
高韧性高耐候钢及其制备方法.pdf

猫巷****晓容

1/10

2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高韧性高耐候钢及其制备方法.pdf
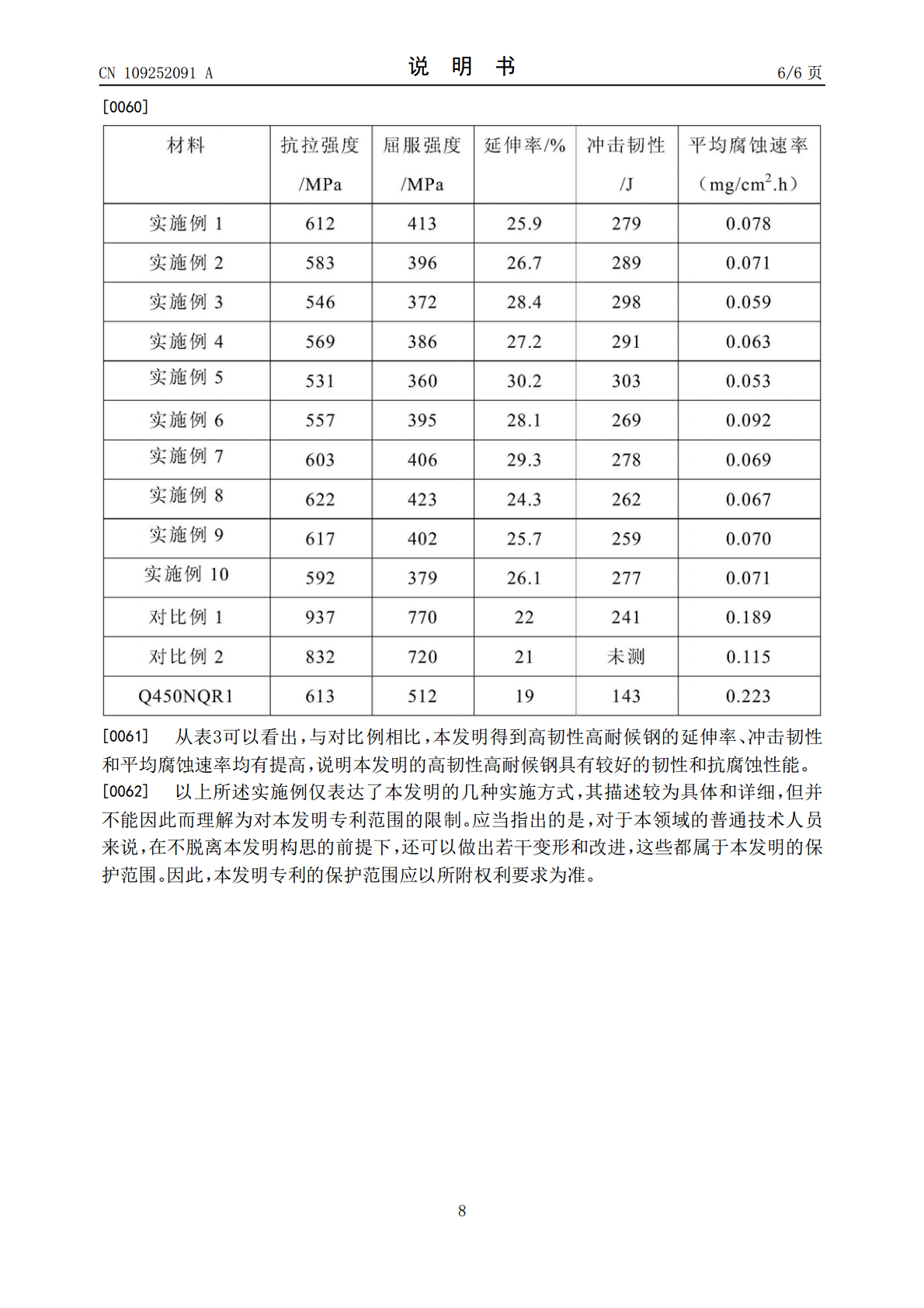
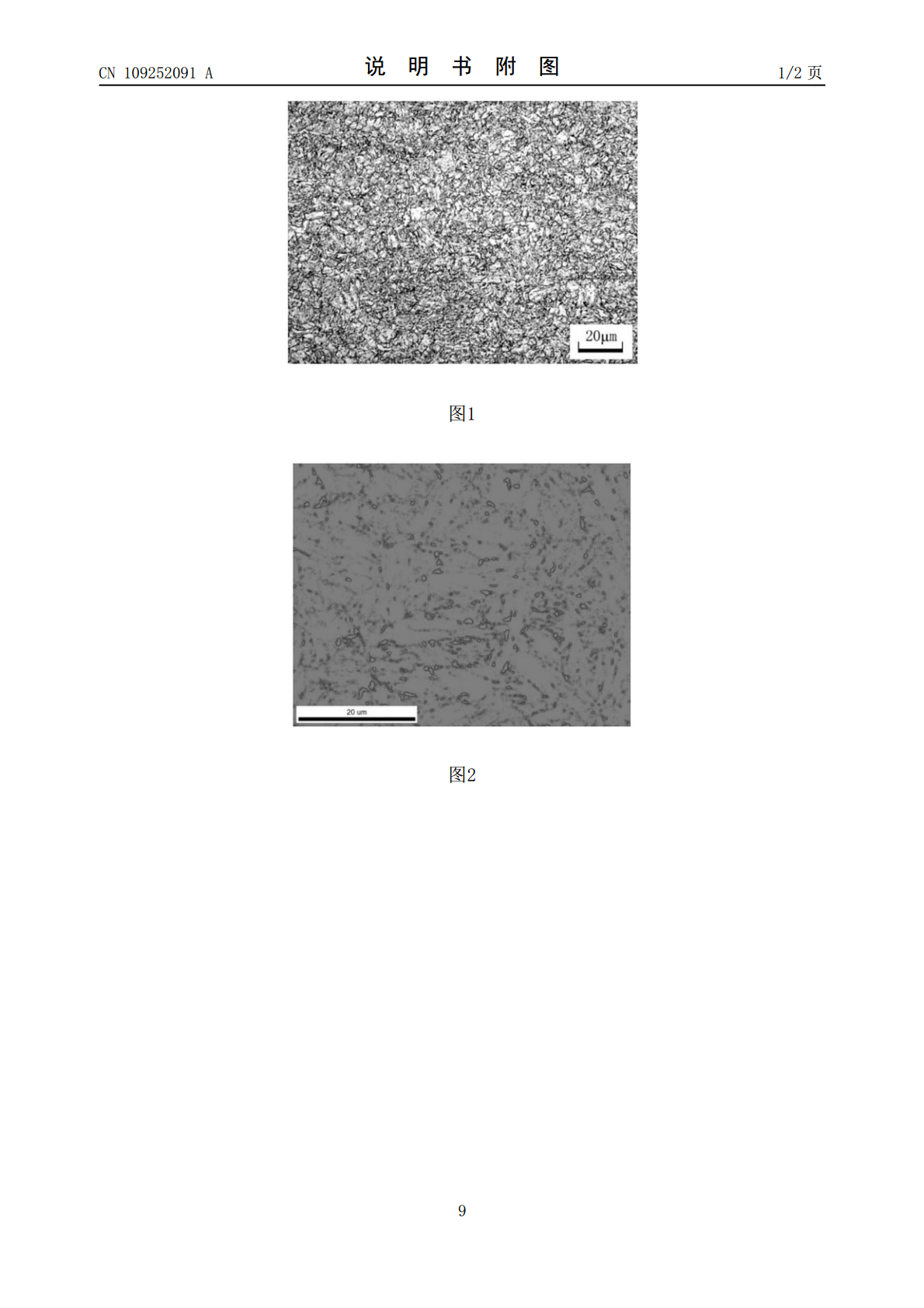
本发明涉及高铁用钢材制造领域,尤其涉及一种高韧性高耐候钢及其制备方法。本发明所设计的高韧性高耐候钢的制备方法包括步骤:1)冶炼:将生铁、废钢铁合金加入转炉冶炼、转炉、吹炼、RH炉精炼后钢水的成分及其重量百分比为,C:0.06~0.17%、N:0.006~0.017%、Si:0.2~0.40%、Mn:0.8~1.7%、Ti:0.007%~0.020%、Cr:0.35~1.50%、Ni:0.154~1.00%,余量为Fe;其中C/N比值为10~22,Ni/N比值为20~100;2)浇注成型;3)热轧;4)冷却
高耐蚀耐候钢及其制备方法和应用.pdf
本发明公开了一种高耐蚀耐候钢及其制备方法和应用,属于钢铁冶炼技术领域。高耐蚀耐候钢,其化学成分按质量百分比为C≤0.12%,Si1.90‑2.30%,Mn≤1.50%,P0.030‑0.070%,S≤0.015%,Cr1.90‑2.30%,Ni0.10‑0.40%,Cu0.20‑0.60%,Als≥0.010%,余量为Fe及不可避免杂质;制备方法为:铁水脱硫→转炉冶炼→LF→RH→LF→板坯连铸→热轧→层流冷却→卷取。本发明的高耐蚀耐候钢耐大气腐蚀性指数I为11.03‑12.19,具有优良的耐大气腐蚀性能
耐候钢及其制备方法和制品.pdf
本申请公开了耐候钢及其制备方法和制品。方法包括提供经RH精炼的钢水,钢水的成分及含量为:碳0.050wt%~0.065wt%,硅0.15wt%~0.40wt%,锰0.3wt%~0.75wt%,钛0.065wt%~0.085wt%,铬1.2wt%~1.8wt%,Al0.4wt%~0.8wt%,硫≤0.015wt%,磷≤0.025wt%,余量为Fe及含量≤0.045wt%的杂质;对钢水进行连铸得到板坯;对板坯进行加热以提高板坯的温度;加热炉靠前部分的加热炉段的加热温度为1200℃~1280℃,板坯出炉温度为
耐候钢及其制备方法和应用.pdf
本发明公开了一种耐候钢及其制备方法和应用,属于钢铁冶炼技术领域。耐候钢,其化学成分按质量百分比为:C≤0.12%,Si0.60‑1.00%,Mn≤1.50%,P0.030‑0.070%,S≤0.015%,Cr0.80‑1.20%,Ni0.10‑0.40%,Cu0.20‑0.60%,Als≥0.010%,余量为Fe及不可避免的杂质。制备方法为:铁水脱硫→转炉冶炼→LF→RH→LF→板坯连铸→热轧→层流冷却→卷取。本发明的耐候钢耐大气腐蚀性指数I高达7.77‑8.93,实现了产品优良的耐大气腐蚀性能,可在炎热
一种高耐候卷钢涂料及其制备方法.pdf
一种高耐候卷钢涂料,包括以下重量份的组分:改性丙烯酸树脂30?40份,聚酯树脂10?20份,氨基树脂10?20份,硫酸钡6?8份,纳米碳酸钙6?10份,增塑剂1?3份和流平剂1?3份。本发明的高耐候卷钢涂料及其制备方法,所得涂料形成的涂层的具有良好的耐候性、耐磨性能以及耐腐蚀性能。