
汽车轮毂喷涂工艺.pdf

雨巷****怡轩

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车轮毂喷涂工艺.pdf
一种汽车轮毂喷涂工艺,包括以下步骤:步骤1.将汽车轮鼓除油、除锈;步骤2.将除油、除锈后的汽车轮毂进行水洗,并上磷化或钝化皮膜,然后烘干固定;步骤3.用静电喷枪把平均粒径为15-25微米的热固性粉末涂料喷涂在汽车轮鼓上;步骤4.将喷涂后的汽车轮毂放入面包烘炉或者流水线烘炉进行高温固化烘烤,温度设定为180-200℃,时间为25-30分钟;步骤5.固化完成出炉后,检验汽车轮鼓的颜色,金属效果,涂膜的附着力,表面硬度,耐刮伤等项目。

一种汽车轮毂喷涂工艺.pdf
本发明公开了一种汽车轮毂喷涂工艺,包括如下步骤:1)用堵具将汽车轮毂的气门孔堵死,再将汽车轮毂放置在一个托盘上,然后利用定位销配合汽车轮毂本身的PCD孔将汽车轮毂定位在托盘上,最后由动力源驱动托盘底部旋转,采用喷涂机械手对幅板面进行喷涂;2)将固定在托盘上的汽车轮毂进行幅板面的油漆烘烤;3)将一块与汽车轮毂的幅板面匹配的压板覆盖幅板面,再由动力源驱动托盘底部旋转,喷涂机械手对LIP面进行喷涂,从而完成二次喷涂。所述幅板面的喷涂颜色和LIP面的喷涂颜色不同。本发明喷涂工艺解决了轮毂喷涂色泽单一的问题,而且喷
一种汽车轮毂喷涂工艺.pdf
本发明公开了一种汽车轮毂喷涂工艺,包括如下步骤:S1:汽车轮毂表面预处理:将汽车轮毂表面除油,再通过喷砂或砂纸打磨对轮毂表面除锈处理;S2:将轮毂置于稀碱液中浸泡处理,然后取出水洗;S3:配制稀释的硅烷偶联剂溶液,将轮毂浸泡于硅烷偶联剂溶液中,然后取出晾干;S4:向轮毂表面喷涂环氧树脂涂料,高温固化,形成涂料层;S5:对轮毂表面进行喷漆,高温固化;S6:对轮毂表面喷光油,室温晾干。本发明的汽车轮毂喷涂工艺,通过硅烷偶联剂将轮毂金属表面与涂料紧固结合,轮毂基材、偶联剂和涂料涂层均通过化学键结合,极大的提高了

一种汽车轮毂喷涂工艺.pdf
本发明公开了一种汽车轮毂喷涂工艺,包括以下步骤:步骤1.将汽车轮毂除油、除锈和抛光;步骤2.对汽车轮毂表面进行碱蚀处理,使用静电液相喷涂法进行氟碳喷涂;步骤3.对汽车轮毂进行水洗,并上磷化或钝化皮膜,然后烘干固定;步骤4.用静电喷枪热固性粉末涂料喷涂在汽车轮毂上;步骤5.将喷涂后的汽车轮毂进行高温固化烘烤,以耐热性、耐低温性、耐化学药品性,而且具有独特的不粘性和低磨擦性。
汽车轮毂喷涂用悬挂装置.pdf
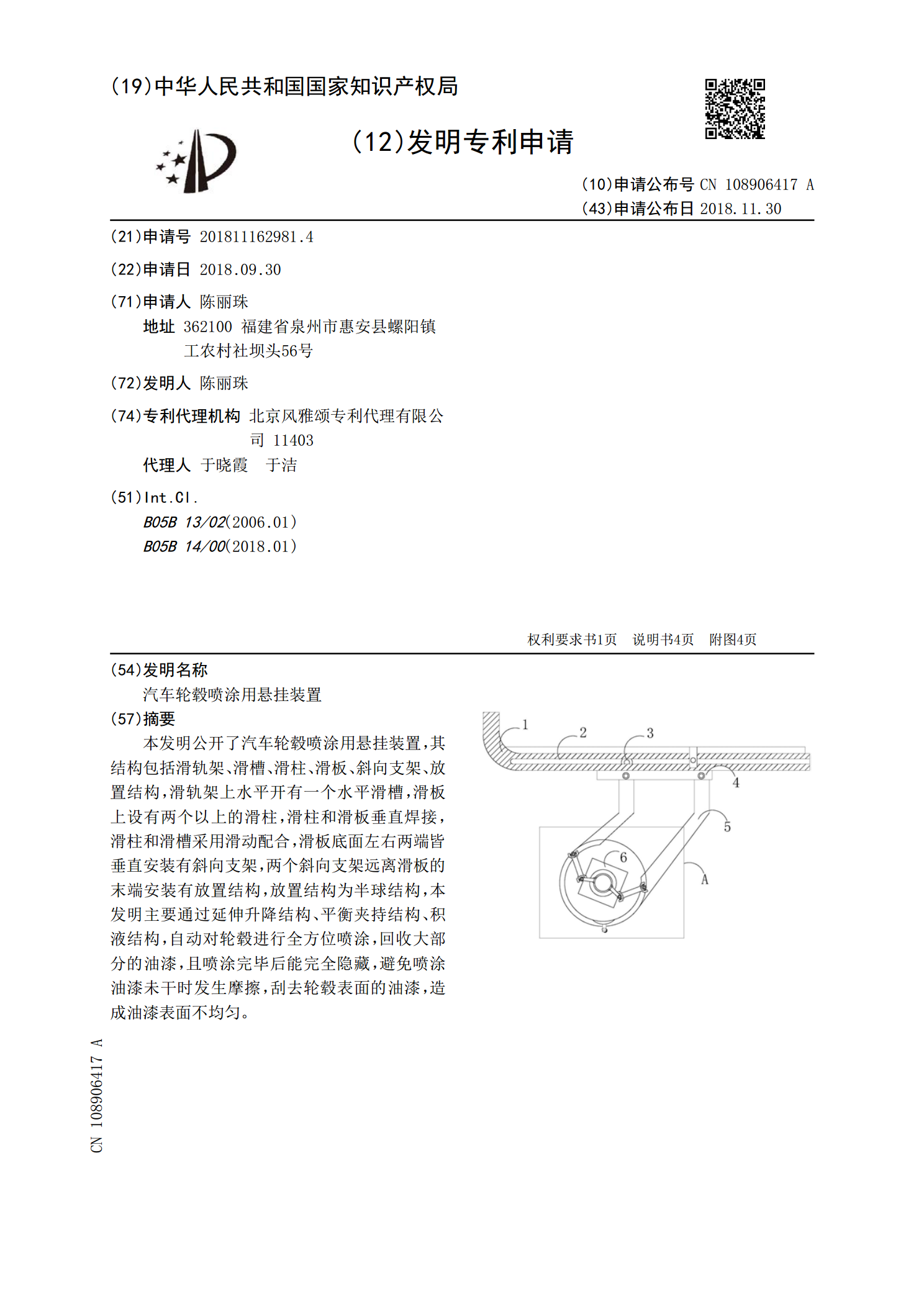
本发明公开了汽车轮毂喷涂用悬挂装置,其结构包括滑轨架、滑槽、滑柱、滑板、斜向支架、放置结构,滑轨架上水平开有一个水平滑槽,滑板上设有两个以上的滑柱,滑柱和滑板垂直焊接,滑柱和滑槽采用滑动配合,滑板底面左右两端皆垂直安装有斜向支架,两个斜向支架远离滑板的末端安装有放置结构,放置结构为半球结构,本发明主要通过延伸升降结构、平衡夹持结构、积液结构,自动对轮毂进行全方位喷涂,回收大部分的油漆,且喷涂完毕后能完全隐藏,避免喷涂油漆未干时发生摩擦,刮去轮毂表面的油漆,造成油漆表面不均匀。