
一种冷轧辊调质方法.pdf

文光****iu

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧辊调质方法.pdf
本发明公开了一种冷轧辊调质方法,其特征在于:所述的调质方法采用自来水作为冷却介质,采取喷淬冷却和风冷相结合的方式冷却,具体步骤进行:(1)根据材质成分,将冷轧辊整体加热到760℃~830℃并保温;(2)吊喷淬机床上进行喷淬冷却15min~30min;(3)当冷却至350℃~450℃后停止喷淬冷却;(4)之后吊出风冷至250℃~300℃并保温2h~4h;(5)冷却工艺完成后,立即进电阻炉回火;(6)回火工序完成后即完成该调质过程。本发明的调质方法冷却速度快,热处理后组织细密、性能好;能够可连续生产,不存在因
一种冷轧辊调质超高温短时回火方法.pdf
本发明公开了一种冷轧辊调质超高温短时回火方法,包括以下步骤:将锻钢冷轧辊装炉,按工艺分阶段加热;调质淬火设备参数:40~50r/min,水压0.4~0.6MPa;加经过加热后的轧辊吊出,放置于调质淬火设备上,冷轧辊辊身进行喷淬水冷20~60min,待轧辊辊身温度低于230℃,调质淬火结束;将调质淬火结束后的轧辊导入电阻炉内按以下工艺升温350℃持续加热3~8小时,当到达640~680℃后保温4~6小时,待炉温降至300℃后出炉;对轧辊进行硬度检测后入库。本发明有效控制了反应总时间,提高了生产效率,节约了能
一种小直径冷轧辊的调质工艺.pdf
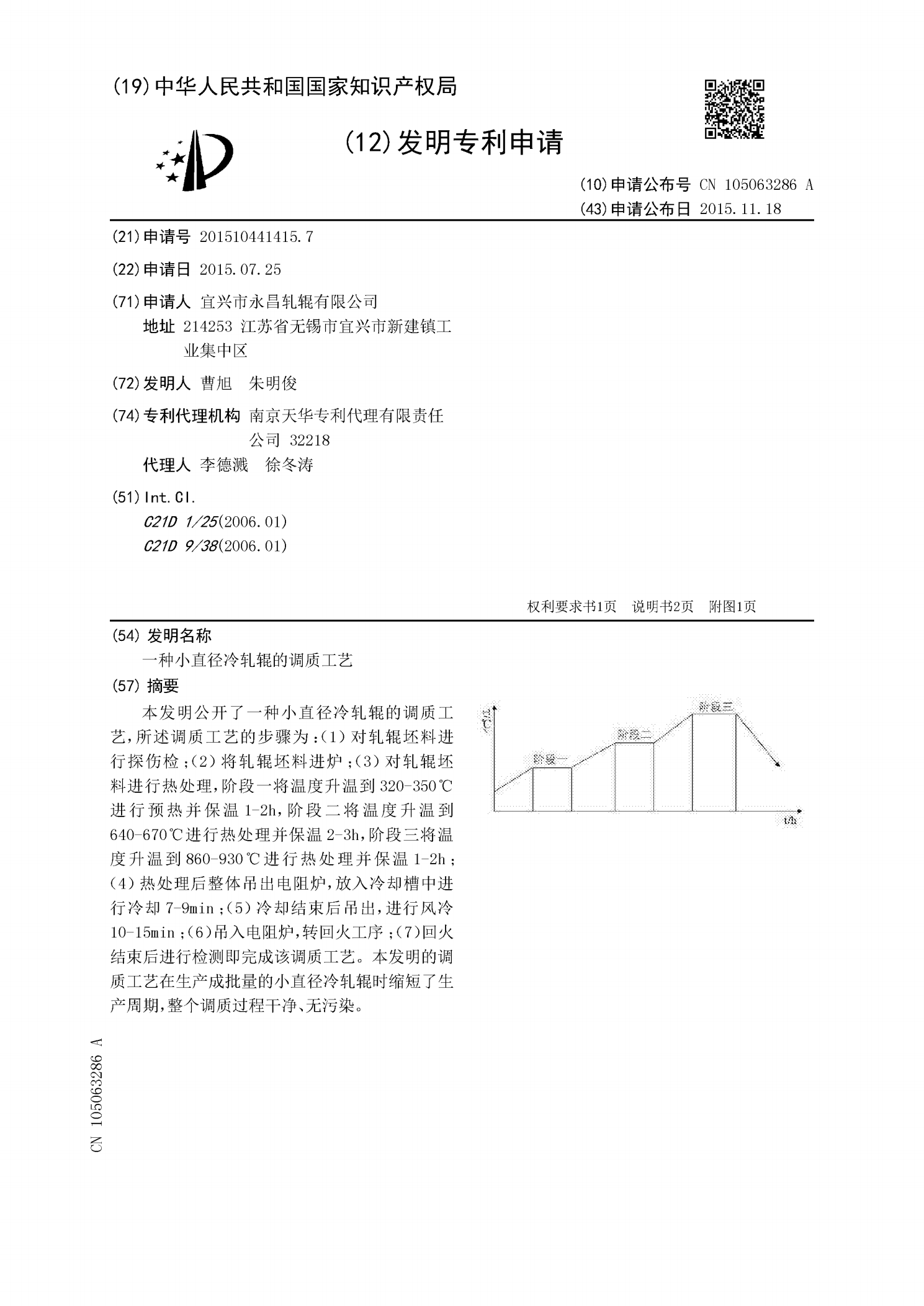
本发明公开了一种小直径冷轧辊的调质工艺,所述调质工艺的步骤为:(1)对轧辊坯料进行探伤检;(2)将轧辊坯料进炉;(3)对轧辊坯料进行热处理,阶段一将温度升温到320-350℃进行预热并保温1-2h,阶段二将温度升温到640-670℃进行热处理并保温2-3h,阶段三将温度升温到860-930℃进行热处理并保温1-2h;(4)热处理后整体吊出电阻炉,放入冷却槽中进行冷却7-9min;(5)冷却结束后吊出,进行风冷10-15min;(6)吊入电阻炉,转回火工序;(7)回火结束后进行检测即完成该调质工艺。本发明的
一种冷硬铸铁轧辊及其制备方法.pdf
本发明公开了一种冷硬铸铁轧辊及其制备方法,所述的冷硬铸铁轧辊其成分的重量百分比为按C2.8~3.7%、Si0.6~1.3%、Mn0.4~0.9%、P≤0.2%、S≤0.12%,余量为Fe。所述的制备方法包括配料、预热、熔炼、炉前快速分析、终脱氧、孕育处理、浇注。该方法铸造工艺简单,通过控制铸铁中碳、硅、磷的加入量和提高铁水过热度铸造出冷硬铸铁,特别适合用于铸造冶金轧机的轧辊。
一种用于轧辊的调质处理工艺.pdf
本发明公开了一种用于轧辊的调质处理工艺,具体为:先对轧辊进行探伤检测,将合格的轧辊放置预热管道处进行预热处理,预热温度至80‑120℃;再将预热完成后的轧辊放至淬火炉内进行淬火处理,具体为先将温度加热至560‑640℃,并保温1‑2h,再将温度加热至940‑980℃,并保温2‑4h;接着将轧辊取出,并采用风冷将温度降至460‑500℃后,采用水冷将温度降至室温;然后将轧辊放入回火炉内进行回火处理,具体为先将温度加热至260‑300℃并保温0.5‑1.5h,再将温度加热至620‑660℃并保温2‑3h;最终