
铝合金铸件热处理工艺.pdf

春景****23

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金铸件热处理工艺.pdf
本发明公开了一种铝合金铸件热处理工艺,包括如下步骤:a、将铸造完成的铝合金铸件置于正火炉中,升温至880℃-920℃,保温4小时;b、将铸件直接放入50-80℃淬火油中进行淬火处理,淬火时间2分钟;c、将铸件在220~270℃回火保温3~6小时,即可。本发明提供的铝合金热处理方法,是将铸件从铸造机上取出后,就马上进行淬火处理,然后进行回火保温处理。得到的铝合金铸件强度高,韧性好,而且不易断裂。
一种铝合金铸件的热处理工艺.pdf
本发明涉及一种铝合金铸件的热处理工艺,包括以下步骤:A:将铸造好的铸件放入热处理炉内,升温至485~500℃,保持5~6个小时;B:将铸件吊放到风冷床上,启动风机,进行风冷,同时采用高压泵进行水雾化冷却15~20分钟;将冷却至室温的铸件放入热处理炉内,升温至175~180℃,保温2.5~3小时,将铸件取出自然冷却至室温。该工艺,工艺简单、操作方便、提高了产品合格率又降低了成本。
一种薄壁铝合金铸件的热处理工艺.pdf
本发明公开了一种薄壁铝合金铸件的热处理工艺,所述薄壁铝合金铸件为汽车车身框架铸件,其热处理工艺包括如下步骤:a、固溶处理:将汽车车身框架铸件放入加热炉内,升温至650±20℃,保温1-1.5小时,继续升温至900±20℃,保温2-2.5小时,冷却至200℃以下时出炉;b、时效处理:将固溶处理后的汽车车身框架铸件放入加热炉内,升温至600±20℃,保温3-4小时,然后冷却至500±20℃,再保温4-5小时,冷却至200℃以下时出炉。通过上述方式,本发明工艺简单易控,能有效提高铸件的强度及内在质量。
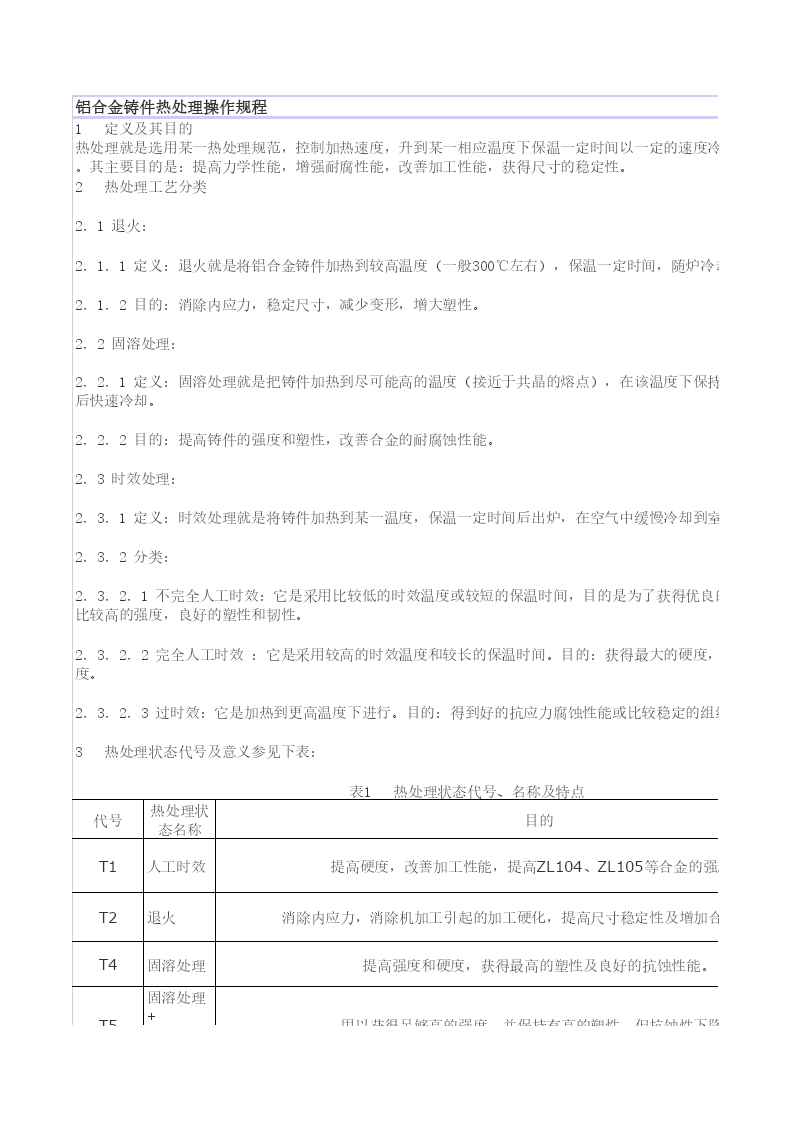
铝合金铸件热处理规程.xls
铝合金铸件热处理操作规程1定义及其目的热处理就是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金组织。其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。2热处理工艺分类2.1退火:2.1.1定义:退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的工艺。2.1.2目的:消除内应力,稳定尺寸,减少变形,增大塑性。2.2固溶处理:2.2.1定义:固溶处理就是把铸件加热到尽可能高的温度(接近于共晶的熔点),在该
一种复杂铝合金铸件的热处理工艺.pdf
本发明公开了一种复杂铝合金铸件的热处理工艺,包括如下步骤:a、退火:将复杂铝合金铸件放入加热炉内,加热炉升温至250?280℃,保温1?1.5h;b、淬火:再将加热炉升温至550?600℃,保温1.5?2h,然后将所述复杂铝合金铸件急速淬入50?60℃的水中;c、回火:将淬火后的所述复合铝合金铸件放入加热炉内,加热炉升温至180?200℃,保温3?4h后随炉冷却至室温;d、循环处理:将回火后的所述复合铝合金铸件冷却至?50℃以下,并保温0.5?1h,然后再将其放入加热炉内,重复上述步骤a、b、c至少一遍。