
一种6系铝合金厚板制备方法.pdf

灵慧****89

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种6系铝合金厚板制备方法.pdf
本发明公开了一种6系铝合金厚板制备方法,工艺步骤包括熔铸、时效热处理、机加工,除去了中间的均热、轧制、固溶淬火等步骤,通过一定的熔铸以及时效热处理工艺参数,获得跟传统方法相近的性能,从而解决了传统方法受制于轧机开口度、固溶热处理炉膛高度的问题,便于制备厚度更厚的板带材,且具有能够生产圆柱形产品的优势;由于除去了中间的均热、轧制、固溶淬火等步骤,因此工序短、成本低、能耗小,工艺控制过程更短,有助于提高生产效率。
一种6系铝合金的制备方法.pdf
本发明公开了一种6系铝合金的制备方法,包括以下步骤:将电解铝液、Mg、Cu、Al-Mn中间合金和Al-Si中间合金在熔炼炉中合金化,得到第一合金熔液;将所述第一合金熔液精炼、除气、除渣、搅拌和扒渣处理后,加入Al-Ti-B中间合金进行细化处理,得到第二合金熔液;利用半连续铸造法对所述第二合金熔液铸造,得到6系铝合金铸锭。本发明以电解铝液为原料,控制铸造温度与铸造速度,利用半连续铸造法制备得到6系铝合金铸锭,制备的6系铝合金铸锭具有化学成分稳定性好、铸锭表面质量良好、铸锭显微组织均匀致密和热加工性能良好等特
一种航空用高损伤容限2系铝合金厚板的制备方法.pdf
一种航空用高损伤容限2系铝合金厚板的制备方法,包括如下步骤:步骤一:将铸锭采用双级加热工艺;步骤二:步骤一均热后的铸锭推进加热炉中,预加热温度470‑485℃,保温2‑10h,开始轧制,控制终轧温度小于等于350℃,热粗轧从440mm后热轧粗轧至25‑40mm厚度,采用30‑35道次热轧工艺;步骤三:步骤二热轧完成后,热轧板材在辊底炉中控制温度495‑500℃下固溶,保温时间控制在60‑90min,进行淬火处理;步骤四:步骤三淬火后的板材在放置8‑14h内进行预拉伸,拉伸变形量控制的2.0‑3.0%之间,
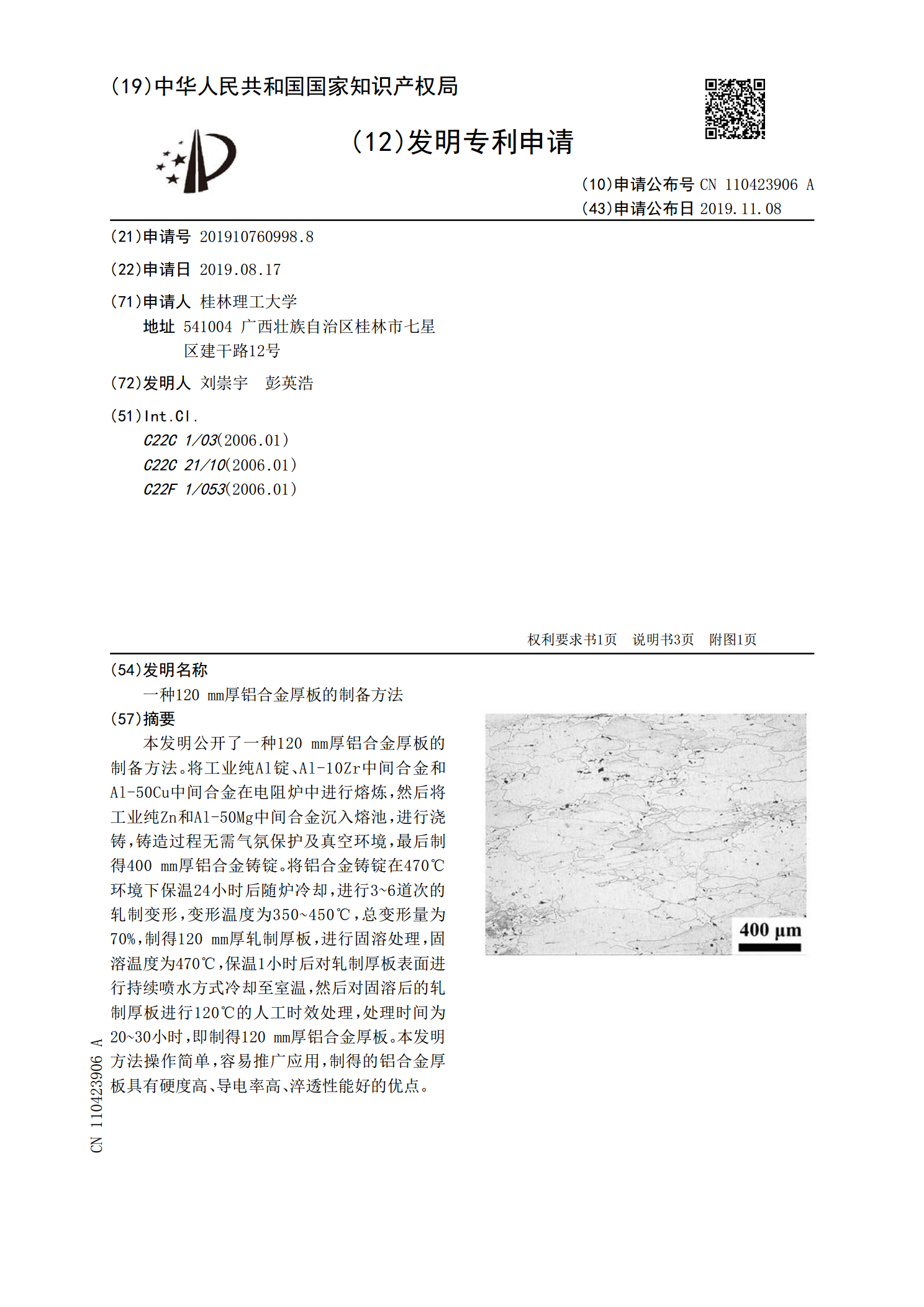
一种120 mm厚铝合金厚板的制备方法.pdf
本发明公开了一种120mm厚铝合金厚板的制备方法。将工业纯Al锭、Al‑10Zr中间合金和Al‑50Cu中间合金在电阻炉中进行熔炼,然后将工业纯Zn和Al‑50Mg中间合金沉入熔池,进行浇铸,铸造过程无需气氛保护及真空环境,最后制得400mm厚铝合金铸锭。将铝合金铸锭在470℃环境下保温24小时后随炉冷却,进行3~6道次的轧制变形,变形温度为350~450℃,总变形量为70%,制得120mm厚轧制厚板,进行固溶处理,固溶温度为470℃,保温1小时后对轧制厚板表面进行持续喷水方式冷却至室温,然后对固溶
一种超平铝合金中厚板制备方法.pdf
本发明公开一种超平铝合金中厚板制备方法,包括以下步骤:熔铸、机加工、预热、轧制、拉伸、热处理退火、锯切,热处理退火中,温度范围为300‑550℃,时间为3~48h,退火板材产品放置于平整的平台上,且退火板材上堆放平整的压块,退火后随炉或出炉自然冷却。本发明通过在热处理退火中,退火板材产品放置于平整的平台上,且退火板材上堆放平整的压块,退火后随炉或出炉自然冷却,从而可以进一步提高产品不平度,尤其是垂直加工方向不平度的改善更为显著,使得成品整板更加平整,以满足更高的使用要求。