
镁合金的加工方法.pdf

觅松****哥哥

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
镁合金的加工方法.pdf
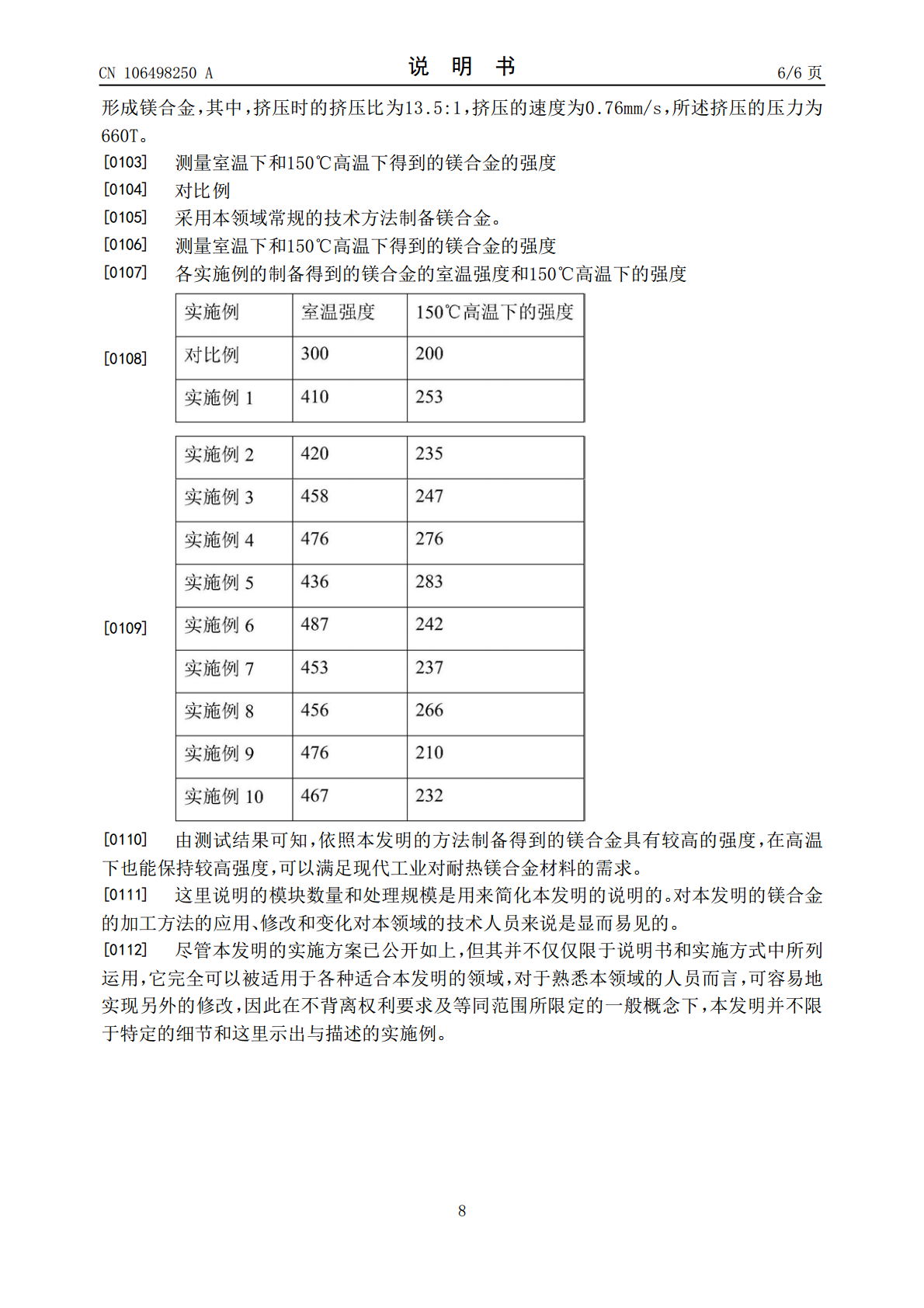
本发明公开了一种镁合金的加工方法,包括:步骤一、将硅化镁纳米粉、锌纳米粉、铝纳米粉、锂纳米粉和镁纳米粉均置于一真空感应熔炼炉的一坩埚内,所述硅化镁纳米粉、所述锌纳米粉、所述铝纳米粉、所述锂纳米粉和所述镁纳米粉的重量比例依次为2.5~3:1:5~6:3~4:80~90;步骤二、对该真空感应熔炼炉进行抽真空处理,至真空压力为‑50MPa~‑20MPa,处理20~30min;步骤三、于真空条件和惰性气体保护下,对所述坩埚加热,加热温度为550~600℃,保温40~60min;步骤四、将加热后得到的溶液进行挤压,

稀土镁合金的加工方法.pdf
本发明公开了一种稀土镁合金的加工方法,包括如下步骤:步骤一、将镁钇合金、镁钕合金、镁镝合金和镁铝合金利用高能球磨5~6h,得到混合粉末,之后将该混合粉末置于一真空感应熔炼炉的一坩埚内;步骤二、对该真空感应熔炼炉进行抽真空处理,至真空压力为‑50MPa~‑20MPa,处理20~30min;步骤三、于真空条件下,对坩埚加热,加热温度为550~600℃,保温40~60min,得到合金汤;步骤四、于惰性气体保护下,将锂纳米粉倒入该合金汤中,并混合均匀,之后进行挤压,待其冷却,并以挤锻方式成形加工,以形成镁合金,挤

镁合金铸件的生产方法、加工系统和镁合金铸件.pdf
本发明涉及合金压铸技术领域,具体公开一种镁合金铸件的生产方法、加工系统和镁合金铸件,所述生产方法包括:配制镁合金,所述镁合金的组成成分包括Mg、质量占比不大于9.2%的Al和质量占比不大于0.0007%的Be;将镁合金熔炼成镁合金液,保温待浇;在630℃~730℃之间合模浇注,依次完成升液、充型、增压、保压、留模和卸压;开模取出镁合金锭;将镁合金锭放入250℃~280℃的压铸模具进行压铸,得到镁合金铸件。本发明提供的镁合金铸件的生产方法、加工系统和镁合金铸件,能减少镁合金铸件的压铸热裂纹缺陷,提高铸件的力

镁合金及加工镁合金轮椅扶手圈的装置和方法.pdf
一种镁合金,含量为:?Al6.0%;Zn1.0%;Mn0.3%;稀土元素3.0%;Ca0.8%;其余为Mg。属于镁合金材料及其应用领域,加工镁合金轮椅扶手圈的装置,包括支架、动力装置,其特征是支架通过中心定轴设置齿盘、固定槽轮,齿盘、固定槽轮同轴,齿盘设置在固定槽轮的下方,齿盘上设置压紧轮和导向轮;动力装置包括一台调速电机,调速电机的转轴上设置主动齿轮;主动齿轮与齿盘啮合。本发明的镁合金与目前的镁合金AZ31相比,变形能力明显高于AZ31,抗拉强度高于AZ31。高稳定性的第二相增强的高塑性变形镁合金典型力
一种强化镁合金的加工方法.pdf
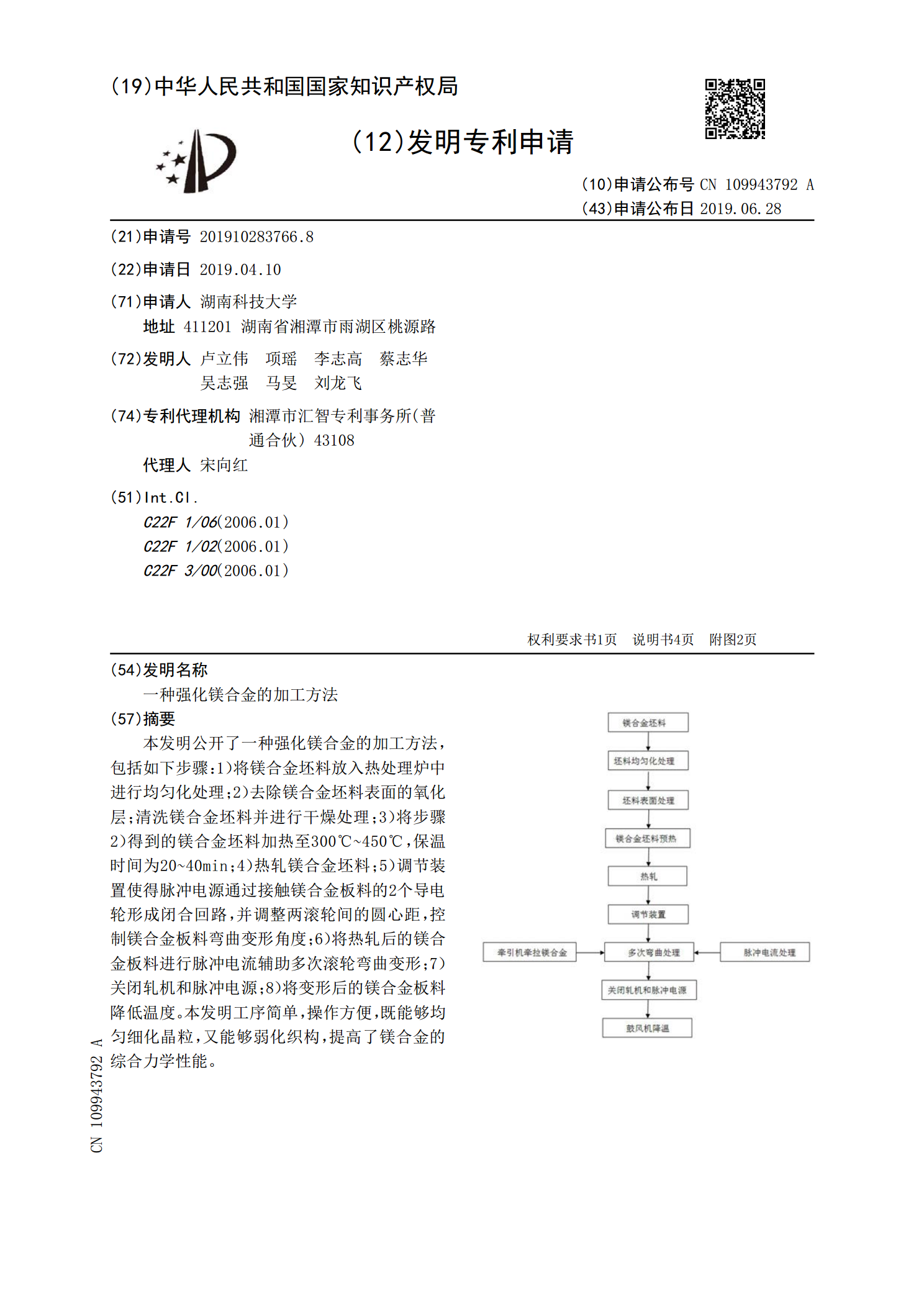
本发明公开了一种强化镁合金的加工方法,包括如下步骤:1)将镁合金坯料放入热处理炉中进行均匀化处理;2)去除镁合金坯料表面的氧化层;清洗镁合金坯料并进行干燥处理;3)将步骤2)得到的镁合金坯料加热至300℃~450℃,保温时间为20~40min;4)热轧镁合金坯料;5)调节装置使得脉冲电源通过接触镁合金板料的2个导电轮形成闭合回路,并调整两滚轮间的圆心距,控制镁合金板料弯曲变形角度;6)将热轧后的镁合金板料进行脉冲电流辅助多次滚轮弯曲变形;7)关闭轧机和脉冲电源;8)将变形后的镁合金板料降低温度。本发明工序