
102级钢帘线、102级帘线钢盘条及其生产方法.pdf

书生****专家

1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
102级钢帘线、102级帘线钢盘条及其生产方法.pdf
本发明揭示了一种102级钢帘线、102级帘线钢盘条及其生产方法。所述生产方法包括:冶钢阶段,冶炼夹杂物尺寸≤15μm的钢液;铸坯阶段,连铸坯的中心碳偏析值≤1.05,偏析区域的C≤1.09%;开坯阶段;轧制阶段,轧制成的盘条的化学成分以质量百分比计包括:C1.00~1.04%、Si0.2~0.3%、Mn0.3~0.4%、Cr0.3~0.4%,Al≤0.0020%、Ti≤0.0006%、S≤0.003%、P≤0.008%、Cu≤0.03%、Ni≤0.02%、O≤0.0015%、N≤0.0030%,其
特高强度钢帘线、特高强度钢帘线用盘条及其生产方法.pdf
本发明揭示了一种特高强度钢帘线、特高强度钢帘线用盘条及其生产方法。所述特高强度钢帘线用盘条的化学成分以质量百分比计包括:C0.90~0.94%、Si0.17~0.23%、Mn0.35~0.48%、Cr0.17~0.23%、Ti≤0.001%、Al≤0.0018%、Sn≤0.005%、As≤0.005%、S≤0.005%、O≤0.0025%、N≤0.0020%、其余为Fe和其它不可避免的杂质;其中,Mn与Si的含量满足:Mn/Si=1.8~2.2;该盘条的直径为5.0~5.5mm,抗拉强度为1250~
钢帘线盘条脱碳检测方法.pdf
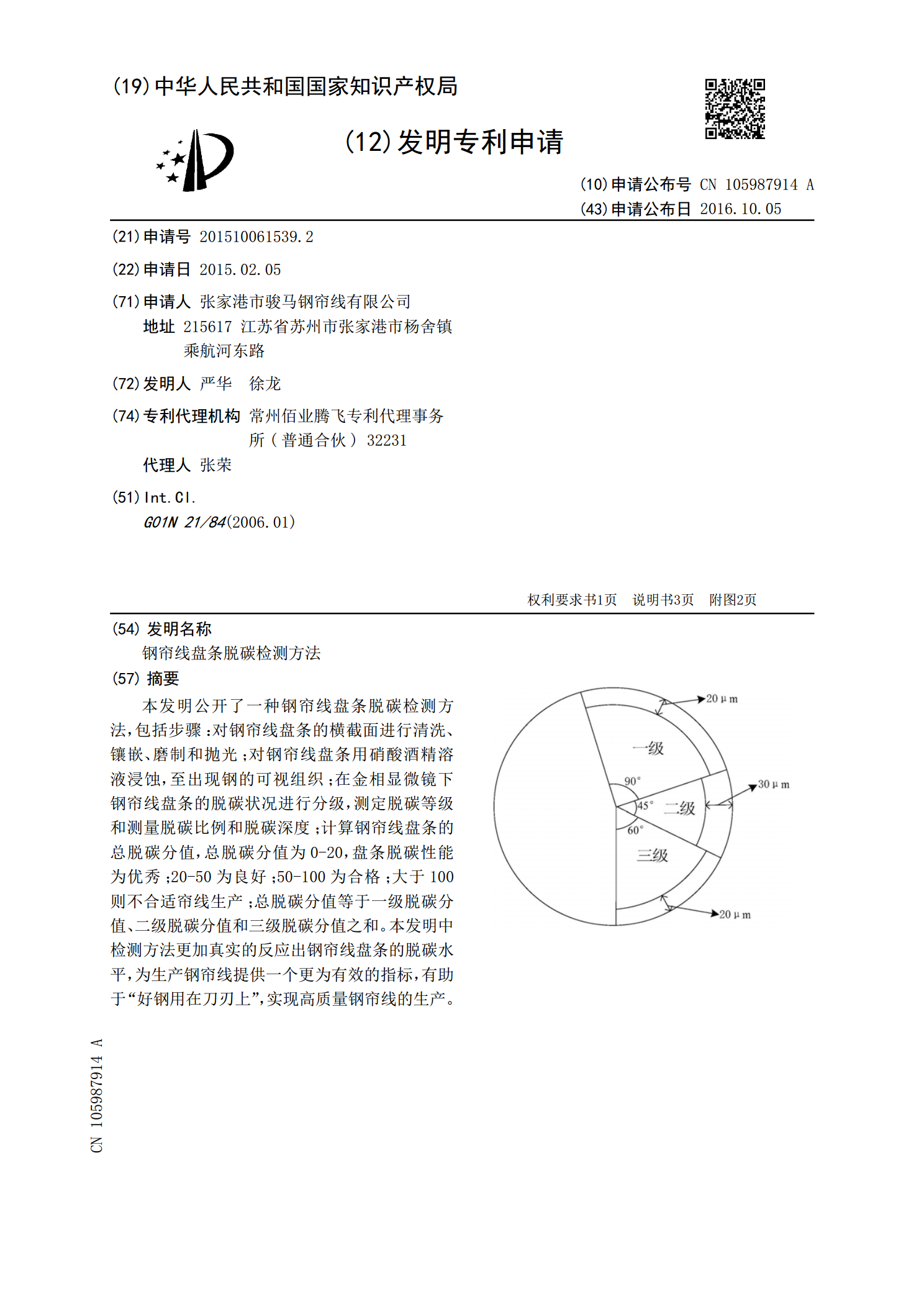
本发明公开了一种钢帘线盘条脱碳检测方法,包括步骤:对钢帘线盘条的横截面进行清洗、镶嵌、磨制和抛光;对钢帘线盘条用硝酸酒精溶液浸蚀,至出现钢的可视组织;在金相显微镜下钢帘线盘条的脱碳状况进行分级,测定脱碳等级和测量脱碳比例和脱碳深度;计算钢帘线盘条的总脱碳分值,总脱碳分值为0-20,盘条脱碳性能为优秀;20-50为良好;50-100为合格;大于100则不合适帘线生产;总脱碳分值等于一级脱碳分值、二级脱碳分值和三级脱碳分值之和。本发明中检测方法更加真实的反应出钢帘线盘条的脱碳水平,为生产钢帘线提供一个更为有效

90级以上钢帘线、帘线钢及其生产方法.pdf
本发明揭示了一种90级以上钢帘线、帘线钢及其生产方法。所述生产方法包括依序进行的钢水冶炼、连铸、开坯、修磨、轧钢和控温冷却工序;连铸工序中,对中间包采用感应加热,控制中间包钢水的过热度为15±3℃,连铸坯凝固过程中的总压下量为20~26mm;开坯工序中,加热段包括加热一段和加热二段,预热段炉温为910~960℃、加热一段炉温为1040~1090℃、加热二段炉温为1180~1220℃、均热段炉温为1240~1280℃,铸坯在炉时间为330~390min;轧钢工序中,加热炉的预热段炉温为840~890℃、加热
钢帘线及其制造方法.pdf
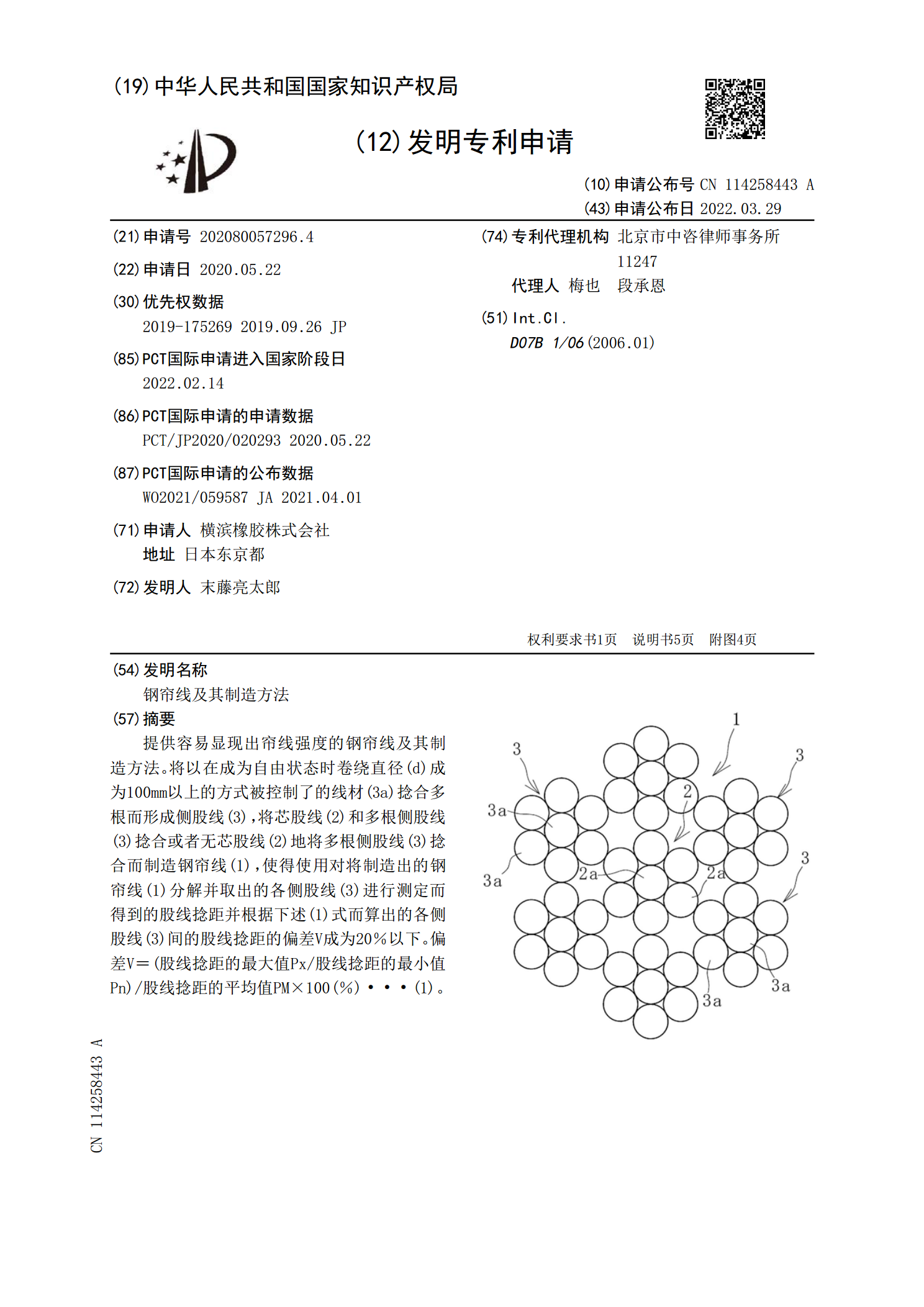
提供容易显现出帘线强度的钢帘线及其制造方法。将以在成为自由状态时卷绕直径(d)成为100mm以上的方式被控制了的线材(3a)捻合多根而形成侧股线(3),将芯股线(2)和多根侧股线(3)捻合或者无芯股线(2)地将多根侧股线(3)捻合而制造钢帘线(1),使得使用对将制造出的钢帘线(1)分解并取出的各侧股线(3)进行测定而得到的股线捻距并根据下述(1)式而算出的各侧股线(3)间的股线捻距的偏差V成为20%以下。偏差V=(股线捻距的最大值Px/股线捻距的最小值Pn)/股线捻距的平均值PM×100(%)···(1)