
一种低合金中碳钢双硬度锤头的加工方法.pdf

霞英****娘子

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低合金中碳钢双硬度锤头的加工方法.pdf
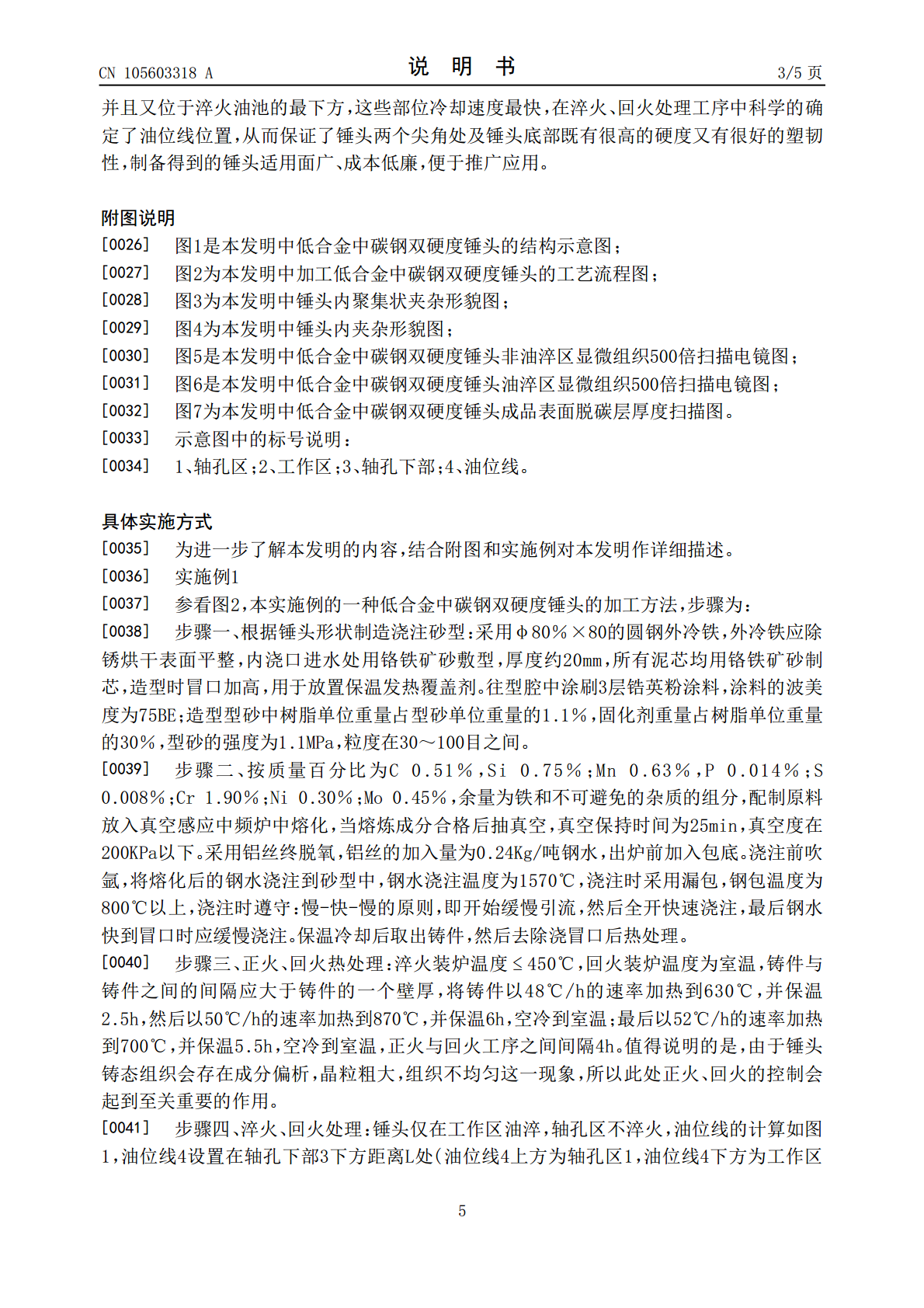
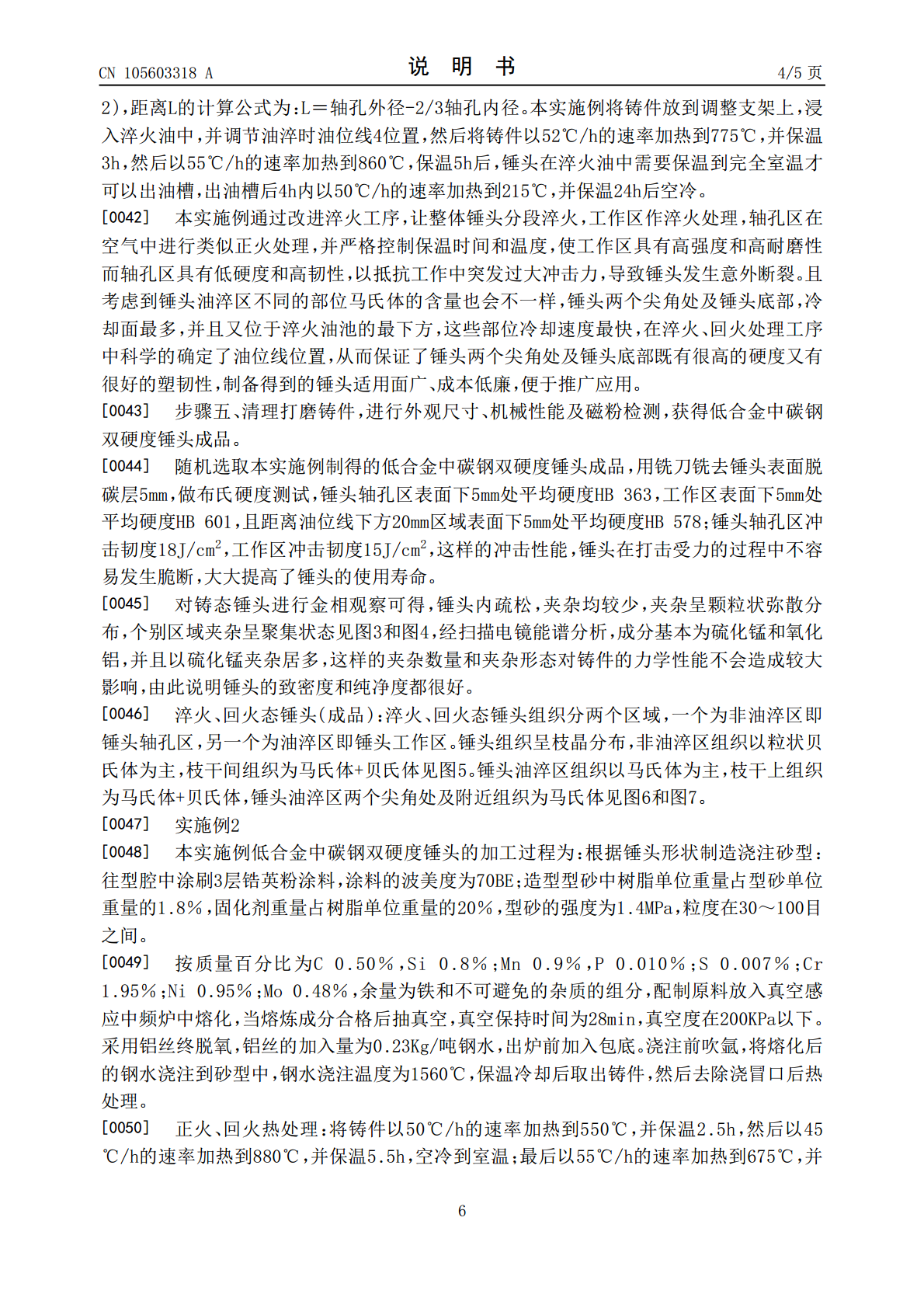
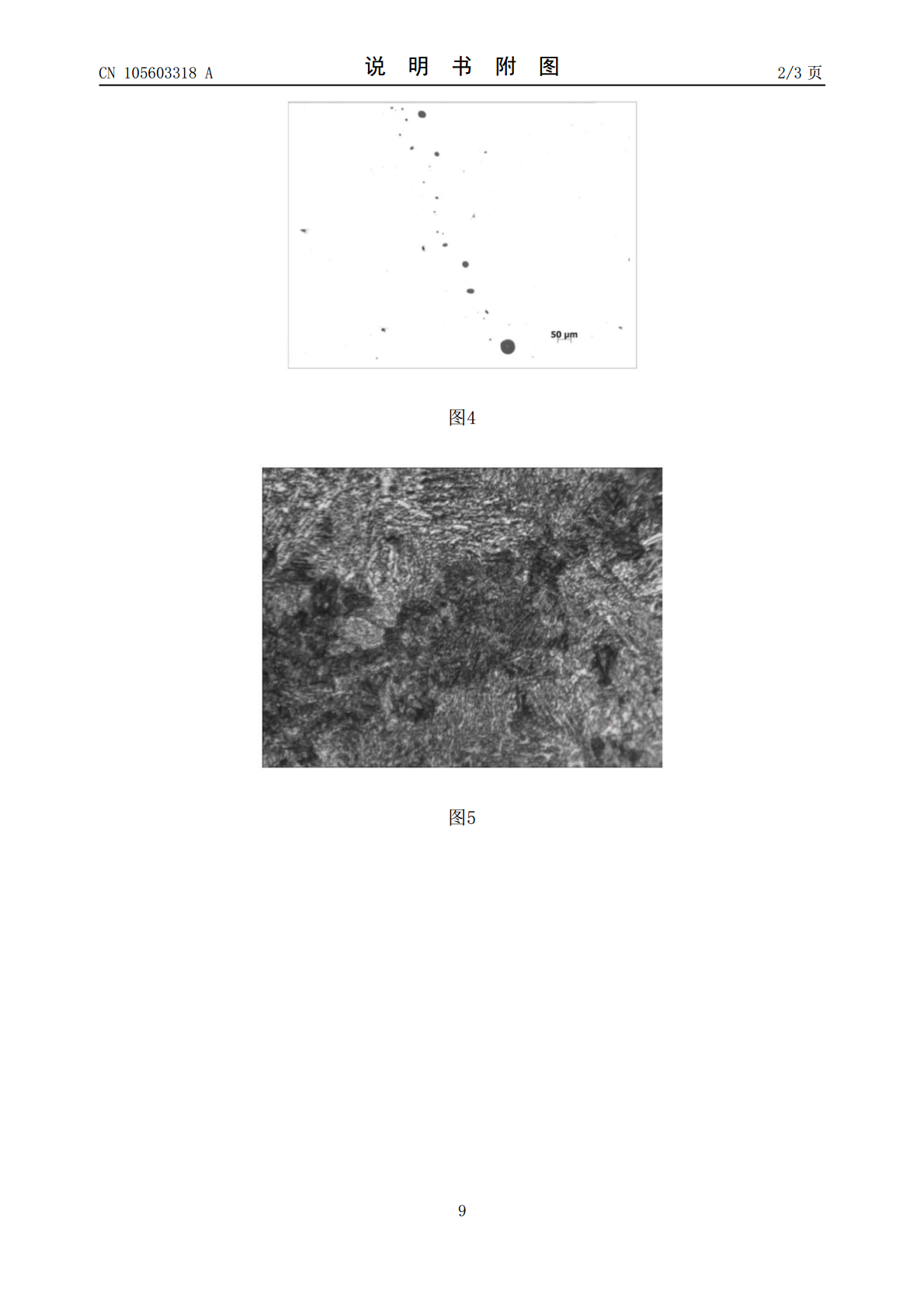
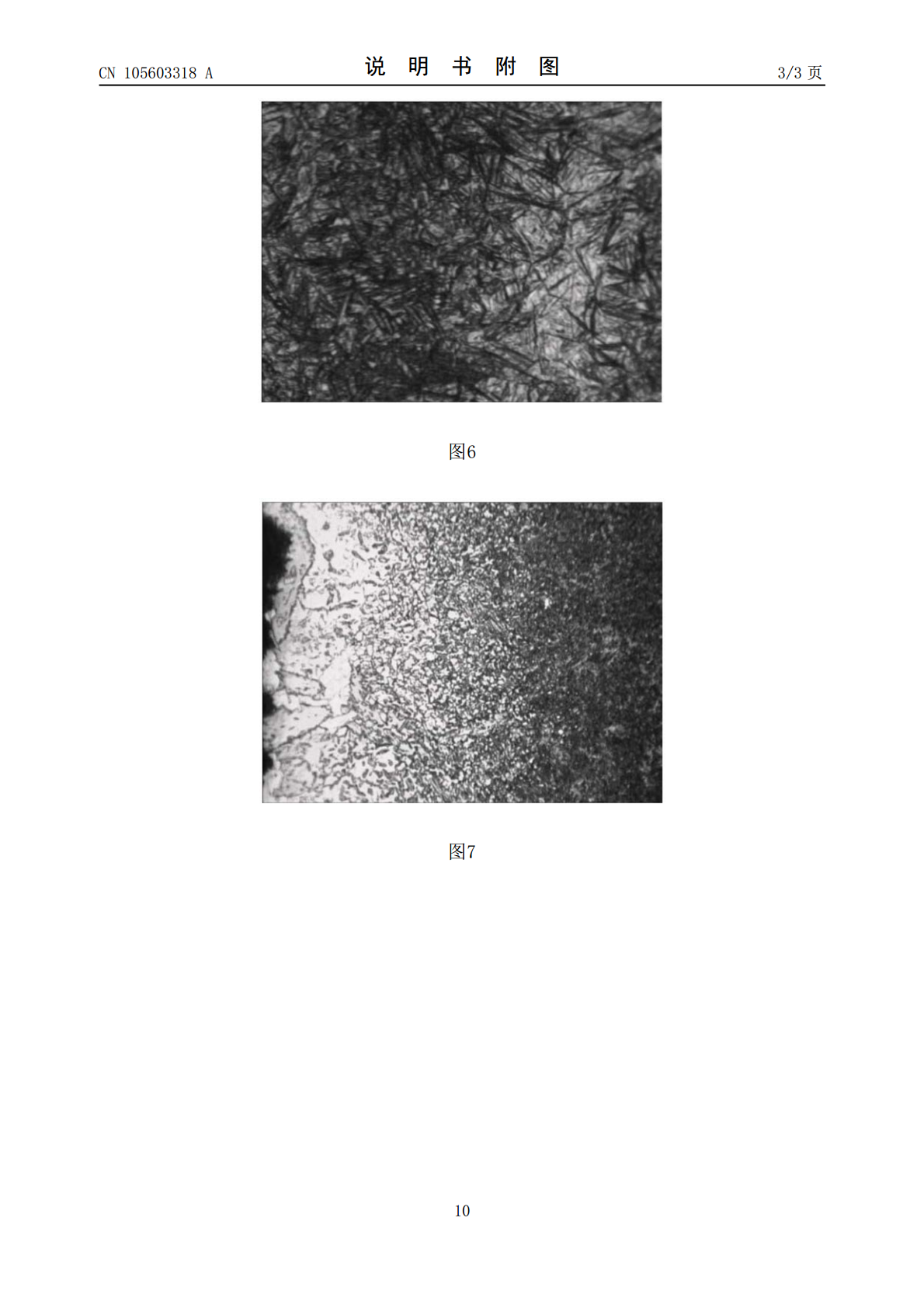
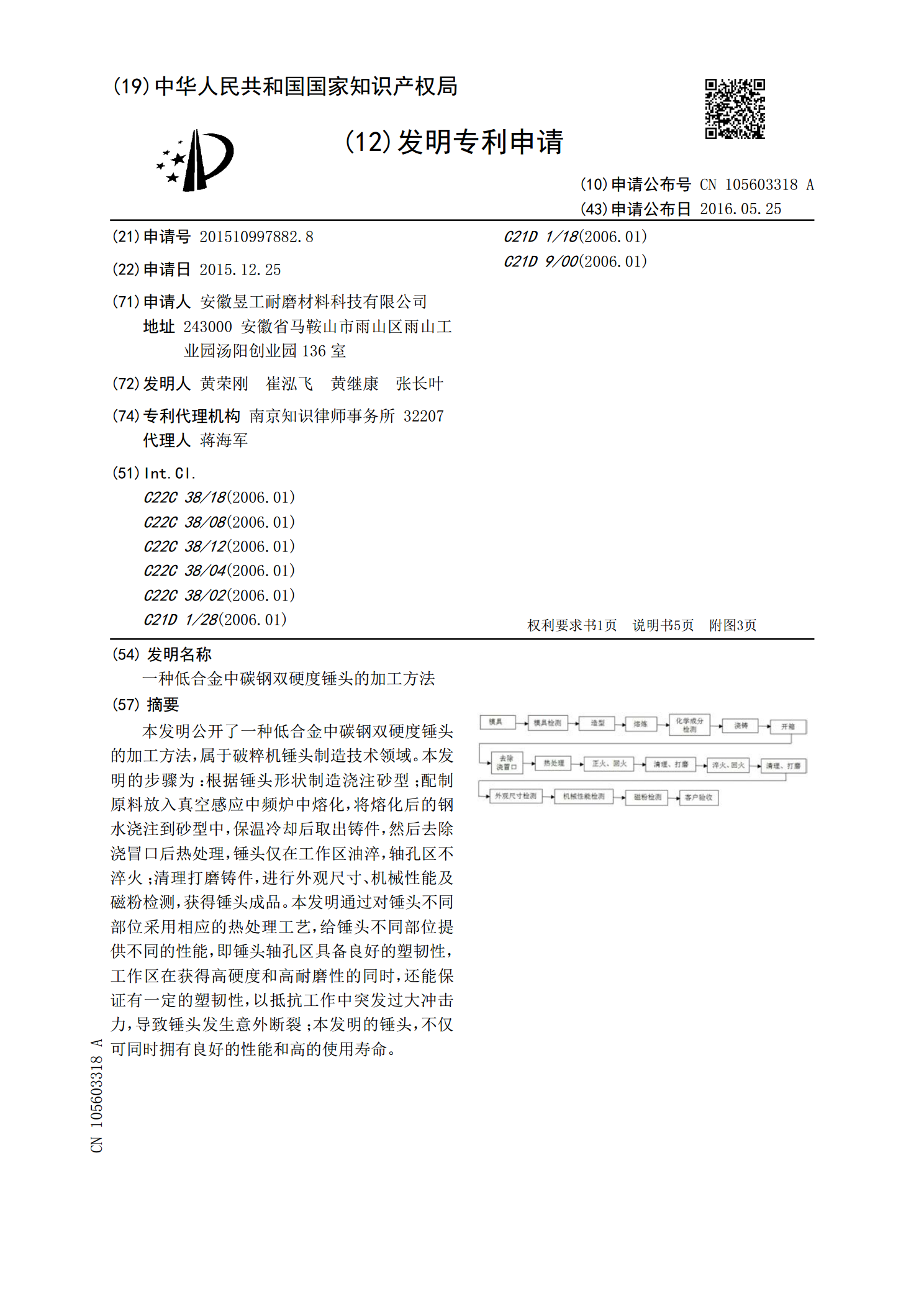
本发明公开了一种低合金中碳钢双硬度锤头的加工方法,属于破粹机锤头制造技术领域。本发明的步骤为:根据锤头形状制造浇注砂型;配制原料放入真空感应中频炉中熔化,将熔化后的钢水浇注到砂型中,保温冷却后取出铸件,然后去除浇冒口后热处理,锤头仅在工作区油淬,轴孔区不淬火;清理打磨铸件,进行外观尺寸、机械性能及磁粉检测,获得锤头成品。本发明通过对锤头不同部位采用相应的热处理工艺,给锤头不同部位提供不同的性能,即锤头轴孔区具备良好的塑韧性,工作区在获得高硬度和高耐磨性的同时,还能保证有一定的塑韧性,以抵抗工作中突发过大冲

分段硬度低合金钢锤头及其热处理方法.pdf
本发明公开了一种分段硬度低合金钢锤头及其热处理方法,属于热处理领域。分段硬度低合金钢锤头,包括安装端和工作端,锤头安装端硬度HRC?37~44、工作端硬度HRC?54~61。分段硬度低合金钢锤头的热处理方法,包括正火、淬火和回火工序,淬火工序中,将锤头置于热处理炉中加热至800~880℃后进行保温,保温后将锤头工作端淬入淬火介质中冷却;其中,锤头厚度为100~200mm时,保温时间4~8小时,锤头厚度每增加25mm保温时间增加1小时。本发明得到的分段硬度的低合金钢锤头工作端硬度高,耐磨性好,安装端硬度低冲

一种高硬度耐磨铸铁锤头的制备方法.pdf
本发明公开了一种高硬度耐磨铸铁锤头的制备方法,包括如下步骤:熔炼:将原料置于熔炼炉中升温至熔融状态,调质,出炉得到合金液;浇注:将合金液进行浇注得到锤头坯体,浇注温度≥1350℃;热处理:将锤头坯体升温进行奥氏体化,奥氏体化温度T

一种高硬度球墨铸铁锤头的制备方法.pdf
本发明公开一种高硬度球墨铸铁锤头的制备方法,包括如下步骤:熔炼:将原料置于熔炼炉中升温至熔融状态,调质,出炉得到合金液;浇注:将合金液进行浇注得到锤头坯体,浇注温度≥1350℃;热处理:将锤头坯体升温进行奥氏体化,然后保温,等温淬火得到高硬度球墨铸铁锤头;其中奥氏体化温度T
一种双液双金属油淬火锤头及其加工方法.pdf
一种双液双金属油淬火锤头及其加工方法,将废钢、生铁、铬铁、锰铁和硅铁作为炉料按照产品锤头部分和锤柄部分中化学成分含量进行配料,分别放入感应电炉熔炼,浇注成型,进行热处理,得到双液双金属油淬火锤头。优点是:工艺简单,配料合理,生产成本低廉;以高铬铸铁材质加入变质剂硼铁、钛铁、钒铁和稀土硅浇注锤头部分,以低碳合金钢材质加入变质剂镧铈稀土、硅铁粒、稀土镁和硼铁浇注锤柄部分,只需一次热处理,就可以达到锤头部分的硬度和耐磨要求以及锤柄部分的强度、韧性和耐磨要求。