
汽车用轮毂及其加工工艺.pdf

丹烟****魔王

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车用轮毂及其加工工艺.pdf
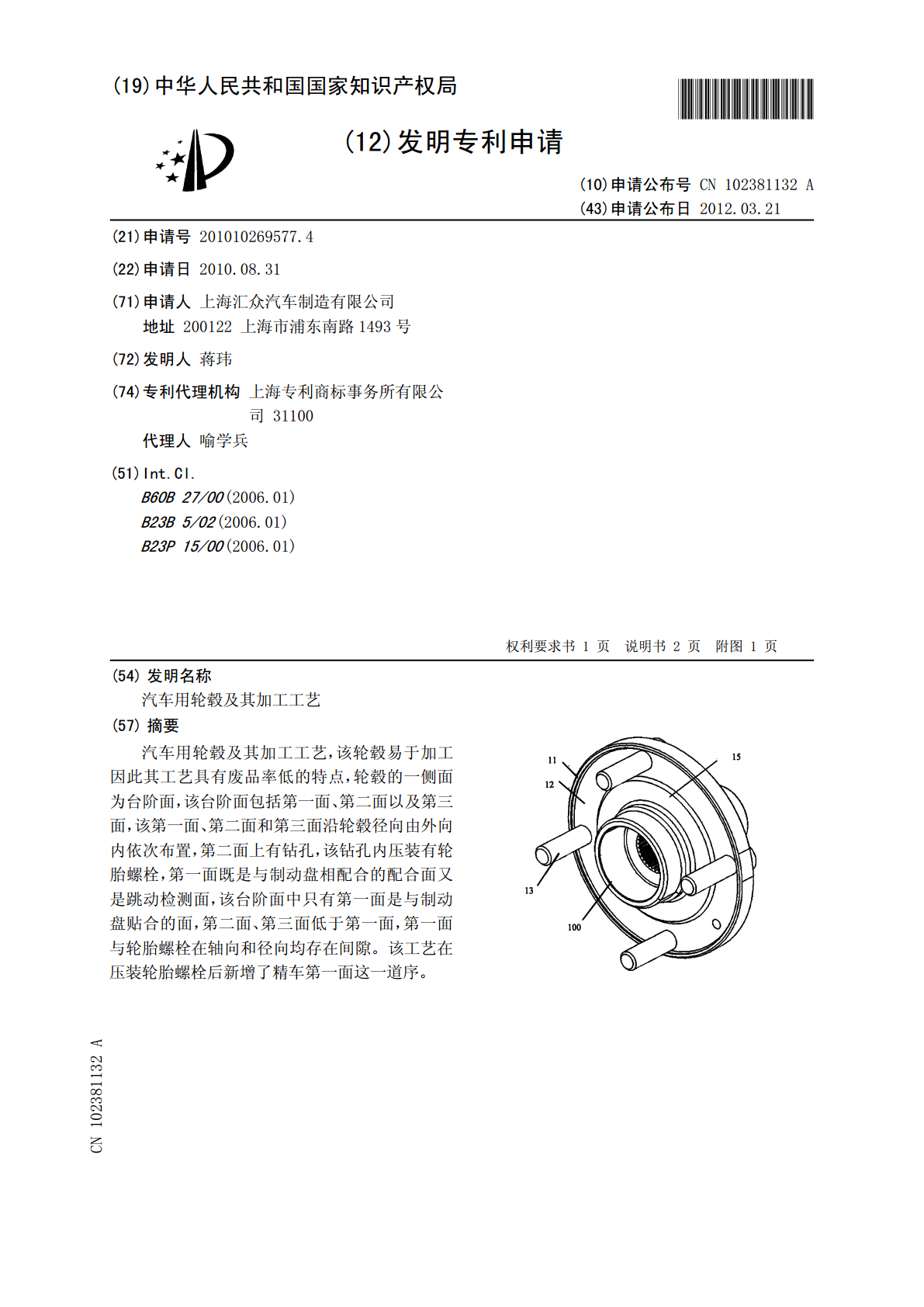
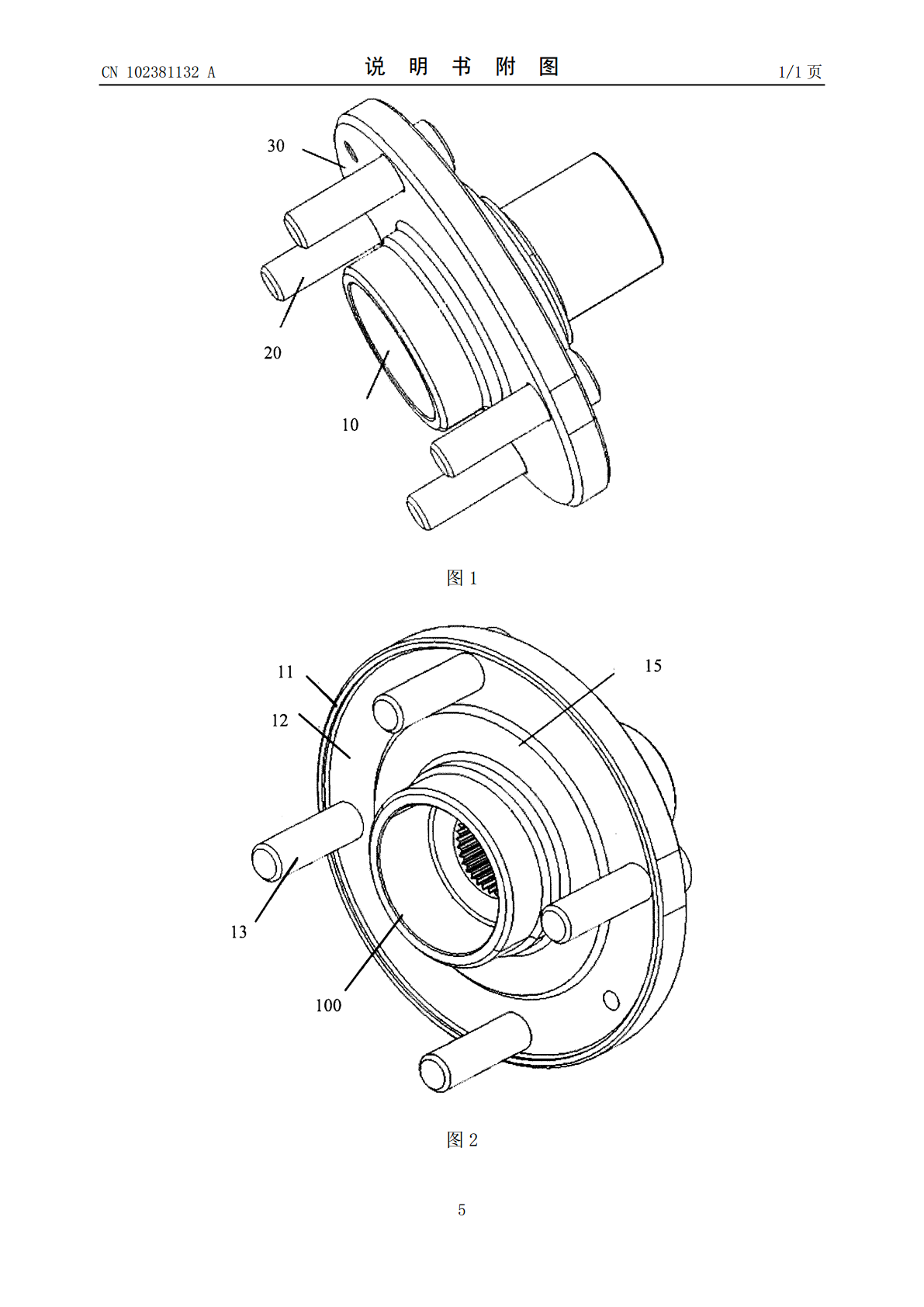
汽车用轮毂及其加工工艺,该轮毂易于加工因此其工艺具有废品率低的特点,轮毂的一侧面为台阶面,该台阶面包括第一面、第二面以及第三面,该第一面、第二面和第三面沿轮毂径向由外向内依次布置,第二面上有钻孔,该钻孔内压装有轮胎螺栓,第一面既是与制动盘相配合的配合面又是跳动检测面,该台阶面中只有第一面是与制动盘贴合的面,第二面、第三面低于第一面,第一面与轮胎螺栓在轴向和径向均存在间隙。该工艺在压装轮胎螺栓后新增了精车第一面这一道序。
汽车用轮毂螺栓加工工艺.pdf
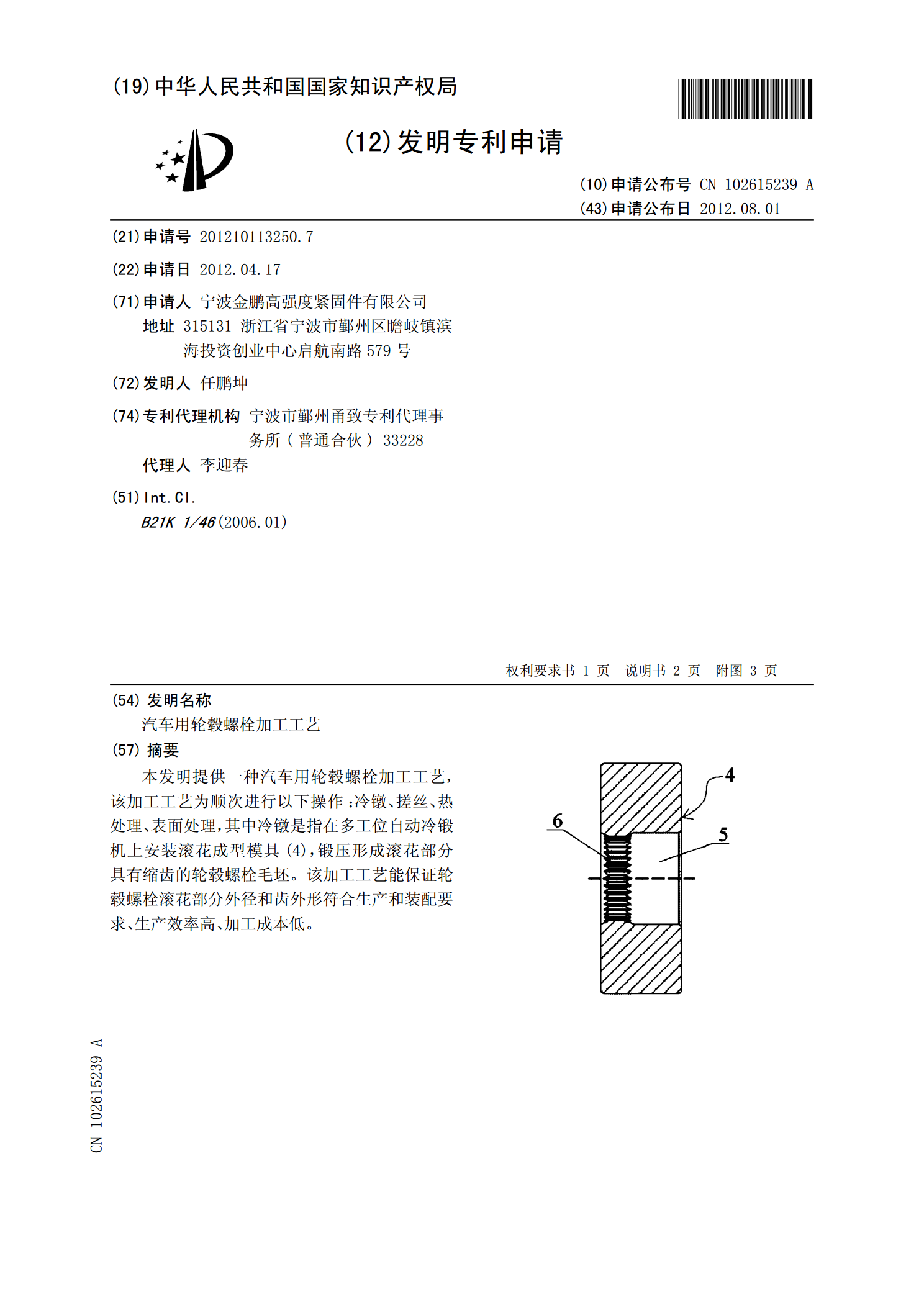
本发明提供一种汽车用轮毂螺栓加工工艺,该加工工艺为顺次进行以下操作:冷镦、搓丝、热处理、表面处理,其中冷镦是指在多工位自动冷锻机上安装滚花成型模具(4),锻压形成滚花部分具有缩齿的轮毂螺栓毛坯。该加工工艺能保证轮毂螺栓滚花部分外径和齿外形符合生产和装配要求、生产效率高、加工成本低。
汽车轮毂加工工艺.pdf
本发明公开了一种汽车轮毂加工工艺,其特征在于包括以下步骤:A.喷粉;B.第一次喷漆;C.抛光;D.对内轮辋进行拉丝;E.对轮毂正面进行拉丝;F.第二次喷漆。具有上述步骤的汽车轮毂加工工艺,对轮毂表面进行喷漆拉丝后再喷漆,大大提高了铝合金轮毂的立体感和质感,并且其漆面稳固,不易脱落,提高了轮毂的外观质量。
一种汽车轮毂螺栓及其加工工艺.pdf
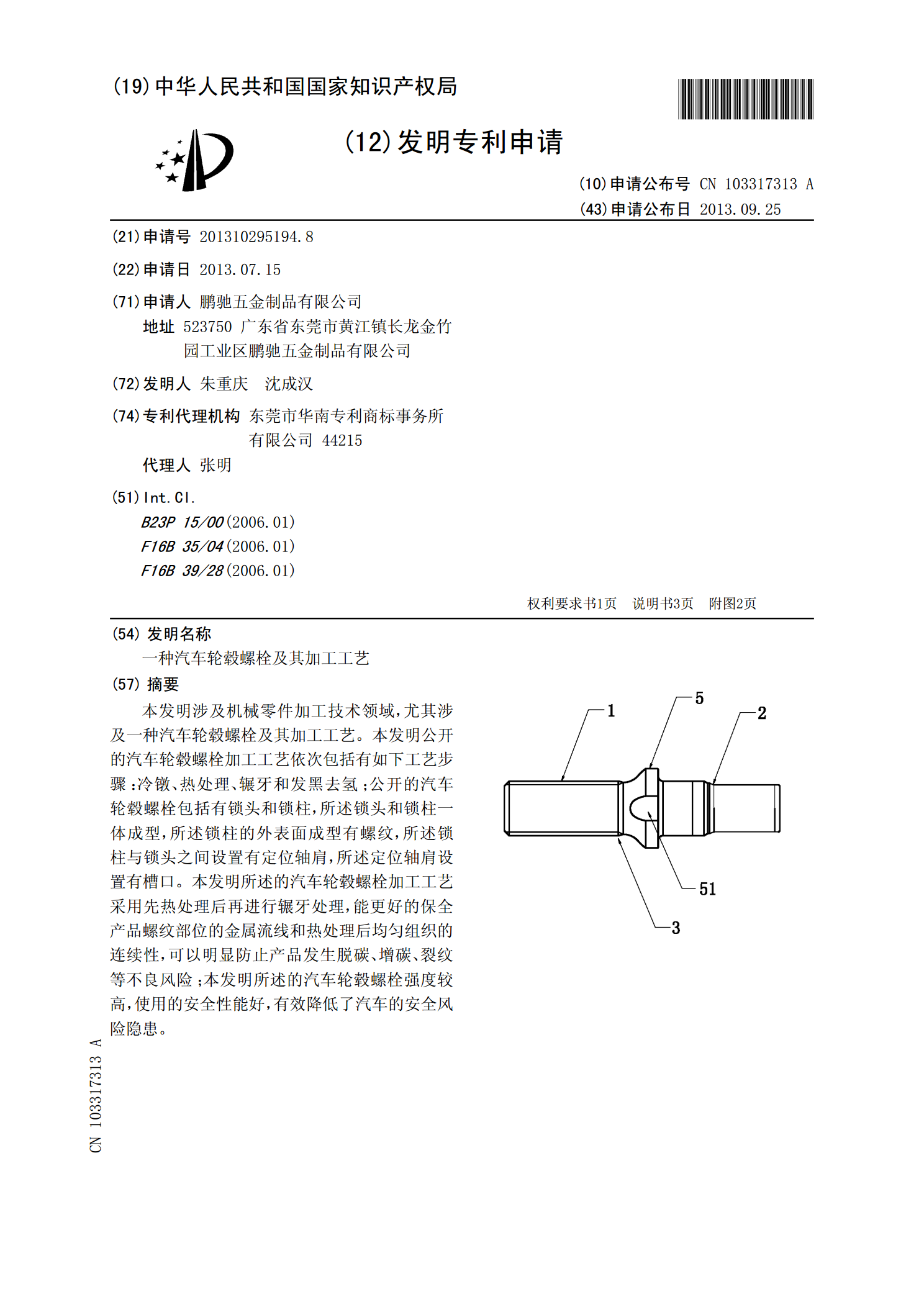
本发明涉及机械零件加工技术领域,尤其涉及一种汽车轮毂螺栓及其加工工艺。本发明公开的汽车轮毂螺栓加工工艺依次包括有如下工艺步骤:冷镦、热处理、辗牙和发黑去氢;公开的汽车轮毂螺栓包括有锁头和锁柱,所述锁头和锁柱一体成型,所述锁柱的外表面成型有螺纹,所述锁柱与锁头之间设置有定位轴肩,所述定位轴肩设置有槽口。本发明所述的汽车轮毂螺栓加工工艺采用先热处理后再进行辗牙处理,能更好的保全产品螺纹部位的金属流线和热处理后均匀组织的连续性,可以明显防止产品发生脱碳、增碳、裂纹等不良风险;本发明所述的汽车轮毂螺栓强度较高,使

汽车轮毂加工工艺分析.docx
汽车轮毂加工工艺分析随着汽车制造技术的不断进步,消费者对汽车外观的要求越来越高,对于轮毂的要求也越来越高,轮毂在车身的视觉效果和安全,性能上起着至关重要的作用。那么,在汽车轮毂的加工工艺中,应该注重哪些方面呢?下面就来进行分析。一、选材轮毂的材料有很多,比如铝合金、镁合金、钛合金等。而现在主流的材料是铝合金,原因有以下几点:(1)轮毂材料是非常敏感的一环,它关系到车轮的耐久性、强度和稳定性等诸多因素,因此使用铝合金轮毂,比其他材料相比更具有优越性。(2)铝合金轮毂具有重量轻、强度高、耐蚀性好、造型灵活等优