
一种高韧性高耐蚀型耐候钢板及其制造方法.pdf

一条****杉淑

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高韧性高耐蚀型耐候钢板及其制造方法.pdf
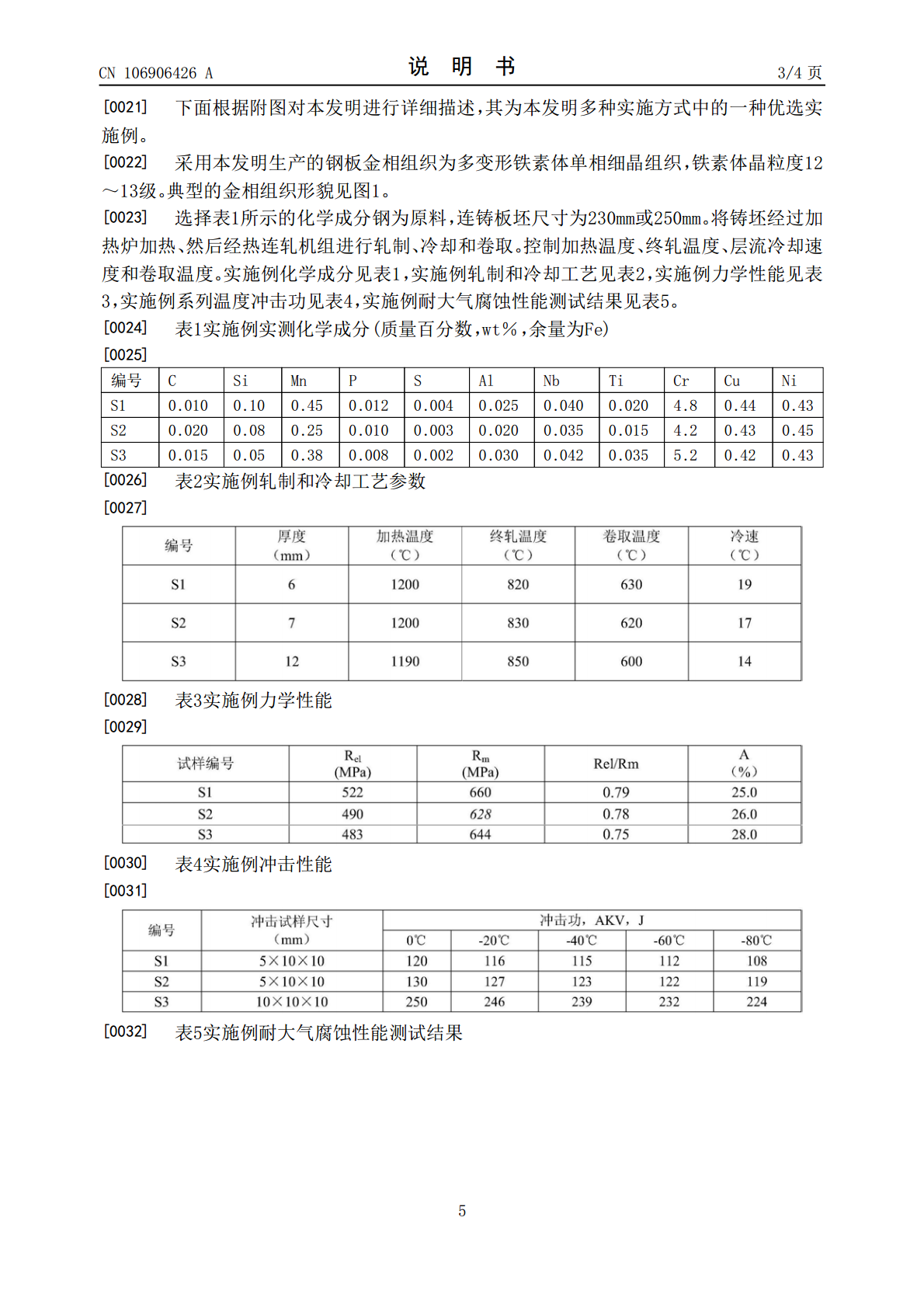
本发明涉及一种高韧性高耐蚀型耐候钢板,其化学成分重量百分含量为C:≤0.03%;Si:≤0.10%;Mn:0.10~0.50%;P:≤0.015%;S:≤0.005%;Nb:0.030~0.050%;Ti:0.020~0.050%;Cr:4.0~6.0%;Ni:0.40~0.60%;Cu:0.40~0.60%;Al:0.020~0.060%;余量为Fe及不可避免的夹杂;通过铁水预处理、转炉冶炼、精炼、连铸、热连轧、层流冷却、卷取,能够保证钢板的稳定生产。所生产的钢板屈服强度为480~550MPa,抗拉强度

一种高耐蚀耐候钢及其制造方法.pdf
本发明公开了一种高耐蚀耐候钢,其化学元素质量百分配比为:C:0.03‑0.05%,Si:0.03‑0.05%,Mn:0.8‑1.2%,Cu:0.1‑0.2%,Cr:6.8‑8.2%,Ni:0.05‑0.15%,Mo:0.15‑0.25%,Al:0.03‑0.05%,余量为Fe和其他不可避免的杂质。此外,本发明还公开了一种上述的高耐蚀耐候钢的制造方法,其包括步骤:(1)冶炼和浇铸;(2)再加热:铸坯被再加热到1200℃‑1260℃;(3)粗轧;(4)精轧;(5)卷取;(6)冷却至室温。该高耐蚀耐候钢具有较高
高耐蚀耐候钢的制造方法.pdf
本申请提供了一种高耐蚀耐候钢的制造方法,所述制造方法包括依次进行如下工艺步骤:S1)转炉钢水冶炼步骤;S2)采用钢液真空循环脱气法对所述铁水进行精炼;S3)利用钢包精炼炉对所述铁水进行精炼;S4)对所述铁水进行连铸,获得板坯,对所述板坯进行加热、轧制、冷却和卷取得到所述的高耐蚀耐候钢;其中S2)步骤必须在S3)步骤前进行,且S1)步骤中,转炉终点控制C≤0.03‑0.06wt%,出钢温度控制在1690±20℃。最终产品的屈服强度R
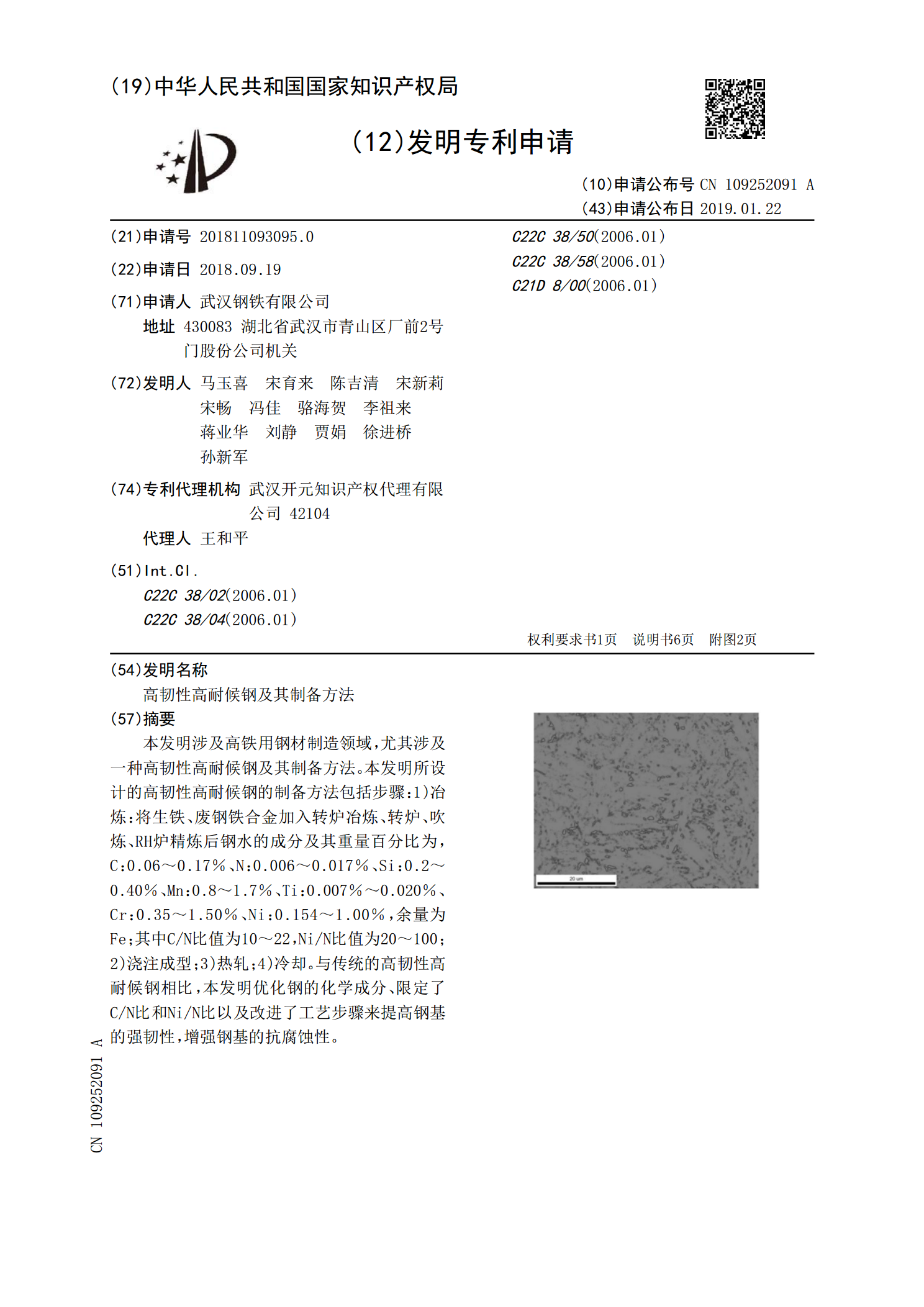
高韧性高耐候钢及其制备方法.pdf
本发明涉及高铁用钢材制造领域,尤其涉及一种高韧性高耐候钢及其制备方法。本发明所设计的高韧性高耐候钢的制备方法包括步骤:1)冶炼:将生铁、废钢铁合金加入转炉冶炼、转炉、吹炼、RH炉精炼后钢水的成分及其重量百分比为,C:0.06~0.17%、N:0.006~0.017%、Si:0.2~0.40%、Mn:0.8~1.7%、Ti:0.007%~0.020%、Cr:0.35~1.50%、Ni:0.154~1.00%,余量为Fe;其中C/N比值为10~22,Ni/N比值为20~100;2)浇注成型;3)热轧;4)冷却
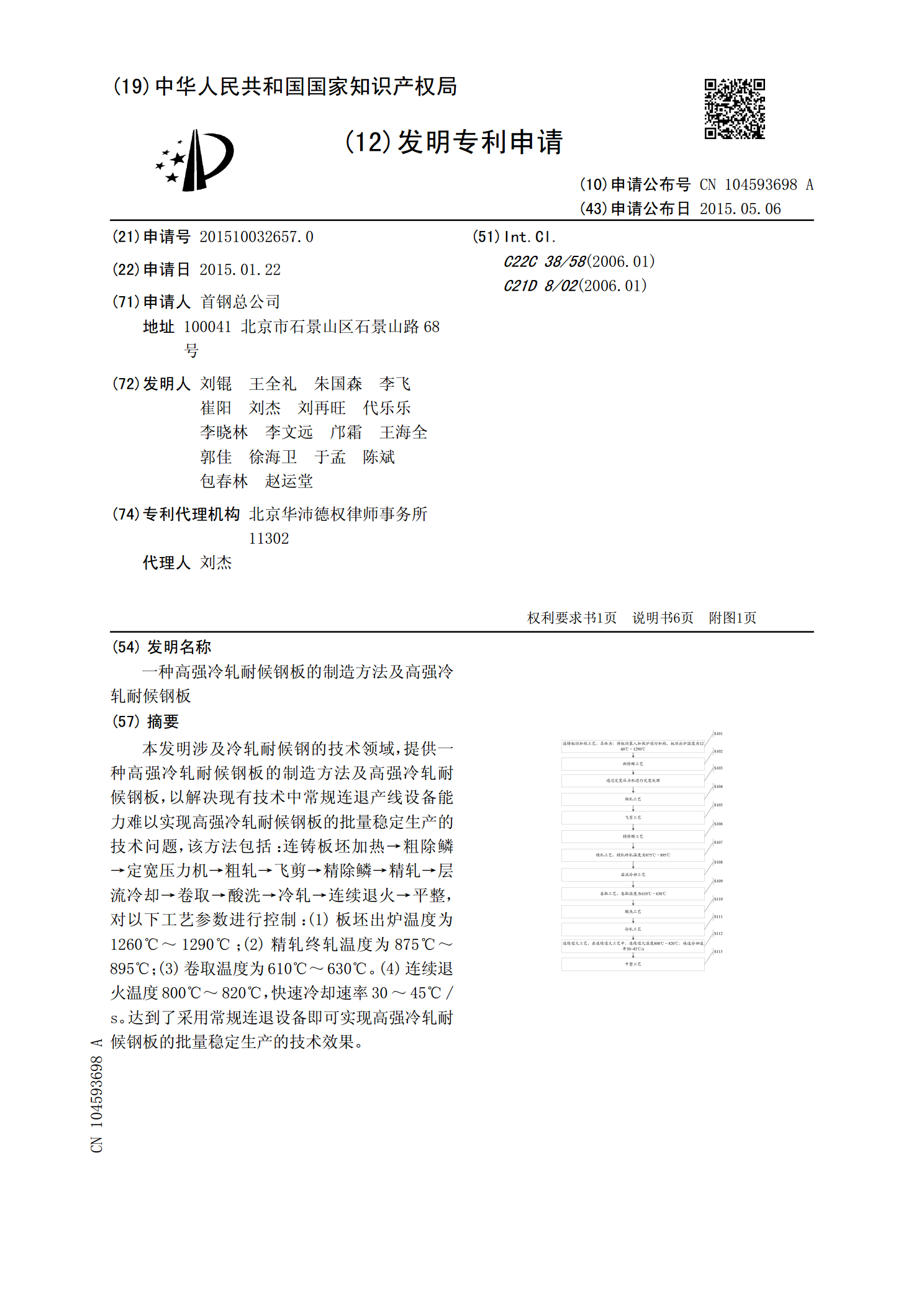
一种高强冷轧耐候钢板的制造方法及高强冷轧耐候钢板.pdf
本发明涉及冷轧耐候钢的技术领域,提供一种高强冷轧耐候钢板的制造方法及高强冷轧耐候钢板,以解决现有技术中常规连退产线设备能力难以实现高强冷轧耐候钢板的批量稳定生产的技术问题,该方法包括:连铸板坯加热→粗除鳞→定宽压力机→粗轧→飞剪→精除鳞→精轧→层流冷却→卷取→酸洗→冷轧→连续退火→平整,对以下工艺参数进行控制:(1)板坯出炉温度为1260℃~1290℃;(2)精轧终轧温度为875℃~895℃;(3)卷取温度为610℃~630℃。(4)连续退火温度800℃~820℃,快速冷却速率30~45℃/s。达到了采用