
一种立式退火炉带钢切换规格下的控制方法.pdf

努力****弘毅

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种立式退火炉带钢切换规格下的控制方法.pdf
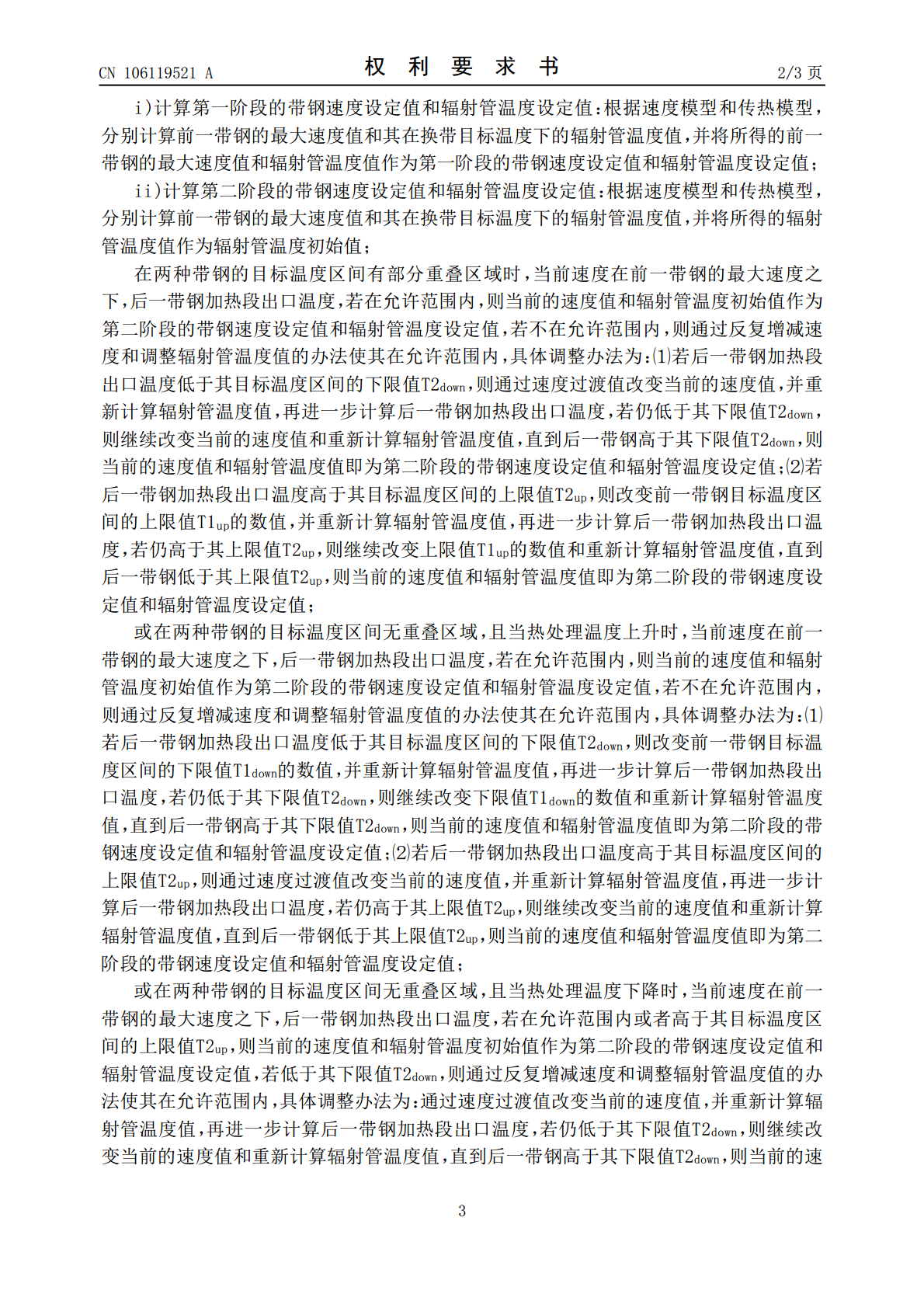
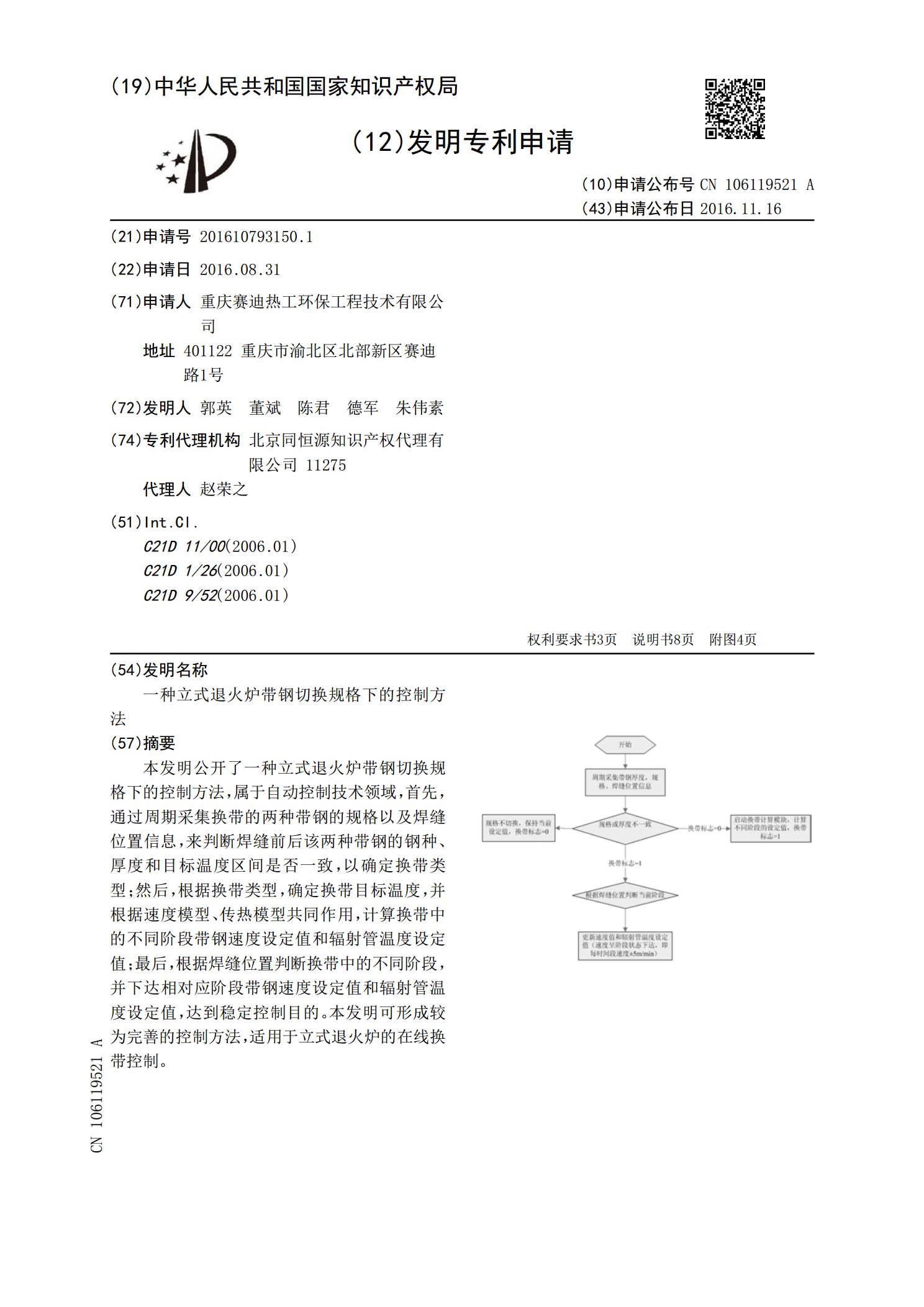
本发明公开了一种立式退火炉带钢切换规格下的控制方法,属于自动控制技术领域,首先,通过周期采集换带的两种带钢的规格以及焊缝位置信息,来判断焊缝前后该两种带钢的钢种、厚度和目标温度区间是否一致,以确定换带类型;然后,根据换带类型,确定换带目标温度,并根据速度模型、传热模型共同作用,计算换带中的不同阶段带钢速度设定值和辐射管温度设定值;最后,根据焊缝位置判断换带中的不同阶段,并下达相对应阶段带钢速度设定值和辐射管温度设定值,达到稳定控制目的。本发明可形成较为完善的控制方法,适用于立式退火炉的在线换带控制。
一种连续退火炉加热过程中带钢规格切换的控制方法.pdf
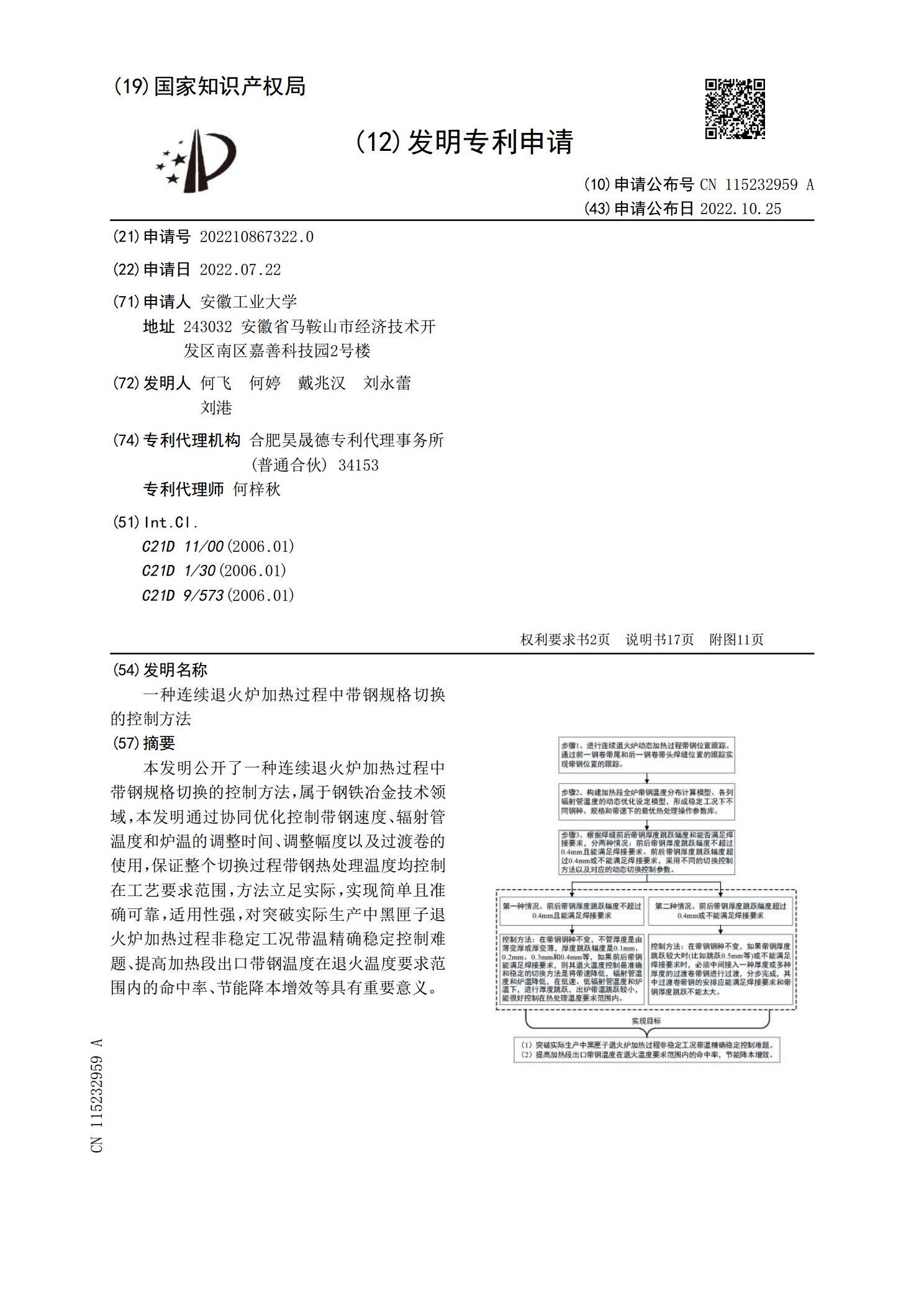
本发明公开了一种连续退火炉加热过程中带钢规格切换的控制方法,属于钢铁冶金技术领域,本发明通过协同优化控制带钢速度、辐射管温度和炉温的调整时间、调整幅度以及过渡卷的使用,保证整个切换过程带钢热处理温度均控制在工艺要求范围,方法立足实际,实现简单且准确可靠,适用性强,对突破实际生产中黑匣子退火炉加热过程非稳定工况带温精确稳定控制难题、提高加热段出口带钢温度在退火温度要求范围内的命中率、节能降本增效等具有重要意义。
带钢立式退火炉的炉膛压力控制系统及控制方法.pdf
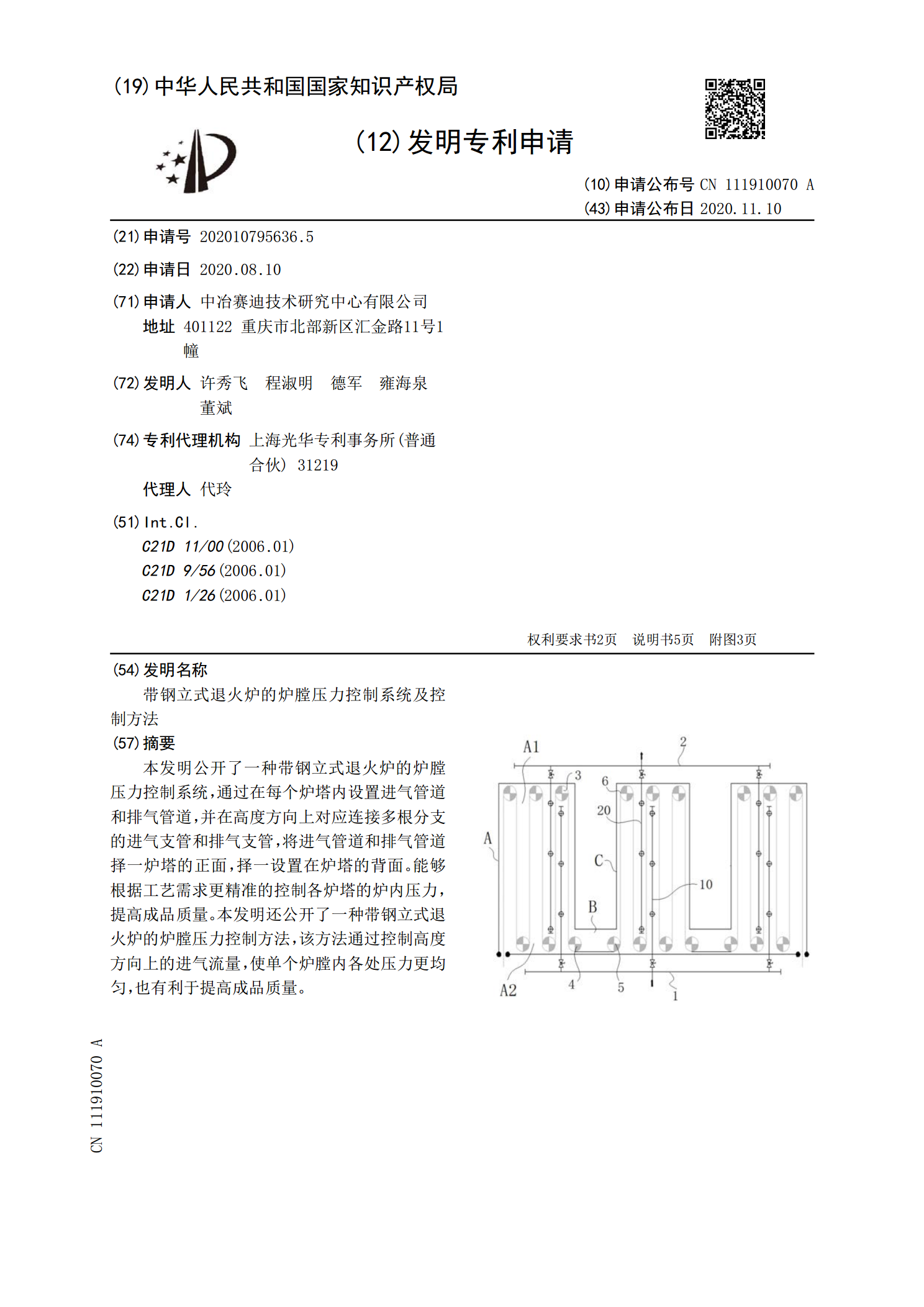
本发明公开了一种带钢立式退火炉的炉膛压力控制系统,通过在每个炉塔内设置进气管道和排气管道,并在高度方向上对应连接多根分支的进气支管和排气支管,将进气管道和排气管道择一炉塔的正面,择一设置在炉塔的背面。能够根据工艺需求更精准的控制各炉塔的炉内压力,提高成品质量。本发明还公开了一种带钢立式退火炉的炉膛压力控制方法,该方法通过控制高度方向上的进气流量,使单个炉膛内各处压力更均匀,也有利于提高成品质量。
一种立式连续退火炉料规切换的稳定控制方法.pdf
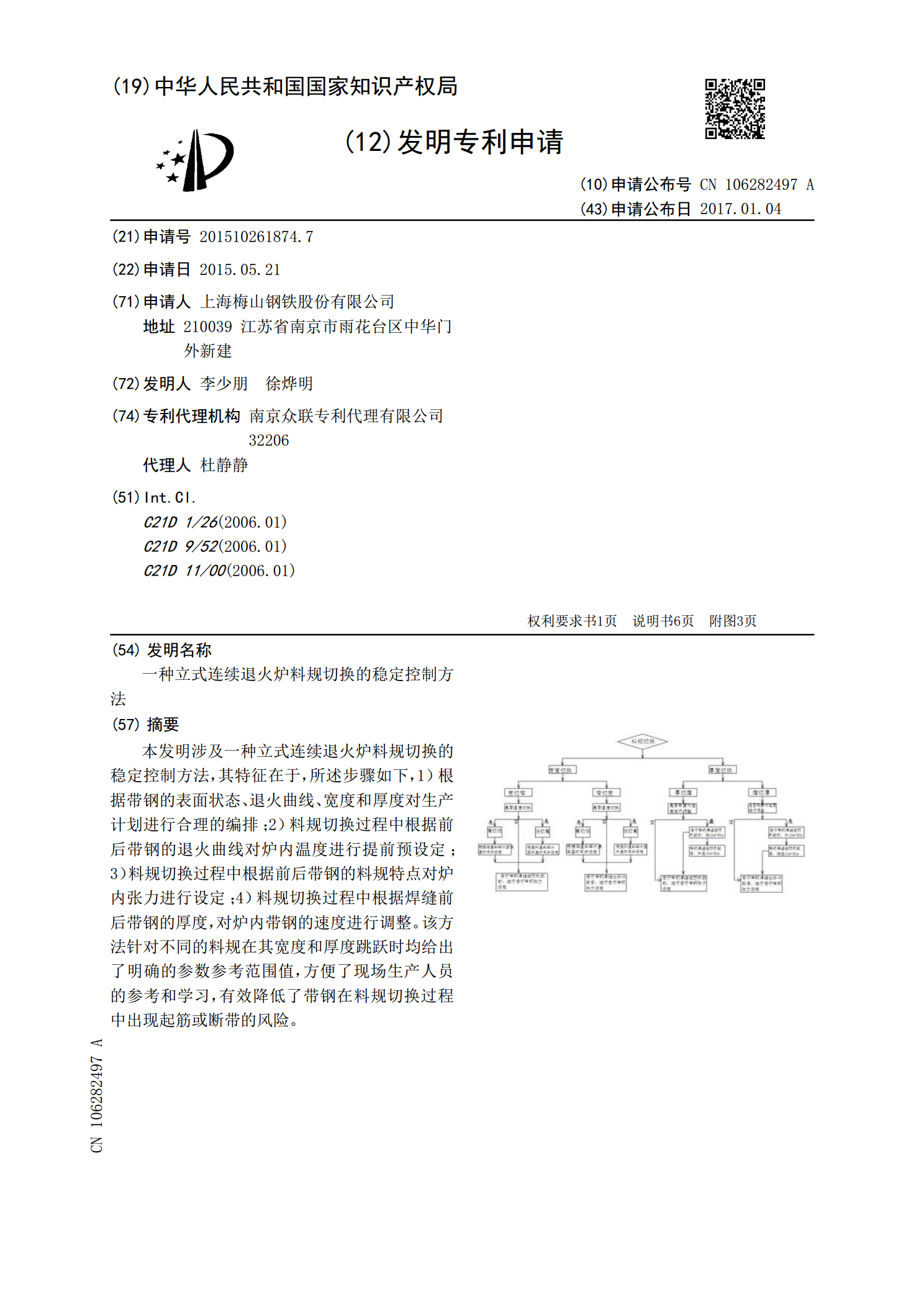
本发明涉及一种立式连续退火炉料规切换的稳定控制方法,其特征在于,所述步骤如下,1)根据带钢的表面状态、退火曲线、宽度和厚度对生产计划进行合理的编排;2)料规切换过程中根据前后带钢的退火曲线对炉内温度进行提前预设定;3)料规切换过程中根据前后带钢的料规特点对炉内张力进行设定;4)料规切换过程中根据焊缝前后带钢的厚度,对炉内带钢的速度进行调整。该方法针对不同的料规在其宽度和厚度跳跃时均给出了明确的参数参考范围值,方便了现场生产人员的参考和学习,有效降低了带钢在料规切换过程中出现起筋或断带的风险。

立式连续退火炉内带钢防跑偏的控制方法及控制系统.pdf
本发明公开了一种立式连续退火炉内带钢防跑偏的控制方法,包括:获取冷硬卷的板形实际曲线、板形仪对冷硬卷的分区信息;根据板形实际曲线和分区信息,确定冷硬卷的板形判定区域;在板形判定区域内,根据板形实际曲线,判断冷硬卷的板形是否符合板形内控标准;若不符合板形内控标准,继续判断冷硬卷的板形是否符合板形判定标准;若不符合板形判定标准,对冷硬卷进行预平整处理或预拉矫处理;控制处理后的冷硬卷在立式连续退火炉的加热段的运行速度执行第一类限速;若符合板形判定标准,控制冷硬卷在立式连续退火炉的加热段的运行速度执行第二类限速;