
一种齿轮轴复合阶梯渗碳淬火工艺.pdf

Ma****57

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮轴复合阶梯渗碳淬火工艺.pdf
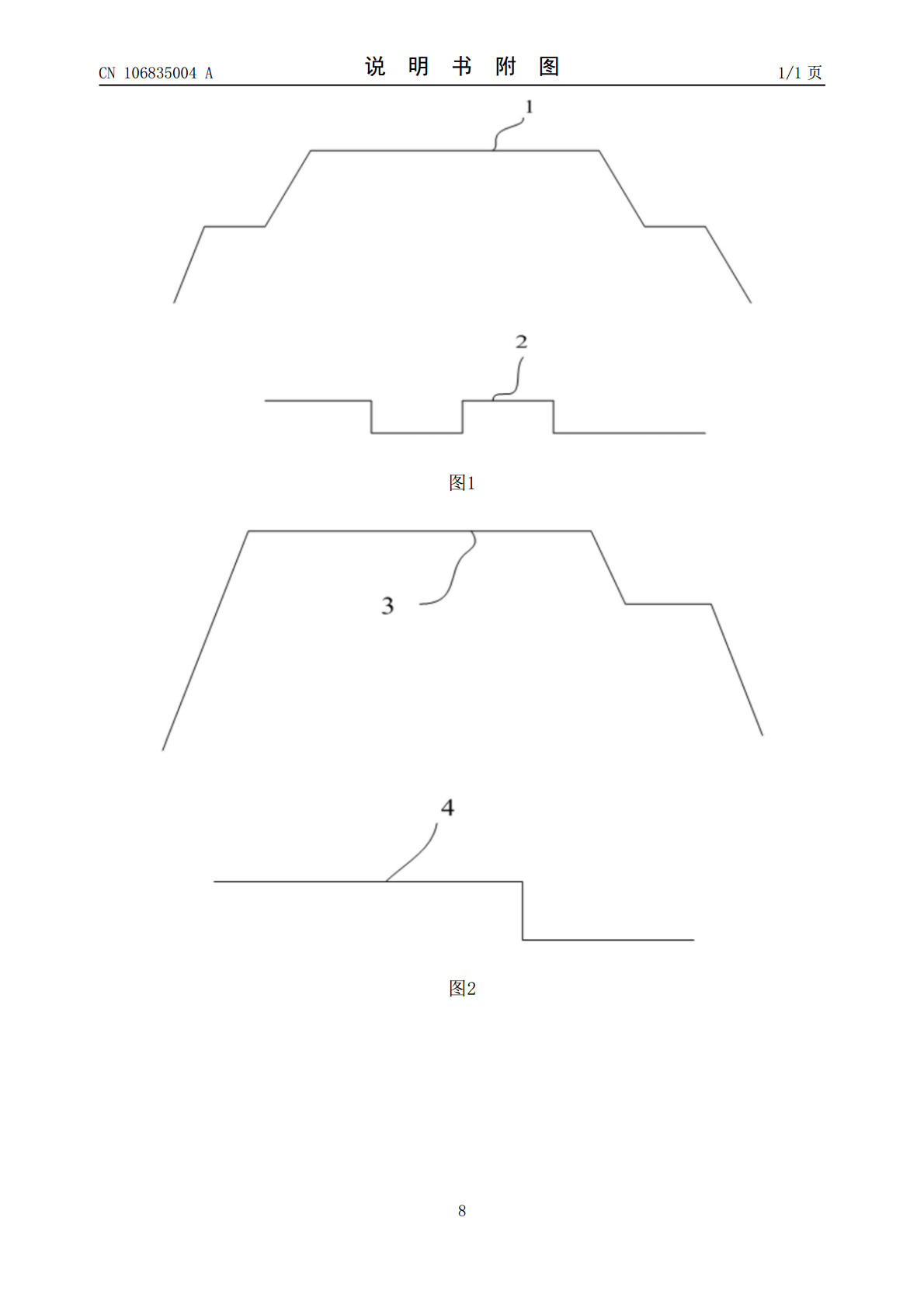
本发明属于热处理技术领域,尤其涉及一种齿轮轴复合阶梯渗碳淬火工艺。依次包括进炉升温、保温、再升温、保温阶梯渗碳、降温保温和降温出炉淬火等步骤。这种齿轮轴复合阶梯渗碳淬火工艺在工件进行渗碳前首先在相变临界点以下某一温度进行恒温处理,工件在此温度内外温度趋于一致,减小内外温差,降低了加热速度,减少热应力;在渗碳阶段采用阶梯渗碳即循环增加、降低碳原子浓度梯度,提高碳原子扩散速度,减少工件在高温下的保持时间,减少热处理变形;满足金相组织、机械性能的要求。
齿轮复合渗碳淬火工艺.pdf
本发明公开了一种齿轮复合渗碳淬火工艺,包括如下步骤:1)强渗;2)扩散;3)降温,在温度降至560~580℃时等温停留1~2小时后冷却;4)淬火加热,第一阶段的淬火温度为865~870℃,第二阶段的淬火温度为835~845℃;5)回火,回火温度为260~265℃。本发明提供的齿轮复合渗碳淬火工艺,其降低了热处理能耗,提高了重载齿轮的性能。
一种改善齿轮性能的复合渗碳淬火工艺.pdf
本发明涉及一种改善齿轮性能的复合渗碳淬火工艺,包括以下步骤:强渗,碳势在1.0-1.2%cp;扩散,碳势在0.8-1.0%cp;降温,在温度降至600-620℃时等温停留1-2h后冷却;淬火加热,包括第一阶段与第二阶段,其中第二阶段的淬火温度低于第一阶段的淬火温度;以及回火,回火温度为160-250℃。本发明将渗碳、等温和淬火结合在一起,不仅缩短了工艺时间、降低了热处理能耗、优化了工艺节能、并有效提高了重载齿轮渗碳热处理的各项技术指标如表面硬度、耐磨性、疲劳强度、心部强韧性。
渗碳淬火工艺.pdf
本申请提供了一种渗碳淬火工艺,包括如下步骤:将放置有工件的渗碳炉的炉内温度控制在600℃‑700℃并维持第一设定时间;然后将炉内温度升温至800℃‑900℃以及将所述渗碳炉内的碳势控制在0.5%‑0.7%之间,并维持第二设定时间;然后对工件进行渗碳处理步骤;再对工件进行淬火处理步骤。该工艺稳定性好,工件的组织均匀,热处理后的工件具有良好的微观性能和机械性能,通过热处理后的工件制造的齿轮性能优良,使用寿命长。

齿轮轴渗碳淬火吊挂装置.pdf
齿轮轴渗碳淬火吊挂装置,由吊柱、上支板、下支板、底板和五根相同的立柱构成;吊柱通过上支板和下支板的中心孔,并与上支板、下支板、底板焊接固定,吊柱的顶部设有吊装孔;五根立柱分别通过上支板和下支板上呈圆周均匀分布的孔,并与上支板、下支板、底板焊接固定,五根立柱的顶端与上支板的平齐,五根立柱的直径与吊柱的直径相等;上支板上设有呈圆周均匀分布的五个用于放置齿轮轴的通孔,还在两个直径不相等的圆周上分别设有均匀分布的五个油孔;下支板的结构与上支板的结构相同;底板上设有呈圆周均匀分布的四个油孔。利用本发明对齿轮轴进行渗