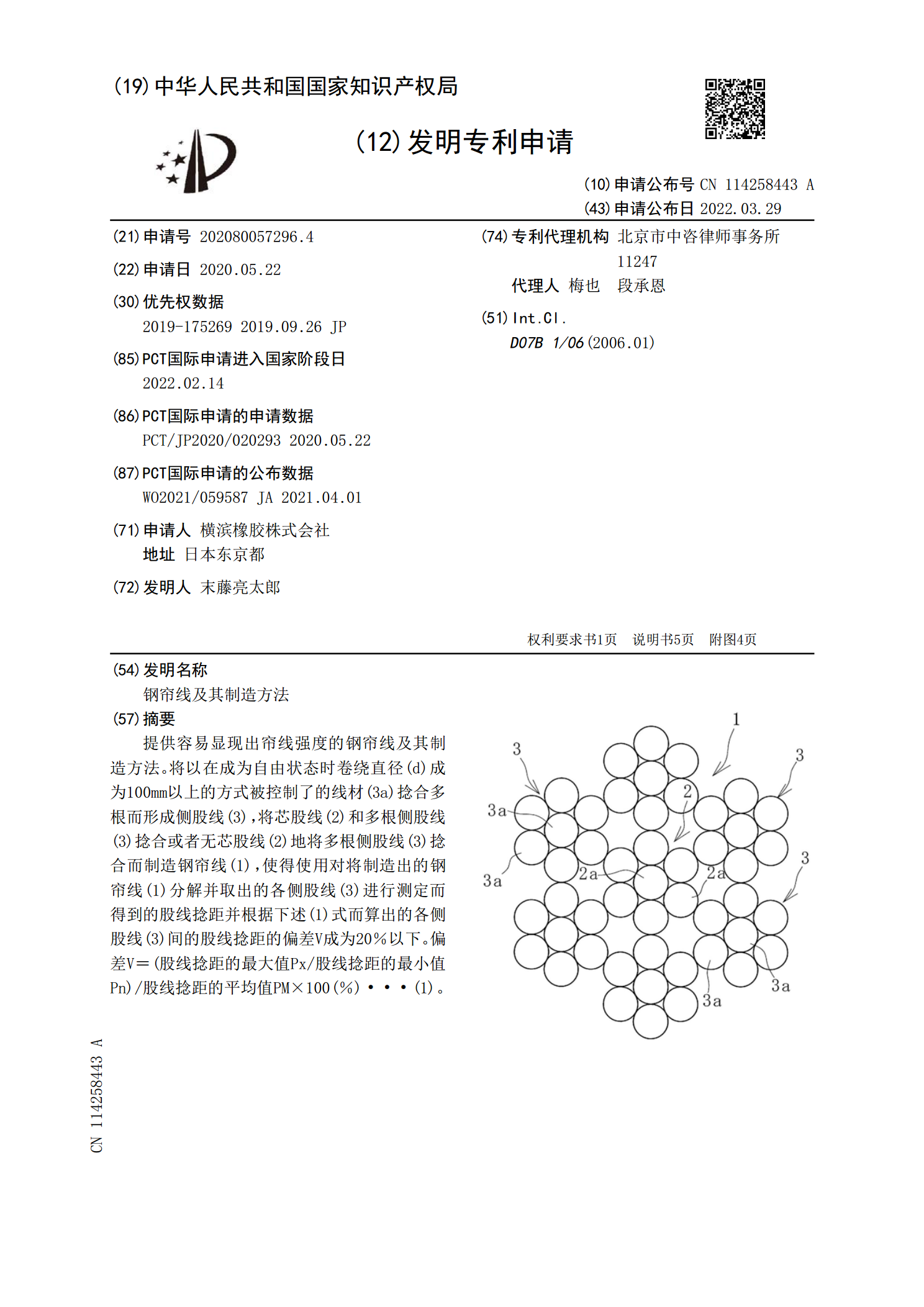
提供容易显现出帘线强度的钢帘线及其制造方法。将以在成为自由状态时卷绕直径(d)成为100mm以上的方式被控制了的线材(3a)捻合多根而形成侧股线(3),将芯股线(2)和多根侧股线(3)捻合或者无芯股线(2)地将多根侧股线(3)捻合而制造钢帘线(1),使得使用对将制造出的钢帘线(1)分解并取出的各侧股线(3)进行测定而得到的股线捻距并根据下述(1)式而算出的各侧股线(3)间的股线捻距的偏差V成为20%以下。偏差V=(股线捻距的最大值Px/股线捻距的最小值Pn)/股线捻距的平均值PM×100(%)···(1)

含硼高端帘线钢及其生产方法.pdf
本发明提供了一种含硼高端帘线钢及其生产方法,该含硼高端帘线钢,其化学成分按重量比为:C:0.89~0.96%、Si:0.14~0.30%、Mn:0.3~0.6%、P≤0.025%、S≤0.025%、Cu≤0.08%、Ni≤0.08%、Cr:0.10~0.50%、Als:0.001~0.008%、Mo≤0.08%、B:0.0008~0.0035%,其余为Fe和杂质元素。其生产方法,包括铁水脱硫、转炉冶炼、精炼、连铸、方坯加热、热连轧、冷却、集卷的步骤。实践证明,按照上述方法生产的帘线钢92A各项性能指标满足

钢帘线生产2.doc
高强度钢丝,为了确保韧性,应采用多道次较小的部分压缩率,这样可以使钢丝索氏体中的渗碳体片能够在拉拔过程中进行塑性弯曲并沿钢丝轴向旋转,直到总压缩率达90%时仍可保证原索氏体形态沿拉拔方向伸长,而不会破裂。若部分压缩率过高,一开始就可在钢丝组织内部观察到渗碳体片的破裂,当总压缩率超过60%时,渗碳体几乎全部破碎,导至钢丝产生脆性。3.拉拔速度的影响研究表明,只要保证足够的冷却条件,以2m/s作低速拉拔和以22m/s作高速拉拔,钢丝拉拔后的力学性能区别不大,在电子显微镜下检查,两者在变形后都具有同一典型结构。