
一种立式连续退火炉料规切换的稳定控制方法.pdf

猫巷****觅蓉

1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种立式连续退火炉料规切换的稳定控制方法.pdf
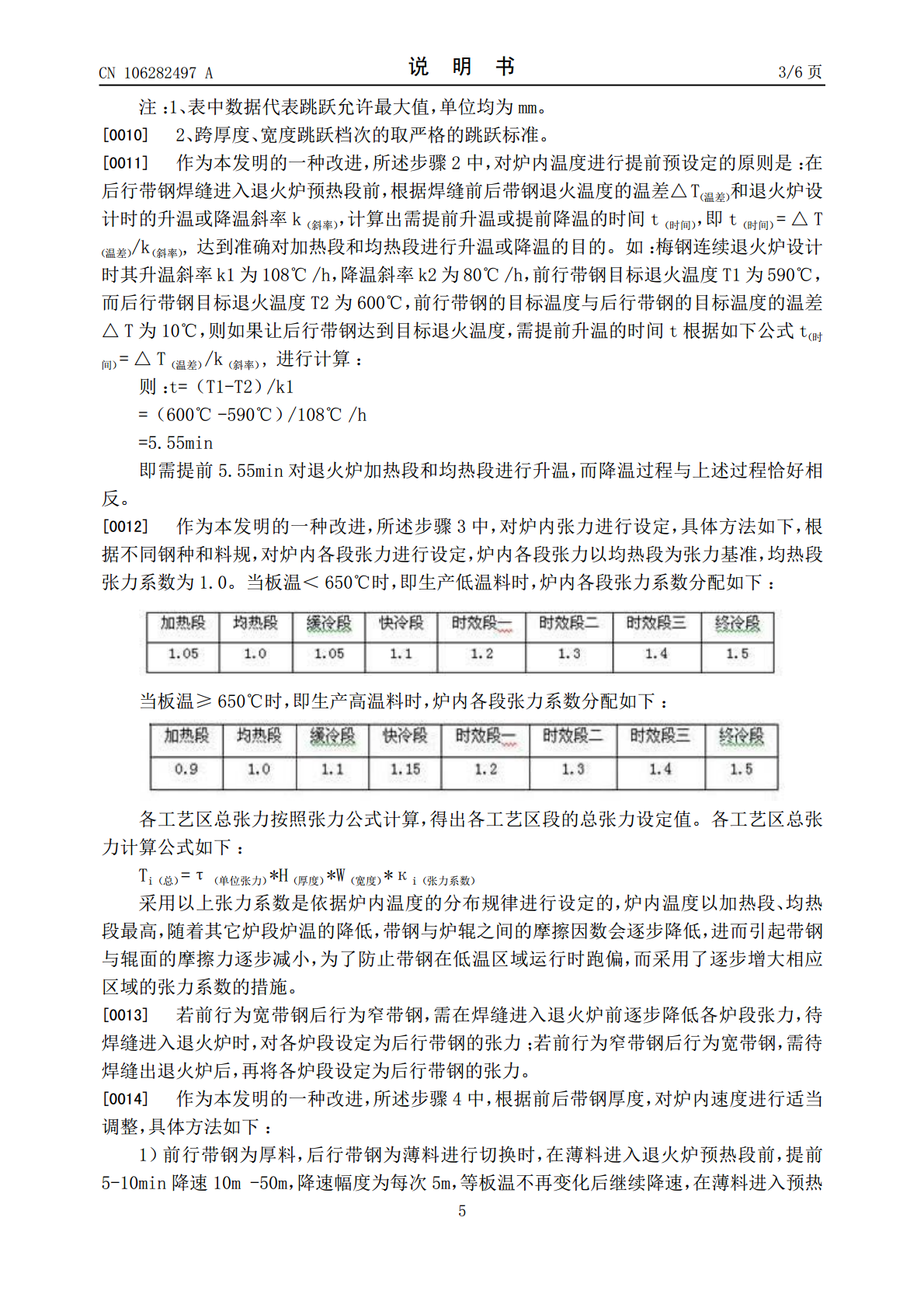
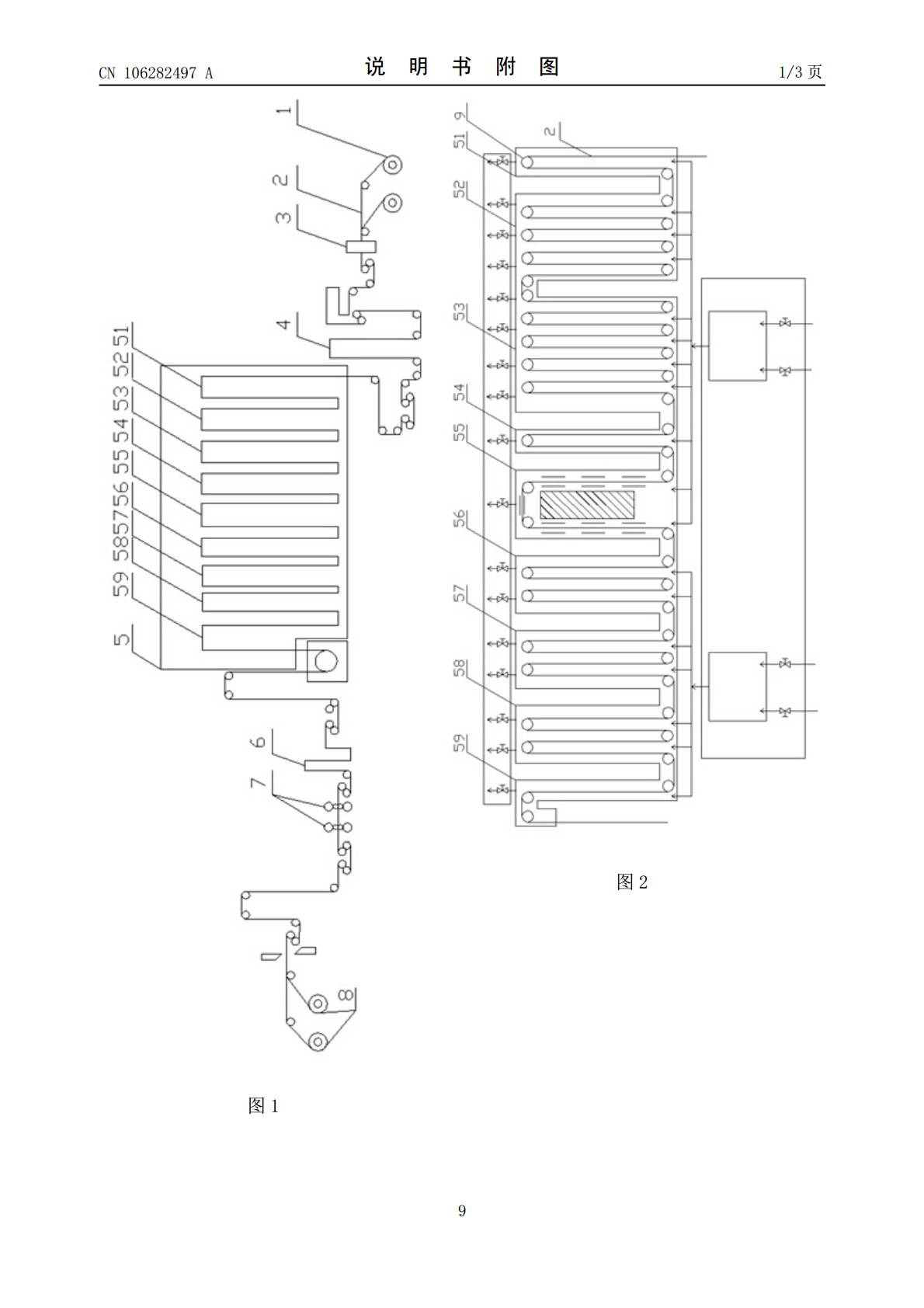
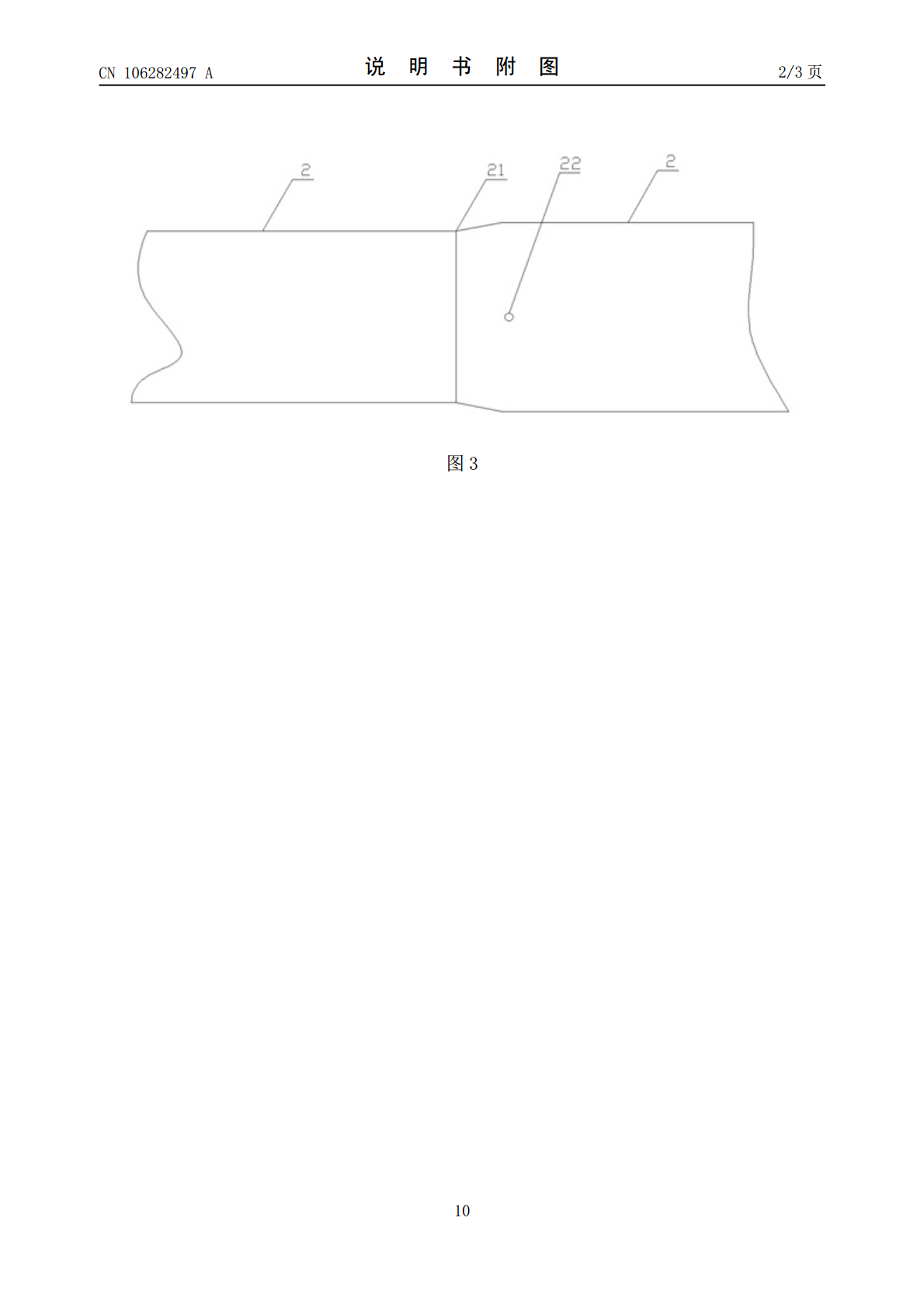
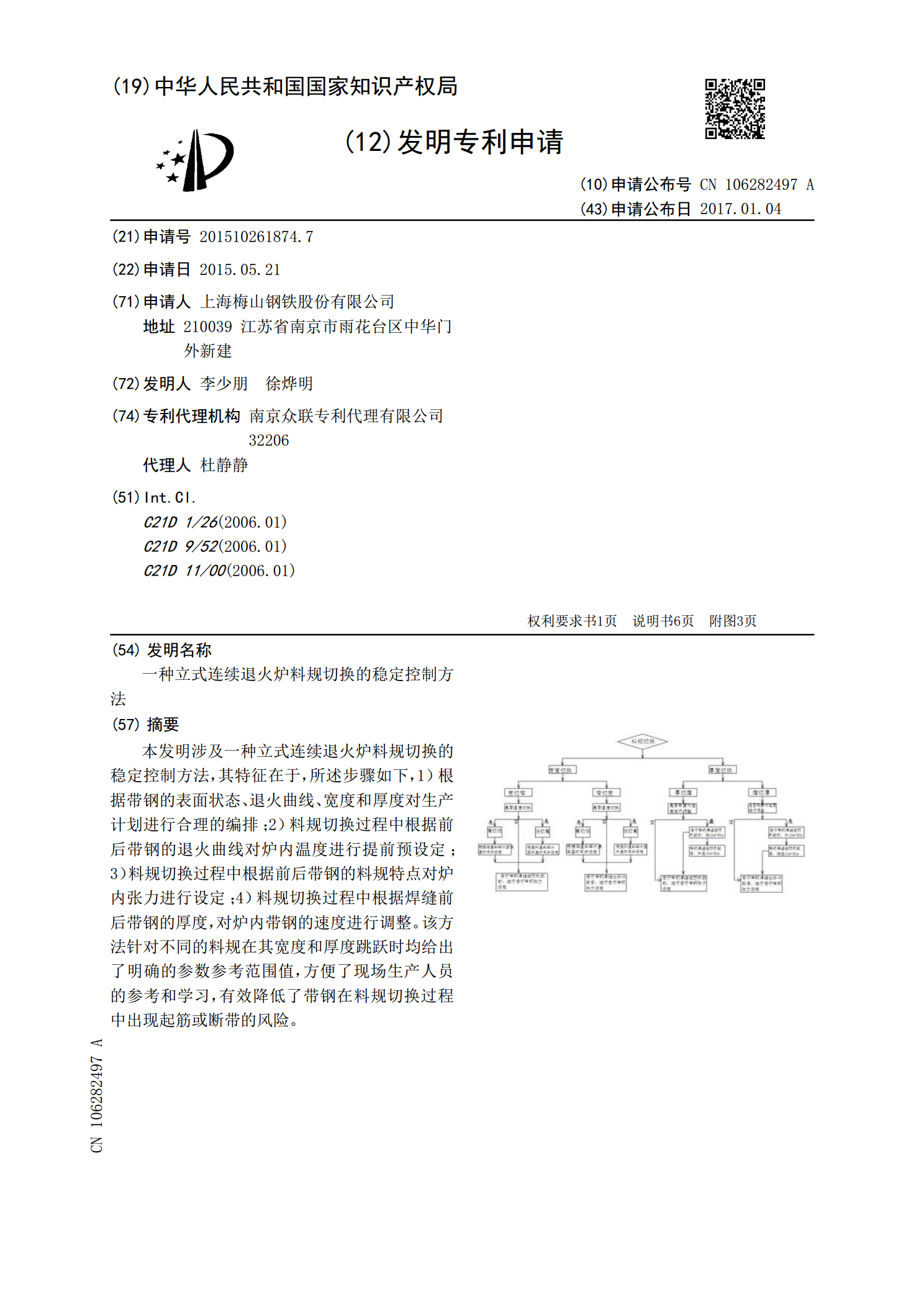
本发明涉及一种立式连续退火炉料规切换的稳定控制方法,其特征在于,所述步骤如下,1)根据带钢的表面状态、退火曲线、宽度和厚度对生产计划进行合理的编排;2)料规切换过程中根据前后带钢的退火曲线对炉内温度进行提前预设定;3)料规切换过程中根据前后带钢的料规特点对炉内张力进行设定;4)料规切换过程中根据焊缝前后带钢的厚度,对炉内带钢的速度进行调整。该方法针对不同的料规在其宽度和厚度跳跃时均给出了明确的参数参考范围值,方便了现场生产人员的参考和学习,有效降低了带钢在料规切换过程中出现起筋或断带的风险。
一种连续立式退火炉控制方法.pdf
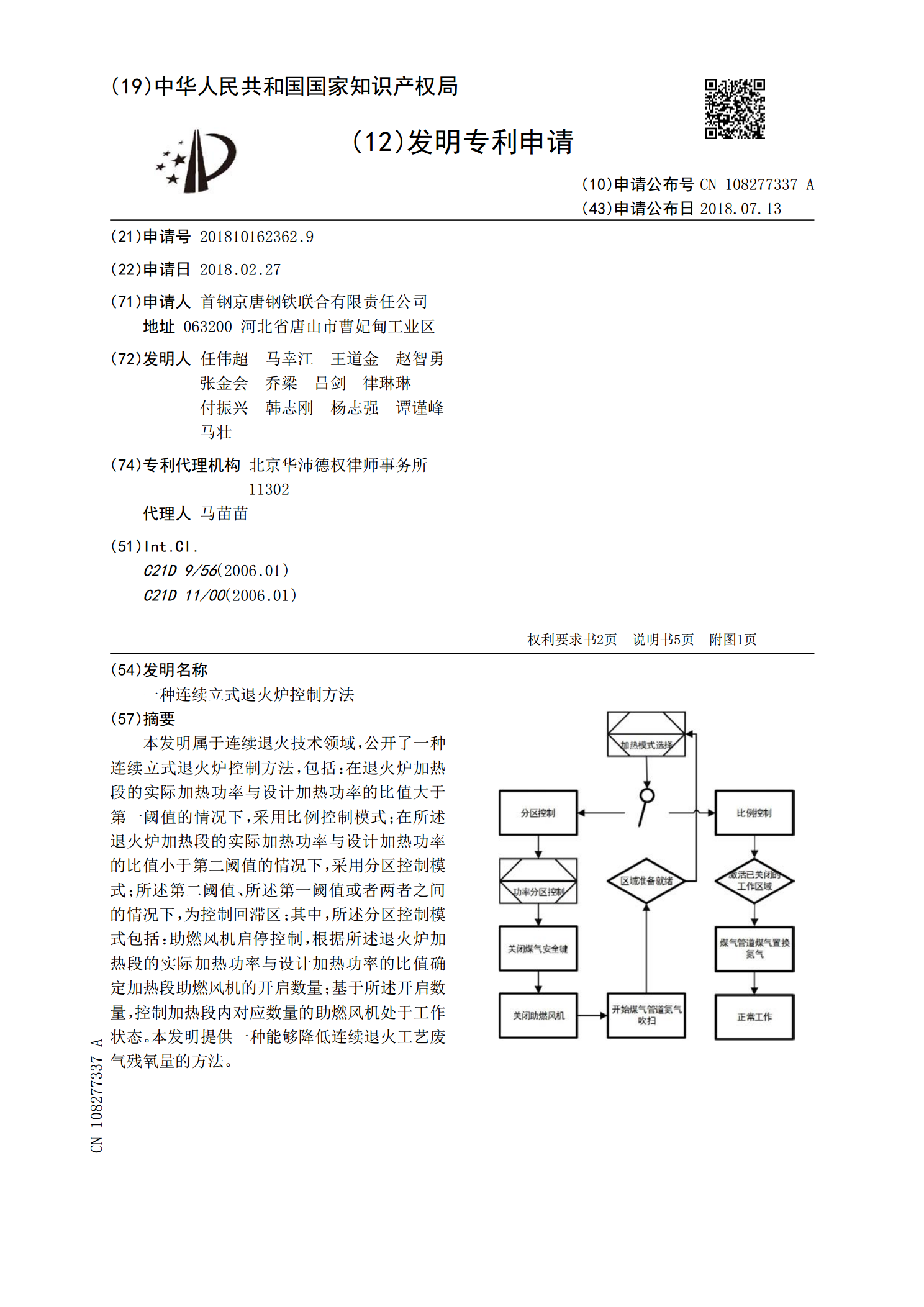
本发明属于连续退火技术领域,公开了一种连续立式退火炉控制方法,包括:在退火炉加热段的实际加热功率与设计加热功率的比值大于第一阈值的情况下,采用比例控制模式;在所述退火炉加热段的实际加热功率与设计加热功率的比值小于第二阈值的情况下,采用分区控制模式;所述第二阈值、所述第一阈值或者两者之间的情况下,为控制回滞区;其中,所述分区控制模式包括:助燃风机启停控制,根据所述退火炉加热段的实际加热功率与设计加热功率的比值确定加热段助燃风机的开启数量;基于所述开启数量,控制加热段内对应数量的助燃风机处于工作状态。本发明提
一种立式退火炉带钢切换规格下的控制方法.pdf
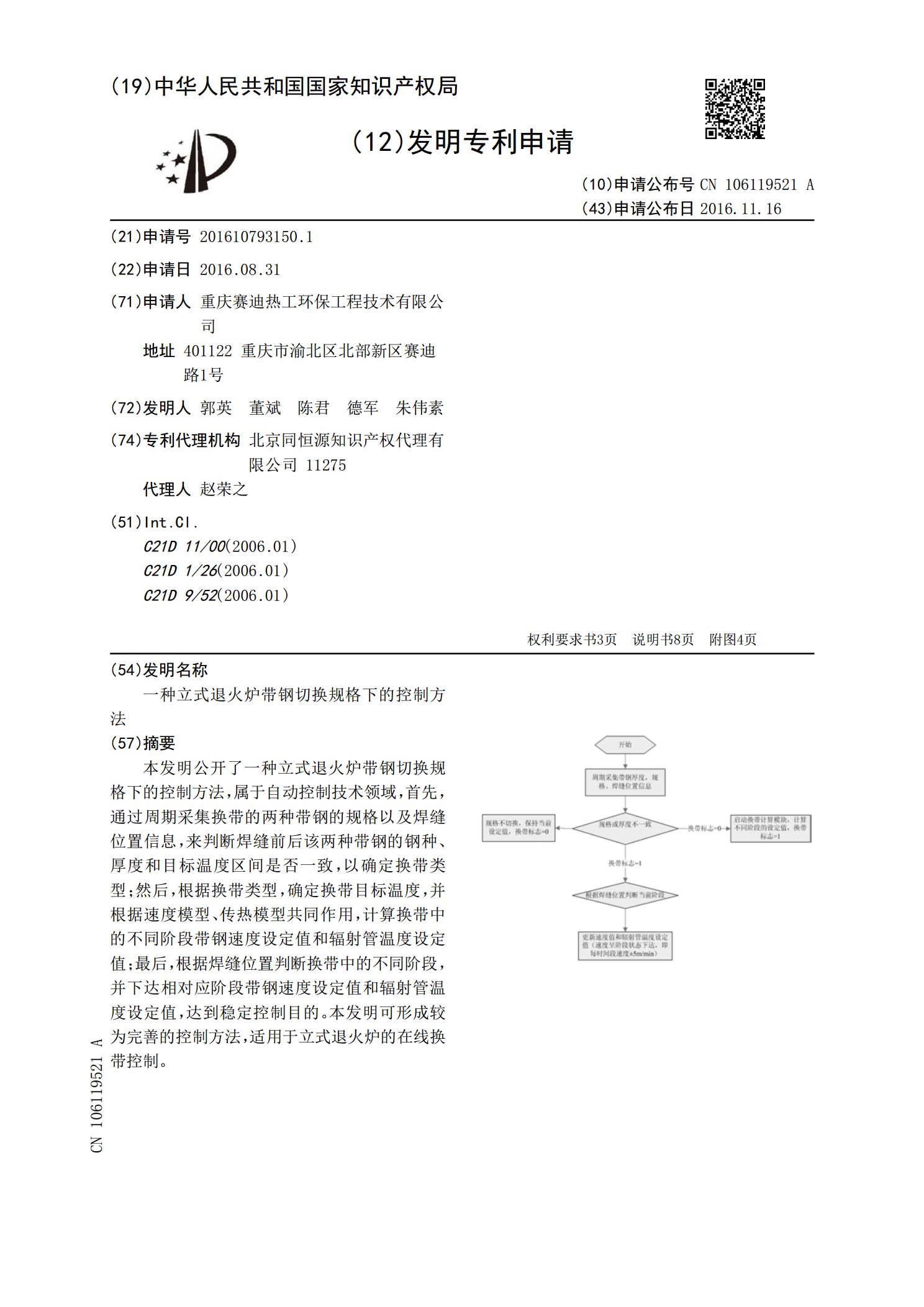
本发明公开了一种立式退火炉带钢切换规格下的控制方法,属于自动控制技术领域,首先,通过周期采集换带的两种带钢的规格以及焊缝位置信息,来判断焊缝前后该两种带钢的钢种、厚度和目标温度区间是否一致,以确定换带类型;然后,根据换带类型,确定换带目标温度,并根据速度模型、传热模型共同作用,计算换带中的不同阶段带钢速度设定值和辐射管温度设定值;最后,根据焊缝位置判断换带中的不同阶段,并下达相对应阶段带钢速度设定值和辐射管温度设定值,达到稳定控制目的。本发明可形成较为完善的控制方法,适用于立式退火炉的在线换带控制。
带钢连续退火稳定运行控制方法.pdf
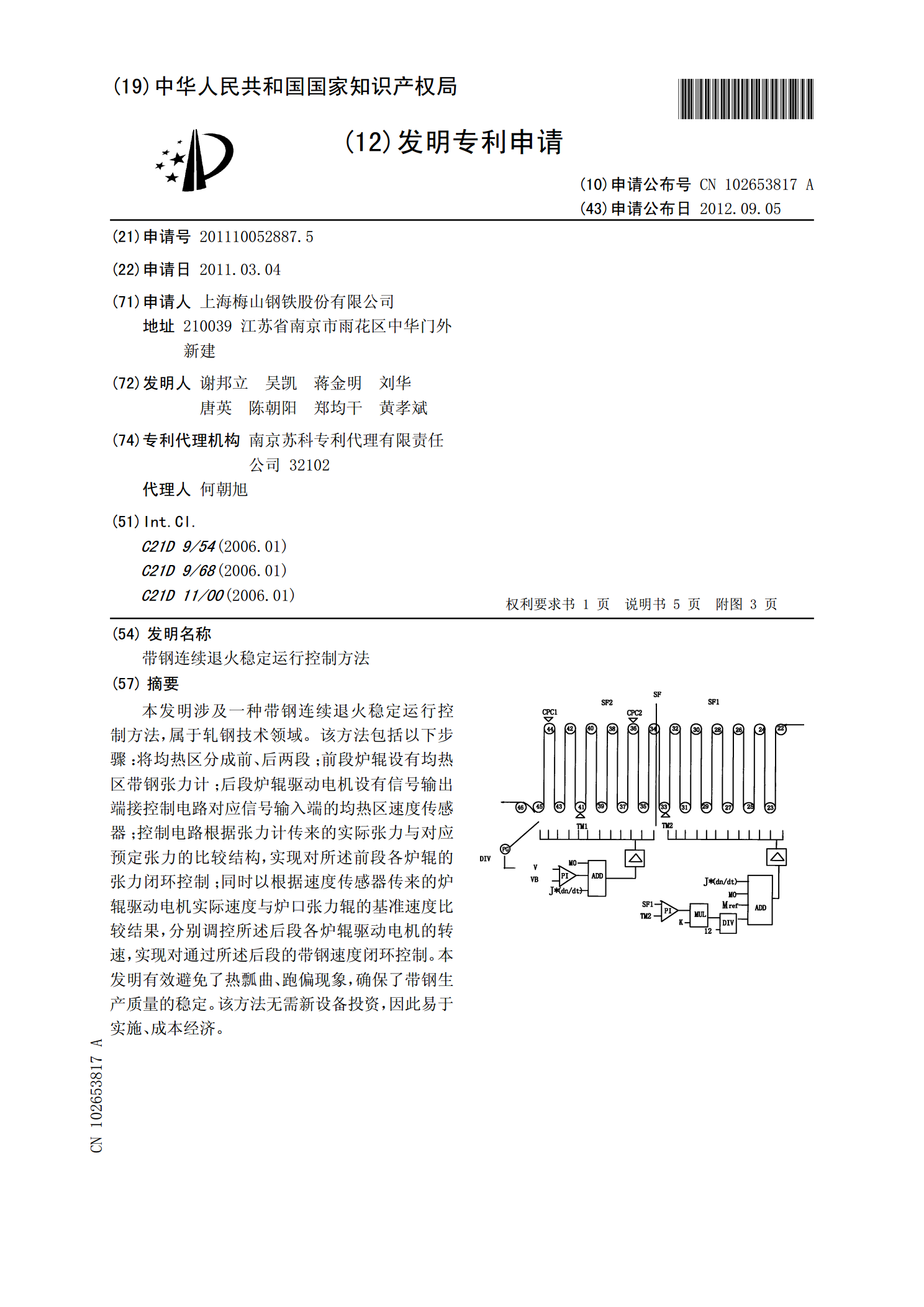
本发明涉及一种带钢连续退火稳定运行控制方法,属于轧钢技术领域。该方法包括以下步骤:将均热区分成前、后两段;前段炉辊设有均热区带钢张力计;后段炉辊驱动电机设有信号输出端接控制电路对应信号输入端的均热区速度传感器;控制电路根据张力计传来的实际张力与对应预定张力的比较结构,实现对所述前段各炉辊的张力闭环控制;同时以根据速度传感器传来的炉辊驱动电机实际速度与炉口张力辊的基准速度比较结果,分别调控所述后段各炉辊驱动电机的转速,实现对通过所述后段的带钢速度闭环控制。本发明有效避免了热瓢曲、跑偏现象,确保了带钢生产质量

一种立式连续退火机组薄板快速停机控制方法.pdf
本发明涉及一种立式连续退火机组薄板快速停机控制方法,所述控制方法包括以下步骤:S1、退火炉切换至降温模式,对其进行温度控制;S2、降低机组速度(速度控制);S3、降低机组张力(张力控制);S4、机组速度降低至400mpm以下时,按下停机按钮;S5、机组停机后,退火炉段卸张,向退火炉输送带钢,保证退火炉前、后带钢松弛;该方案通过机组速度和张力的合理调整,在保证机组平稳降速的同时减少炉内张力的波动,采用小张力控制,在保证降速过程中带钢运行稳定不跑偏的情况下,避免了带钢在大张力作用下沿宽度方向受力不均匀而产生起