
汽车轮毂热加工工艺.pdf

子璇****君淑

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车轮毂热加工工艺.pdf
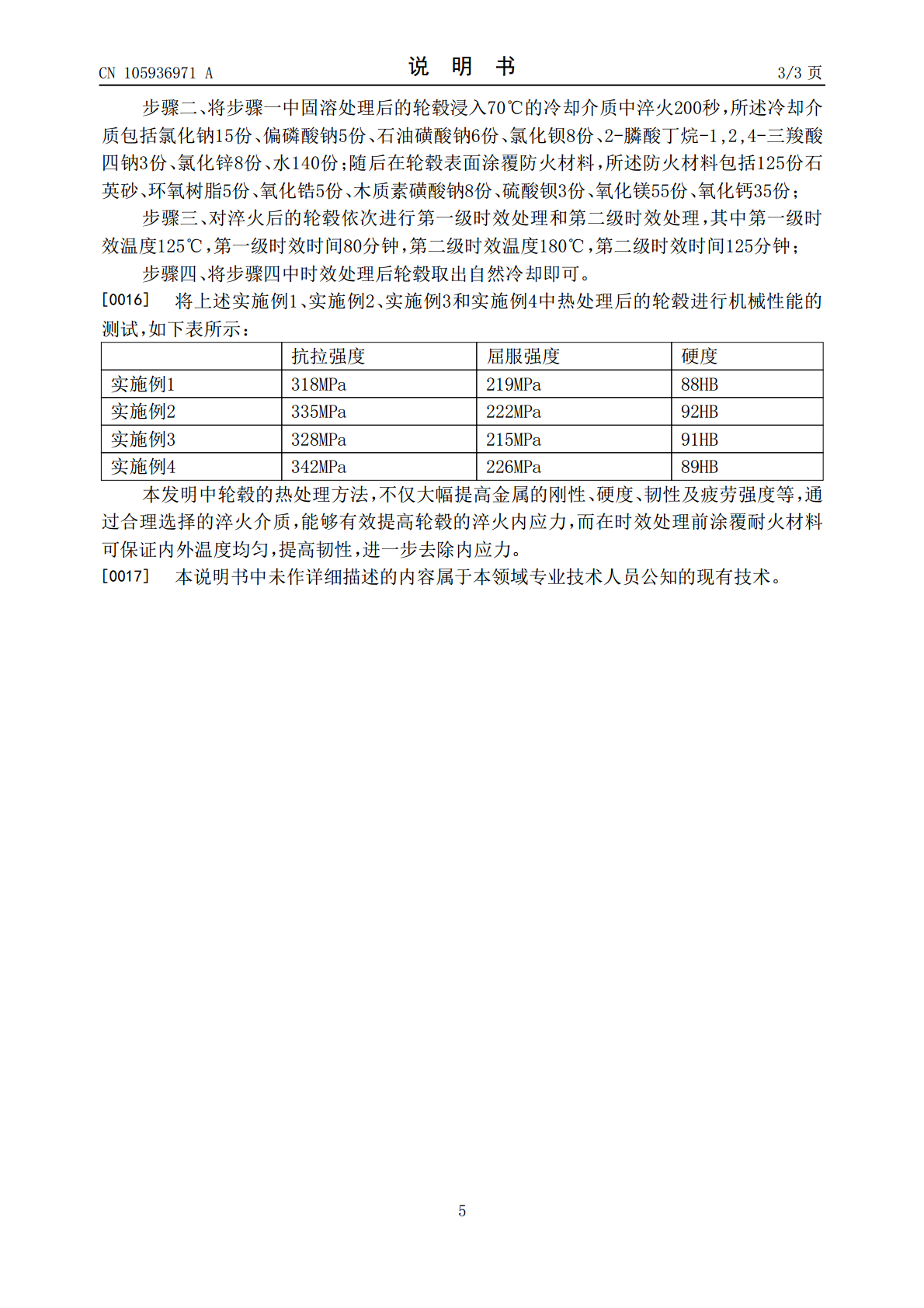
本发明涉及一种汽车轮毂热加工工艺,包括以下步骤:步骤一、将成型的轮毂送入固溶炉内进行加热,在35‑45分钟内将轮毂加热到450‑550℃,并保持90‑135分钟;步骤二、将步骤一中固溶处理后的轮毂浸入65‑75℃的冷却介质中淬火180‑240秒;步骤三、对淬火后的轮毂依次进行第一级时效处理和第二级时效处理,其中第一级时效温度120‑125℃,第一级时效时间75‑90分钟,第二级时效温度175‑185℃,第二级时效时间120‑135分钟;步骤四、将步骤四中时效处理后轮毂取出自然冷却即可。本发明方法能够有效的
汽车轮毂加工工艺.pdf
本发明公开了一种汽车轮毂加工工艺,其特征在于包括以下步骤:A.喷粉;B.第一次喷漆;C.抛光;D.对内轮辋进行拉丝;E.对轮毂正面进行拉丝;F.第二次喷漆。具有上述步骤的汽车轮毂加工工艺,对轮毂表面进行喷漆拉丝后再喷漆,大大提高了铝合金轮毂的立体感和质感,并且其漆面稳固,不易脱落,提高了轮毂的外观质量。
汽车轮毂喷涂工艺.pdf
一种汽车轮毂喷涂工艺,包括以下步骤:步骤1.将汽车轮鼓除油、除锈;步骤2.将除油、除锈后的汽车轮毂进行水洗,并上磷化或钝化皮膜,然后烘干固定;步骤3.用静电喷枪把平均粒径为15-25微米的热固性粉末涂料喷涂在汽车轮鼓上;步骤4.将喷涂后的汽车轮毂放入面包烘炉或者流水线烘炉进行高温固化烘烤,温度设定为180-200℃,时间为25-30分钟;步骤5.固化完成出炉后,检验汽车轮鼓的颜色,金属效果,涂膜的附着力,表面硬度,耐刮伤等项目。

汽车轮毂的制造工艺.doc
汽车轮毂制造技术班级:机电1302班学号:姓名:师世健指导教师:邢书明目录一、摘要································3二、汽车轮毂得选材···························31、钢铁材料····························31、1球墨铸铁···························31、2其她钢铁材料·························32、合金材料·····························33、复

汽车用轮毂及其加工工艺.pdf
汽车用轮毂及其加工工艺,该轮毂易于加工因此其工艺具有废品率低的特点,轮毂的一侧面为台阶面,该台阶面包括第一面、第二面以及第三面,该第一面、第二面和第三面沿轮毂径向由外向内依次布置,第二面上有钻孔,该钻孔内压装有轮胎螺栓,第一面既是与制动盘相配合的配合面又是跳动检测面,该台阶面中只有第一面是与制动盘贴合的面,第二面、第三面低于第一面,第一面与轮胎螺栓在轴向和径向均存在间隙。该工艺在压装轮胎螺栓后新增了精车第一面这一道序。