
一种铝合金厚板的稳定制造方法.pdf

是来****文章


1/8
2/8
3/8

4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金厚板的稳定制造方法.pdf
一种铝合金厚板的稳定制造方法,它涉及一种高性能铝合金厚板的稳定制造方法。本发明为了解决现有的铝合金制品铸造方法成形的局限性和工艺不成形不稳定造成组织粗大使得板材强度、韧性差的技术问题。本方法:一、制备铝合金熔液;二、制备铝合金铸锭;三、将铝合金铸锭加热、均匀化退火处理,再加热,热轧,固溶,拉伸,时效,出炉,得到一种铝合金厚板。本发明的铝合金厚板的制造方法中的单个杂质≤0.05%,全部杂质的范围为≤0.10%,此范围内的杂质对铝合金板材的性能没有影响。本发明铝合金薄板制品,屈服强度401MPa~432MPa
一种船用5083铝合金厚板的制造方法.pdf
本发明属于船用铝合金制造技术领域,涉及一种船用5083铝合金厚板的制造方法,包括以下工艺步骤:将5083铝合金铸锭进行锯切铣面,将锯切铣面后的5083铝合金铸锭送入加热炉里在450~500℃下加热3~5h,将加热后的5083铝合金铸锭出炉进行热粗轧,热粗轧至厚度为30~75mm的中间板材,将中间板材进行在线降温,温度降至290~330℃时进行若干次轧制,其中最后一次轧制的变形量为3~4.2mm,其中热粗轧后中间板材的厚度为最终轧制后铝合金板材的2~2.5倍,最终轧制后铝合金板材的下线温度为180~250℃
一种铝合金厚板及其生产方法.pdf
本发明公开了一种铝合金厚板及其生产方法。该厚板的化学成分及质量百分比为:Si0~0.10%,Fe0~0.20%,Mn0.5~0.80%,Mg4.1~4.6%,Cr0.15~0.20%,Zn0~0.15%,Ti0~0.10%,余量为Al。方法包括:配料→熔炼→转炉→炉侧精炼→静置→铸造→锯切→铣面→铸锭均匀化处理→热粗轧→再结晶温度以下带温轧制→预拉伸→稳定化退火→成品。本发明缩短了工艺周期,降低工艺成本,同时,降低Fe、Si对抗腐蚀性和焊接性不利的影响,整体上提高了获得高品质的船用铝合金板材
一种6系铝合金厚板制备方法.pdf
本发明公开了一种6系铝合金厚板制备方法,工艺步骤包括熔铸、时效热处理、机加工,除去了中间的均热、轧制、固溶淬火等步骤,通过一定的熔铸以及时效热处理工艺参数,获得跟传统方法相近的性能,从而解决了传统方法受制于轧机开口度、固溶热处理炉膛高度的问题,便于制备厚度更厚的板带材,且具有能够生产圆柱形产品的优势;由于除去了中间的均热、轧制、固溶淬火等步骤,因此工序短、成本低、能耗小,工艺控制过程更短,有助于提高生产效率。
一种宽厚板坯的制造方法.pdf
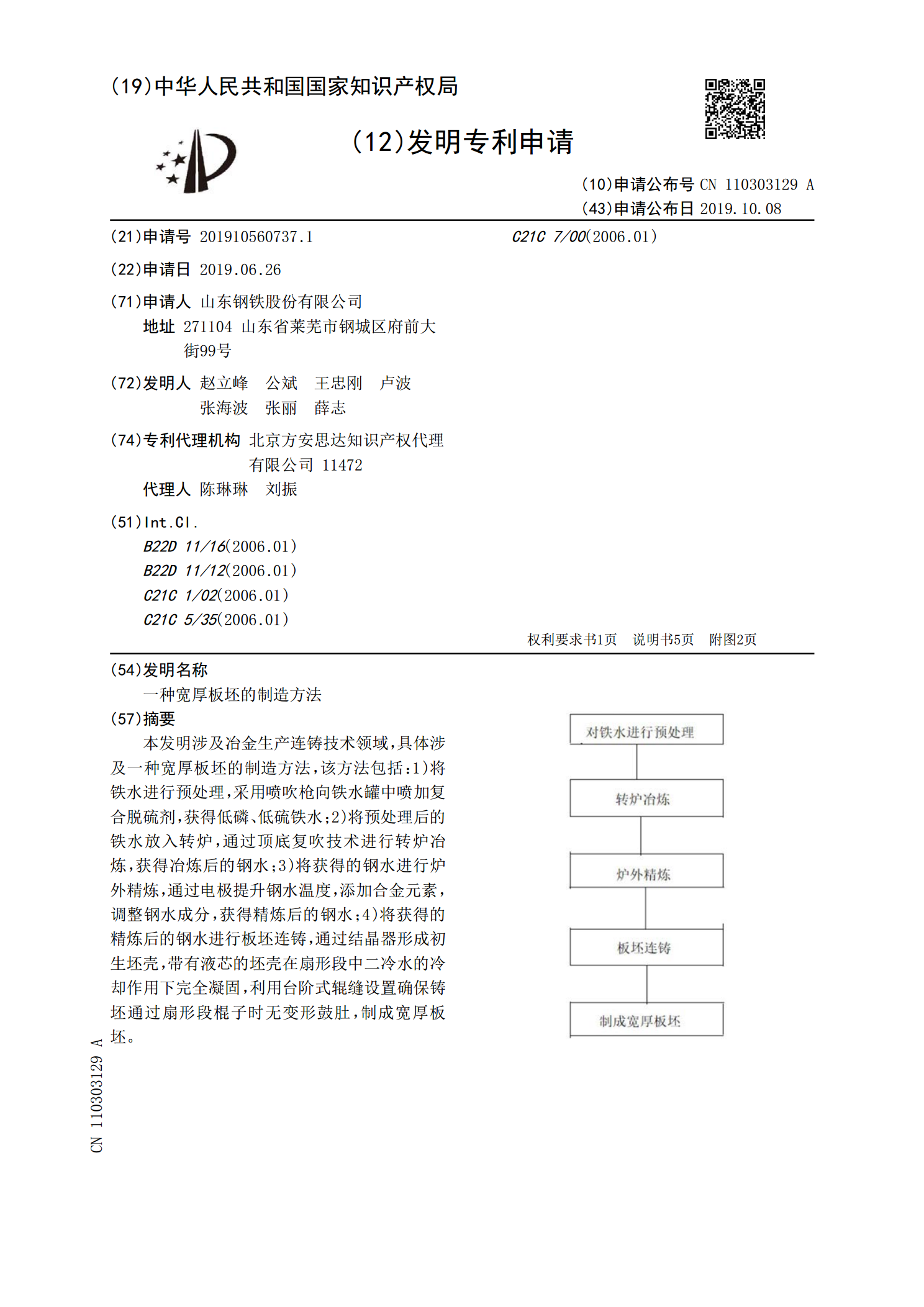
本发明涉及冶金生产连铸技术领域,具体涉及一种宽厚板坯的制造方法,该方法包括:1)将铁水进行预处理,采用喷吹枪向铁水罐中喷加复合脱硫剂,获得低磷、低硫铁水;2)将预处理后的铁水放入转炉,通过顶底复吹技术进行转炉冶炼,获得冶炼后的钢水;3)将获得的钢水进行炉外精炼,通过电极提升钢水温度,添加合金元素,调整钢水成分,获得精炼后的钢水;4)将获得的精炼后的钢水进行板坯连铸,通过结晶器形成初生坯壳,带有液芯的坯壳在扇形段中二冷水的冷却作用下完全凝固,利用台阶式辊缝设置确保铸坯通过扇形段棍子时无变形鼓肚,制成宽厚板坯