
汽车轮毂的制造工艺.doc

胜利****实阿


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车轮毂的制造工艺.doc
汽车轮毂制造技术班级:机电1302班学号:姓名:师世健指导教师:邢书明目录一、摘要································3二、汽车轮毂得选材···························31、钢铁材料····························31、1球墨铸铁···························31、2其她钢铁材料·························32、合金材料·····························33、复
一种汽车轮毂的制造工艺.pdf
本发明公开了一种汽车轮毂的制造工艺,S10:加热铝合金坯料,200℃~250℃恒温保持2~3小时,待料温均匀后进行继续加热,中温加热400℃~550℃保持1~2小时,继续加热到600℃~650℃的锻造温度,保持3~5小时出炉;S20:对加热后的坯料进行多次镦粗和倒棱处理,并将其放入下模具中;S30:用上模具上的冲头冲压坯料,使坯料充满整个下模具,然后抬起冲头,并进行多次冲压完成轮毂毛坯;S40:冲压完成后将轮毂毛坯由下模具取下并进行冷却处理;S40:对冷却好的轮毂毛坯进行打磨和机加工处理。该工艺提高锻造精

轮毂制造砂芯及轮毂制造工艺.pdf
本发明提供了一种轮毂制造砂芯及轮毂制造工艺,属于轮毂制造领域。轮毂制造砂芯包括:上砂芯,上砂芯的内部具有第一空腔,上砂芯上具有浇筑口,中砂芯,中砂芯和上砂芯连接,中砂芯的内部具有第二空腔,第二空腔和第一空腔连通,中砂芯上具有上层内浇口和下层内浇口,上层内浇口和下层内浇口均和第二空腔连通;下砂芯,下砂芯和中砂芯上远离上砂芯的一端连接。这种轮毂制造砂芯及轮毂制造工艺可以通过上层内浇口和下层内浇口的补缩通道,第一空腔和第二空腔内的铁水可以有效及时地补充,弥补了各部位因液态收缩,凝固收缩产生的体积变化,从而彻底消

汽车轮毂用铝合金及其制造工艺.pdf
本发明涉及汽车轮毂用铝合金,它包括以下组分:Si:0.4%~0.8%,Mg:0.8%~1.2%,Cu:0.15%~0.4%,Fe:0.7%,Mn:0.15%,Zn:0.25%,Ti:0.15%,其余为Al;其制造工艺,它包括以下步骤:S1、备制坯料;S2、坯料锻压预处理;S3、模具预处理;S4、锻压,用55MN~65MN的锻压机进行锻压,保压20min~30min,制得锻压毛坯;S5、滚压成型,在冷却前,将轮毂转入时效处理设备中,温度为170℃~190℃,保温6h~8h。本发明的优点在于:质量轻且散热快、
一种汽车轮毂生产制造工艺及设备.pdf
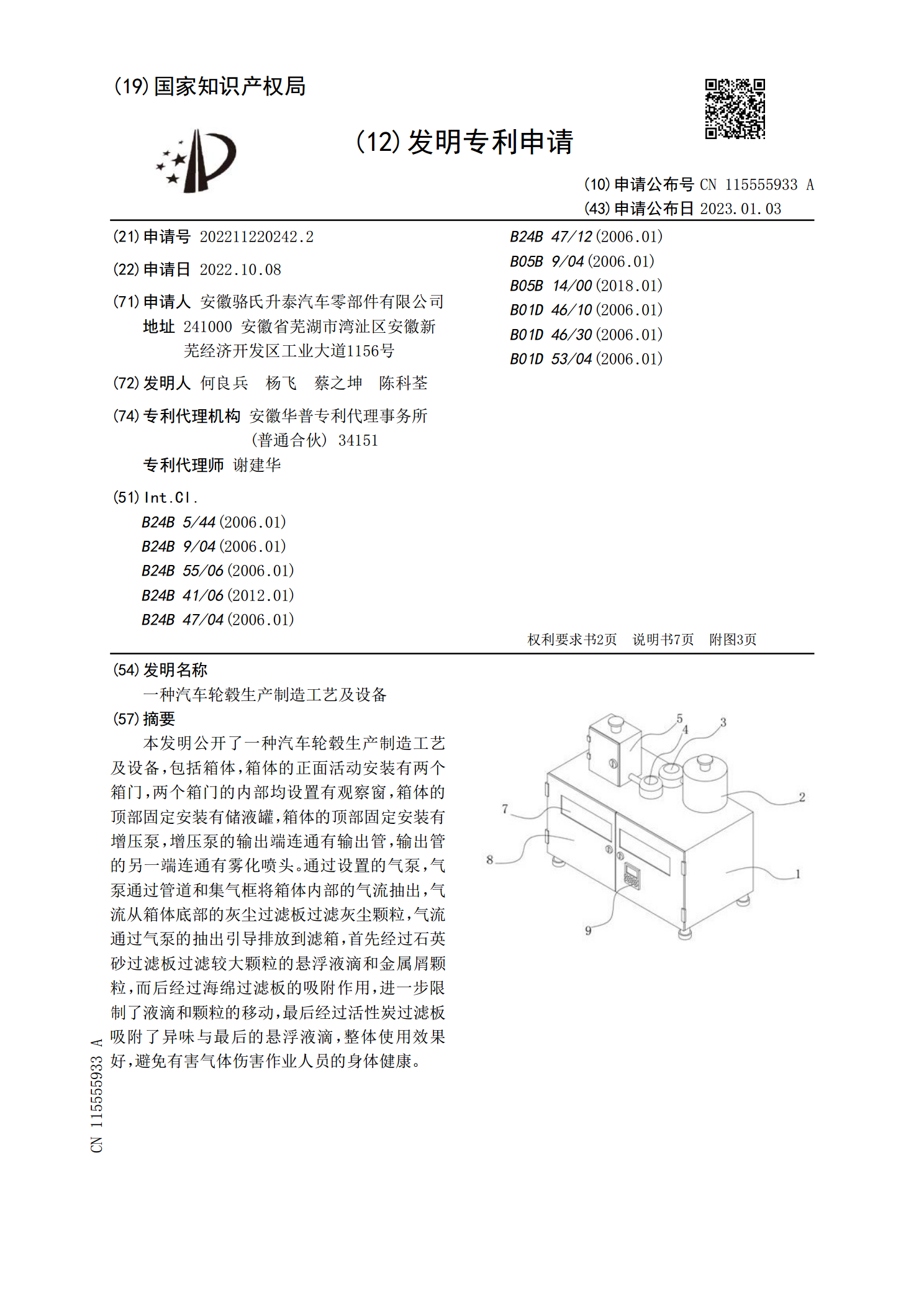
本发明公开了一种汽车轮毂生产制造工艺及设备,包括箱体,箱体的正面活动安装有两个箱门,两个箱门的内部均设置有观察窗,箱体的顶部固定安装有储液罐,箱体的顶部固定安装有增压泵,增压泵的输出端连通有输出管,输出管的另一端连通有雾化喷头。通过设置的气泵,气泵通过管道和集气框将箱体内部的气流抽出,气流从箱体底部的灰尘过滤板过滤灰尘颗粒,气流通过气泵的抽出引导排放到滤箱,首先经过石英砂过滤板过滤较大颗粒的悬浮液滴和金属屑颗粒,而后经过海绵过滤板的吸附作用,进一步限制了液滴和颗粒的移动,最后经过活性炭过滤板吸附了异味与最