
铝合金铸件热处理规程.xls

as****16

1/1
亲,该文档总共3页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铝合金铸件热处理规程.xls
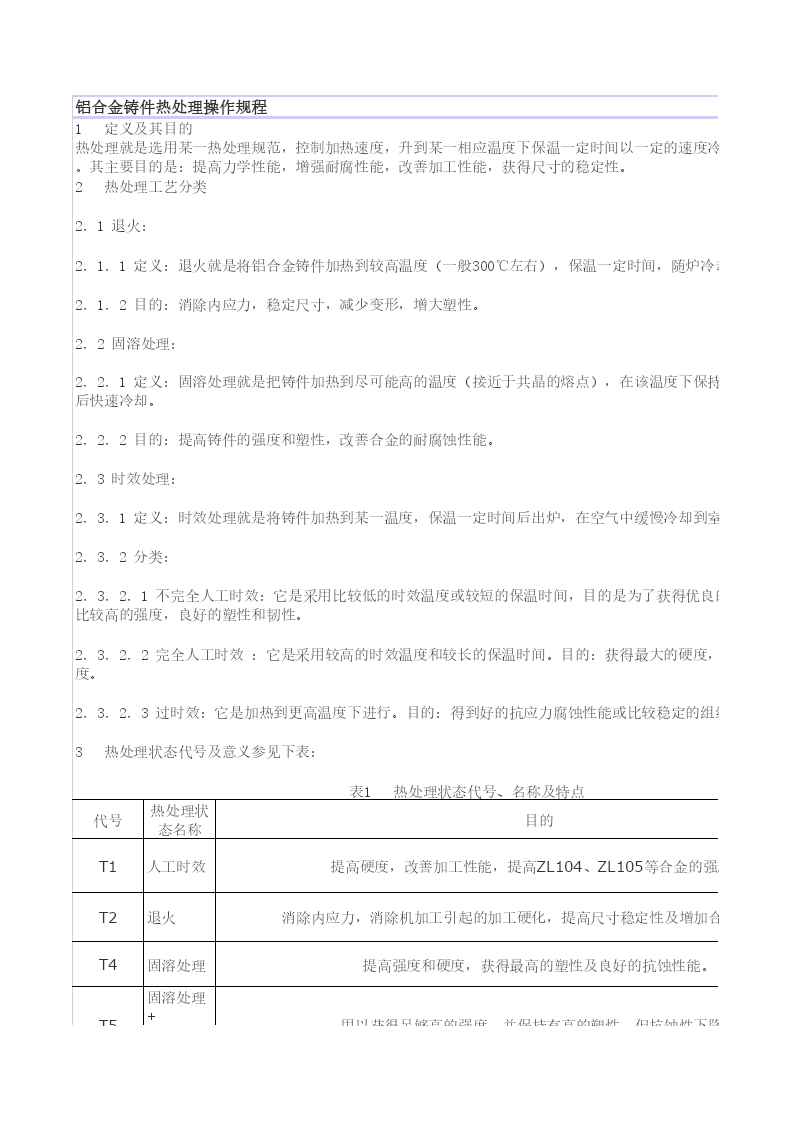
铝合金铸件热处理操作规程1定义及其目的热处理就是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金组织。其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。2热处理工艺分类2.1退火:2.1.1定义:退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的工艺。2.1.2目的:消除内应力,稳定尺寸,减少变形,增大塑性。2.2固溶处理:2.2.1定义:固溶处理就是把铸件加热到尽可能高的温度(接近于共晶的熔点),在该

铝合金铸件热处理规程 (3).xls
铝合金铸件热处理操作规程1定义及其目的热处理就是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金组织。其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。2热处理工艺分类2.1退火:2.1.1定义:退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的工艺。2.1.2目的:消除内应力,稳定尺寸,减少变形,增大塑性。2.2固溶处理:2.2.1定义:固溶处理就是把铸件加热到尽可能高的温度(接近于共晶的熔点),在该
碳钢铸件热处理检验规程.docx
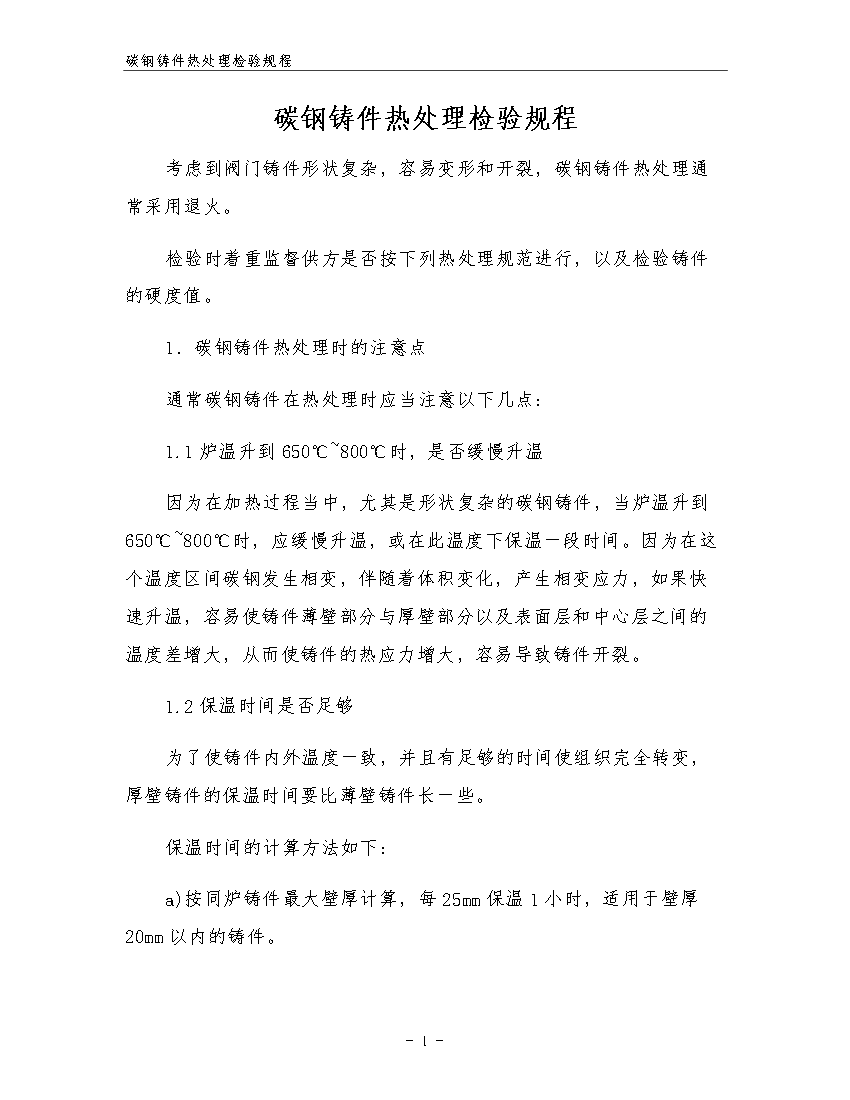
碳钢铸件热处理检验规程-1--4-碳钢铸件热处理检验规程考虑到阀门铸件形状复杂容易变形和开裂碳钢铸件热处理通常采用退火。检验时着重监督供方是否按下列热处理规范进行以及检验铸件的硬度值。1.碳钢铸件热处理时的注意点通常碳钢铸件在热处理时应当注意以下几点:1.1炉温升到650℃~800℃时是否缓慢升温因为在加热过程当中尤其是形状复杂的碳钢铸件当炉温升到650℃~800℃时应缓慢升温或在此温度下保温一段时间。因为在这个温度区间碳钢发生相变伴随着体积变化产生相变应力如果快速升温容易使铸件薄壁部分与厚壁部分

碳钢铸件热处理检验规程.doc
碳钢铸件热处理检验规程合计到阀门铸件形状复杂,容易变形和开裂,碳钢铸件热处理通常采纳退火。检验时着重监督供方是否按以下热处理规范进行,以及检验铸件的硬度值。1.碳钢铸件热处理时的注意点通常碳钢铸件在热处理时应注意以下几点:℃~800℃时,是否缓慢升温因为在加热过程中,特别是形状复杂的碳钢铸件,当炉温升到650℃~800℃时,应缓慢升温,或在此温度下保温一段时间。因为在这个温度区间碳钢发生相变,伴随着体积变化,产生相变应力,如果快速升温,容易使铸件薄壁部分与厚壁部分以及表面层和中心层之间的温度差增大,从而使
铝合金铸件热处理工艺.pdf
本发明公开了一种铝合金铸件热处理工艺,包括如下步骤:a、将铸造完成的铝合金铸件置于正火炉中,升温至880℃-920℃,保温4小时;b、将铸件直接放入50-80℃淬火油中进行淬火处理,淬火时间2分钟;c、将铸件在220~270℃回火保温3~6小时,即可。本发明提供的铝合金热处理方法,是将铸件从铸造机上取出后,就马上进行淬火处理,然后进行回火保温处理。得到的铝合金铸件强度高,韧性好,而且不易断裂。