
汽车轮毂加工工艺.pdf

猫巷****傲柏

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车轮毂加工工艺.pdf
本发明公开了一种汽车轮毂加工工艺,其特征在于包括以下步骤:A.喷粉;B.第一次喷漆;C.抛光;D.对内轮辋进行拉丝;E.对轮毂正面进行拉丝;F.第二次喷漆。具有上述步骤的汽车轮毂加工工艺,对轮毂表面进行喷漆拉丝后再喷漆,大大提高了铝合金轮毂的立体感和质感,并且其漆面稳固,不易脱落,提高了轮毂的外观质量。
汽车用轮毂螺栓加工工艺.pdf
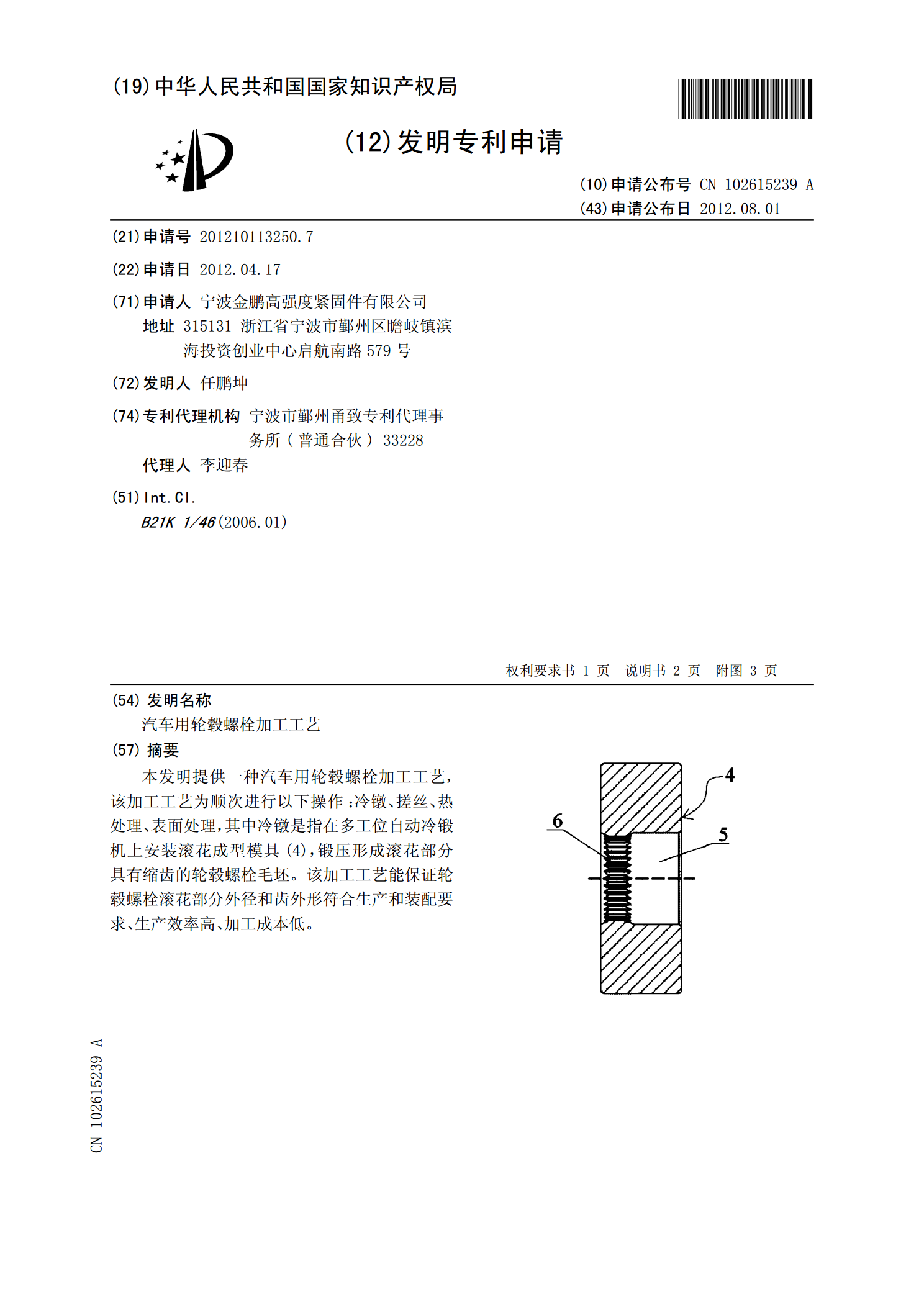
本发明提供一种汽车用轮毂螺栓加工工艺,该加工工艺为顺次进行以下操作:冷镦、搓丝、热处理、表面处理,其中冷镦是指在多工位自动冷锻机上安装滚花成型模具(4),锻压形成滚花部分具有缩齿的轮毂螺栓毛坯。该加工工艺能保证轮毂螺栓滚花部分外径和齿外形符合生产和装配要求、生产效率高、加工成本低。

汽车用轮毂及其加工工艺.pdf
汽车用轮毂及其加工工艺,该轮毂易于加工因此其工艺具有废品率低的特点,轮毂的一侧面为台阶面,该台阶面包括第一面、第二面以及第三面,该第一面、第二面和第三面沿轮毂径向由外向内依次布置,第二面上有钻孔,该钻孔内压装有轮胎螺栓,第一面既是与制动盘相配合的配合面又是跳动检测面,该台阶面中只有第一面是与制动盘贴合的面,第二面、第三面低于第一面,第一面与轮胎螺栓在轴向和径向均存在间隙。该工艺在压装轮胎螺栓后新增了精车第一面这一道序。

汽车轮毂模具加工工艺设计.docx
毕业论文题目:德国奔驰特汽车铝轮毂模具及数控加工工艺设计系部:机械工程学院专业:机械设计制造及其自动化班级:机设0804学号:200802010405学生姓名:李斌彬
汽车轮毂热加工工艺.pdf
本发明涉及一种汽车轮毂热加工工艺,包括以下步骤:步骤一、将成型的轮毂送入固溶炉内进行加热,在35‑45分钟内将轮毂加热到450‑550℃,并保持90‑135分钟;步骤二、将步骤一中固溶处理后的轮毂浸入65‑75℃的冷却介质中淬火180‑240秒;步骤三、对淬火后的轮毂依次进行第一级时效处理和第二级时效处理,其中第一级时效温度120‑125℃,第一级时效时间75‑90分钟,第二级时效温度175‑185℃,第二级时效时间120‑135分钟;步骤四、将步骤四中时效处理后轮毂取出自然冷却即可。本发明方法能够有效的