
一种冷轧辊调质超高温短时回火方法.pdf

哲妍****彩妍

1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧辊调质超高温短时回火方法.pdf
本发明公开了一种冷轧辊调质超高温短时回火方法,包括以下步骤:将锻钢冷轧辊装炉,按工艺分阶段加热;调质淬火设备参数:40~50r/min,水压0.4~0.6MPa;加经过加热后的轧辊吊出,放置于调质淬火设备上,冷轧辊辊身进行喷淬水冷20~60min,待轧辊辊身温度低于230℃,调质淬火结束;将调质淬火结束后的轧辊导入电阻炉内按以下工艺升温350℃持续加热3~8小时,当到达640~680℃后保温4~6小时,待炉温降至300℃后出炉;对轧辊进行硬度检测后入库。本发明有效控制了反应总时间,提高了生产效率,节约了能
一种冷轧辊调质方法.pdf
本发明公开了一种冷轧辊调质方法,其特征在于:所述的调质方法采用自来水作为冷却介质,采取喷淬冷却和风冷相结合的方式冷却,具体步骤进行:(1)根据材质成分,将冷轧辊整体加热到760℃~830℃并保温;(2)吊喷淬机床上进行喷淬冷却15min~30min;(3)当冷却至350℃~450℃后停止喷淬冷却;(4)之后吊出风冷至250℃~300℃并保温2h~4h;(5)冷却工艺完成后,立即进电阻炉回火;(6)回火工序完成后即完成该调质过程。本发明的调质方法冷却速度快,热处理后组织细密、性能好;能够可连续生产,不存在因
一种2Cr13钢控轧控冷后高温回火代替调质处理方法.pdf
本发明涉及热处理技术领域,具体地说是涉及一种2Cr13钢控轧控冷后高温回火代替调质处理方法。本发明一种2Cr13钢控轧控冷后高温回火代替调质处理方法采用车底式回火炉2Cr13钢控轧控冷加高温回火代替调质处理,其工艺条件为:700℃±10℃,2~4h空冷。本发明提供2Cr13钢控轧控冷+高温回火代替调质处理工艺,打破了钢材的传统供货方式,对用户使用及制造加工企业产生重大影响,并将带动相关工艺技术的发展。2Cr13钢经970~1050℃淬火(油、水、空)+500~750℃回火(油、水、空),可得到强韧配合良好
一种1Cr13钢冷拔后回火热处理代替调质处理方法.pdf
本发明涉及热处理技术领域,具体地说是涉及一种1Cr13钢冷拔后回火热处理代替调质处理方法。本发明一种1Cr13钢冷拔后回火热处理代替调质处理方法所述的1Cr13钢冷拔后经580℃~680℃回火,出炉空冷。本发明有如下有益效果:本发明提供的1Cr13钢冷拔后+热处理代替调质处理工艺,为用户省略了调质处理工艺,用户生产效率大幅度提高,生产制造成本大幅度降低,满足了用户使用要求。
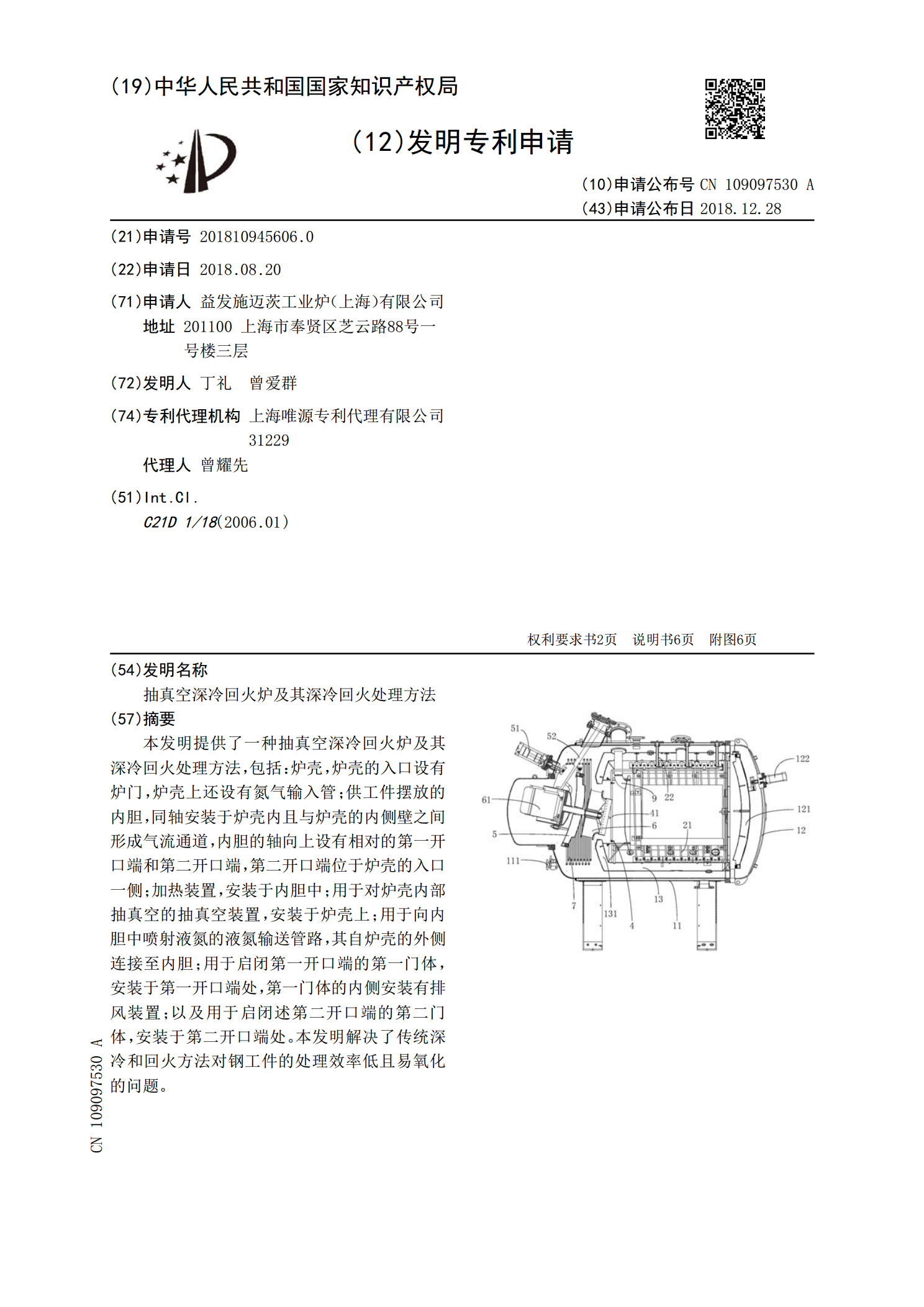
抽真空深冷回火炉及其深冷回火处理方法.pdf
本发明提供了一种抽真空深冷回火炉及其深冷回火处理方法,包括:炉壳,炉壳的入口设有炉门,炉壳上还设有氮气输入管;供工件摆放的内胆,同轴安装于炉壳内且与炉壳的内侧壁之间形成气流通道,内胆的轴向上设有相对的第一开口端和第二开口端,第二开口端位于炉壳的入口一侧;加热装置,安装于内胆中;用于对炉壳内部抽真空的抽真空装置,安装于炉壳上;用于向内胆中喷射液氮的液氮输送管路,其自炉壳的外侧连接至内胆;用于启闭第一开口端的第一门体,安装于第一开口端处,第一门体的内侧安装有排风装置;以及用于启闭述第二开口端的第二门体,安装于