
一种高强冷轧耐候钢板的制造方法及高强冷轧耐候钢板.pdf

是你****松呀


1/9

2/9
3/9

4/9

5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强冷轧耐候钢板的制造方法及高强冷轧耐候钢板.pdf
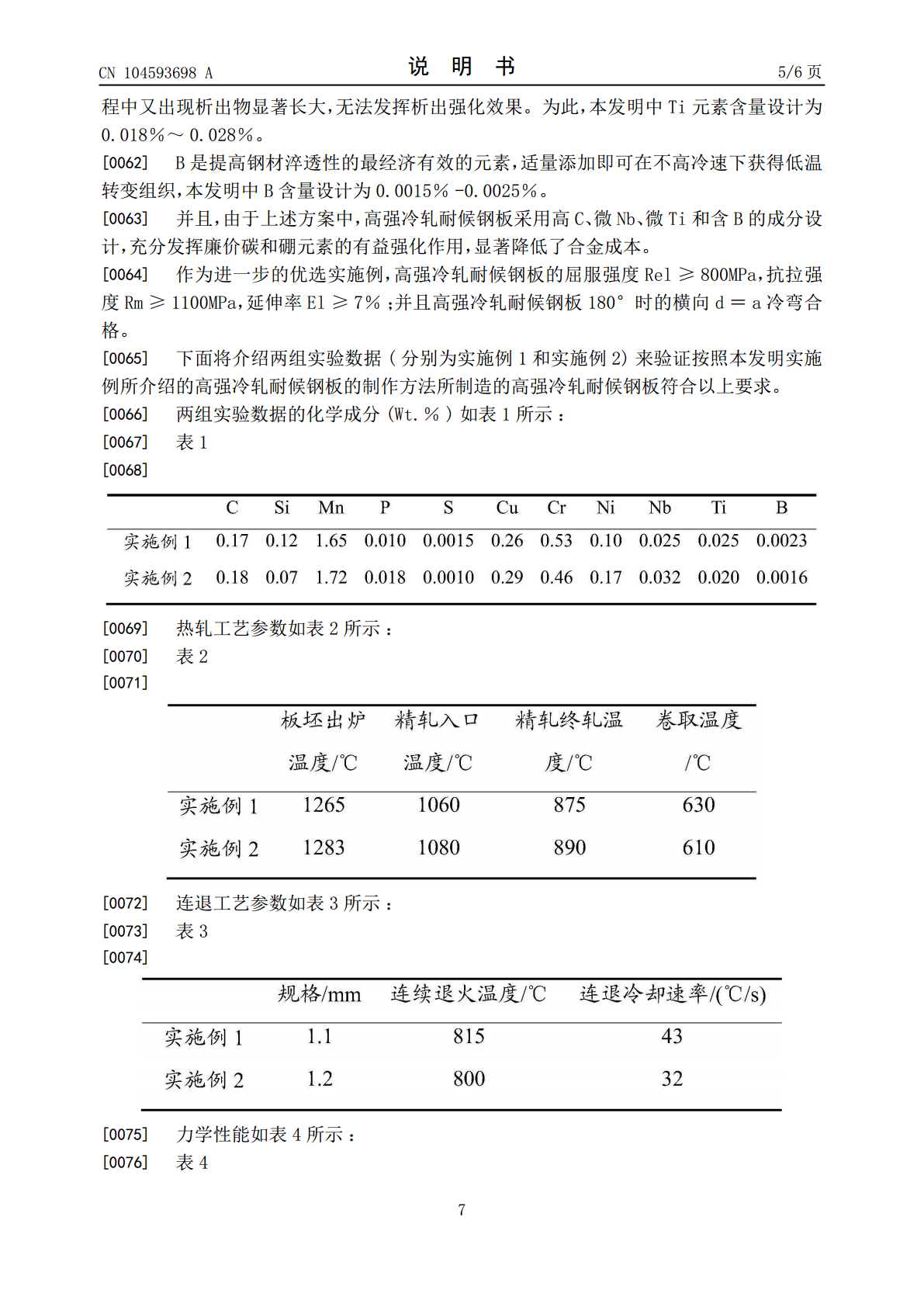
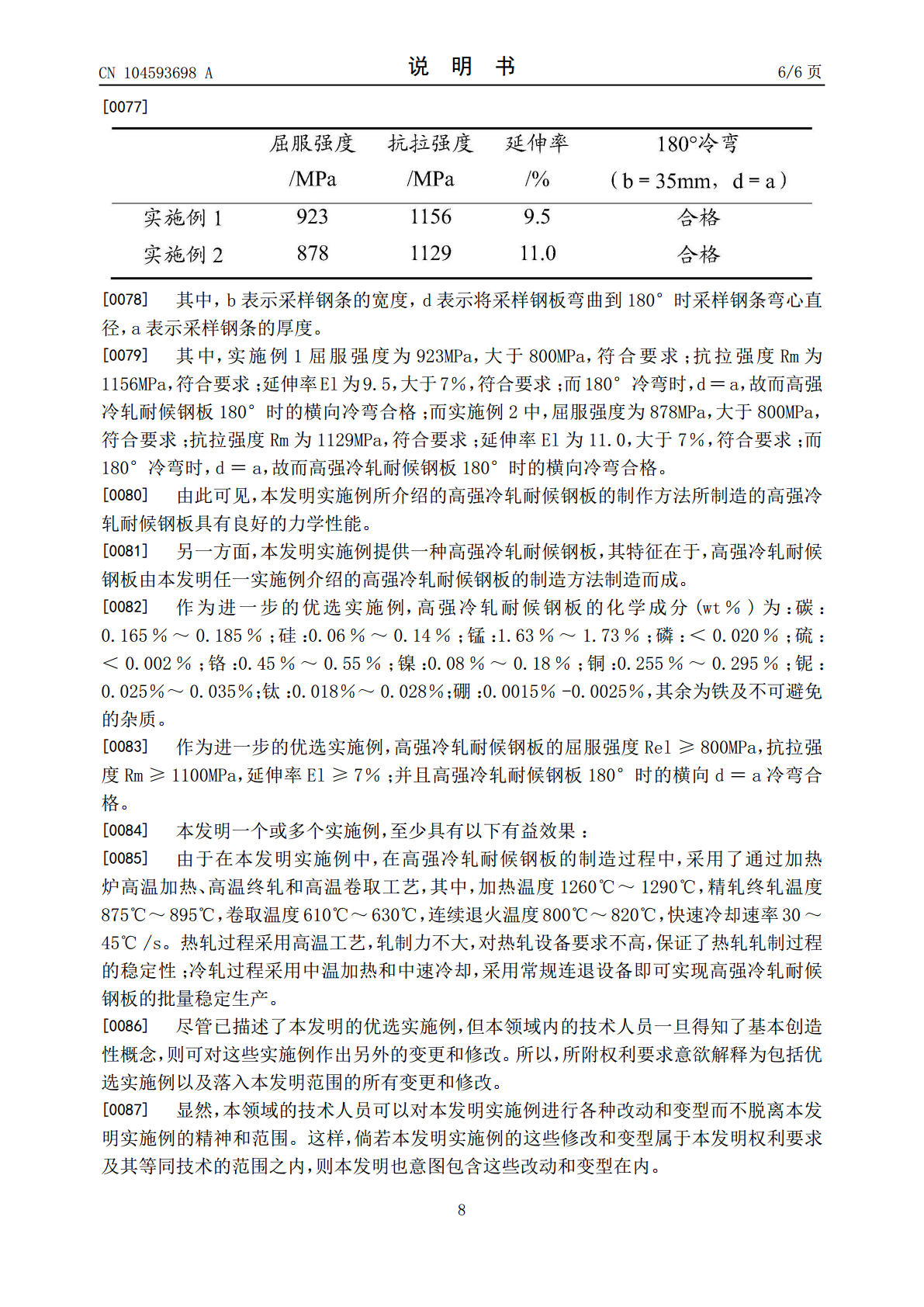
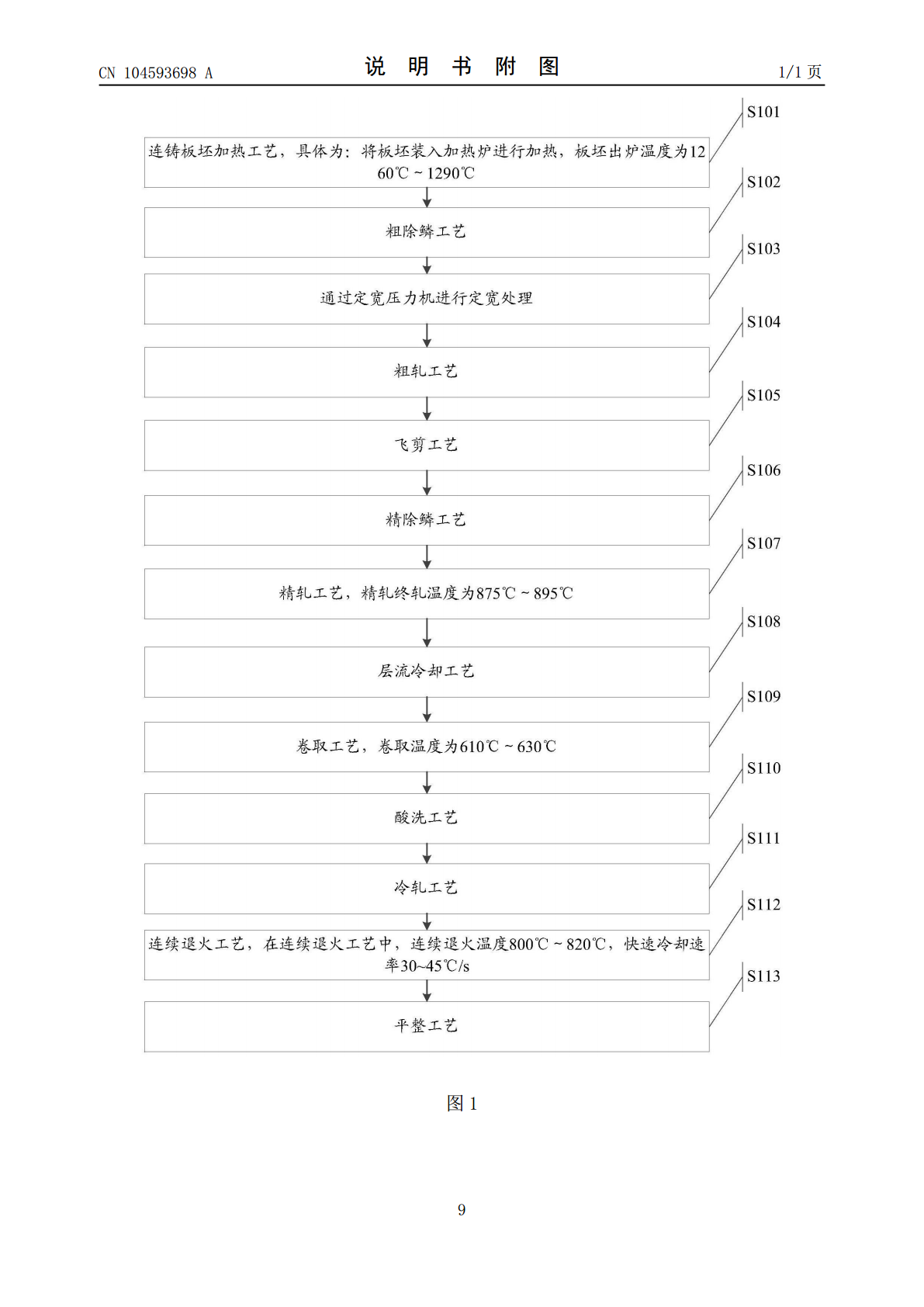
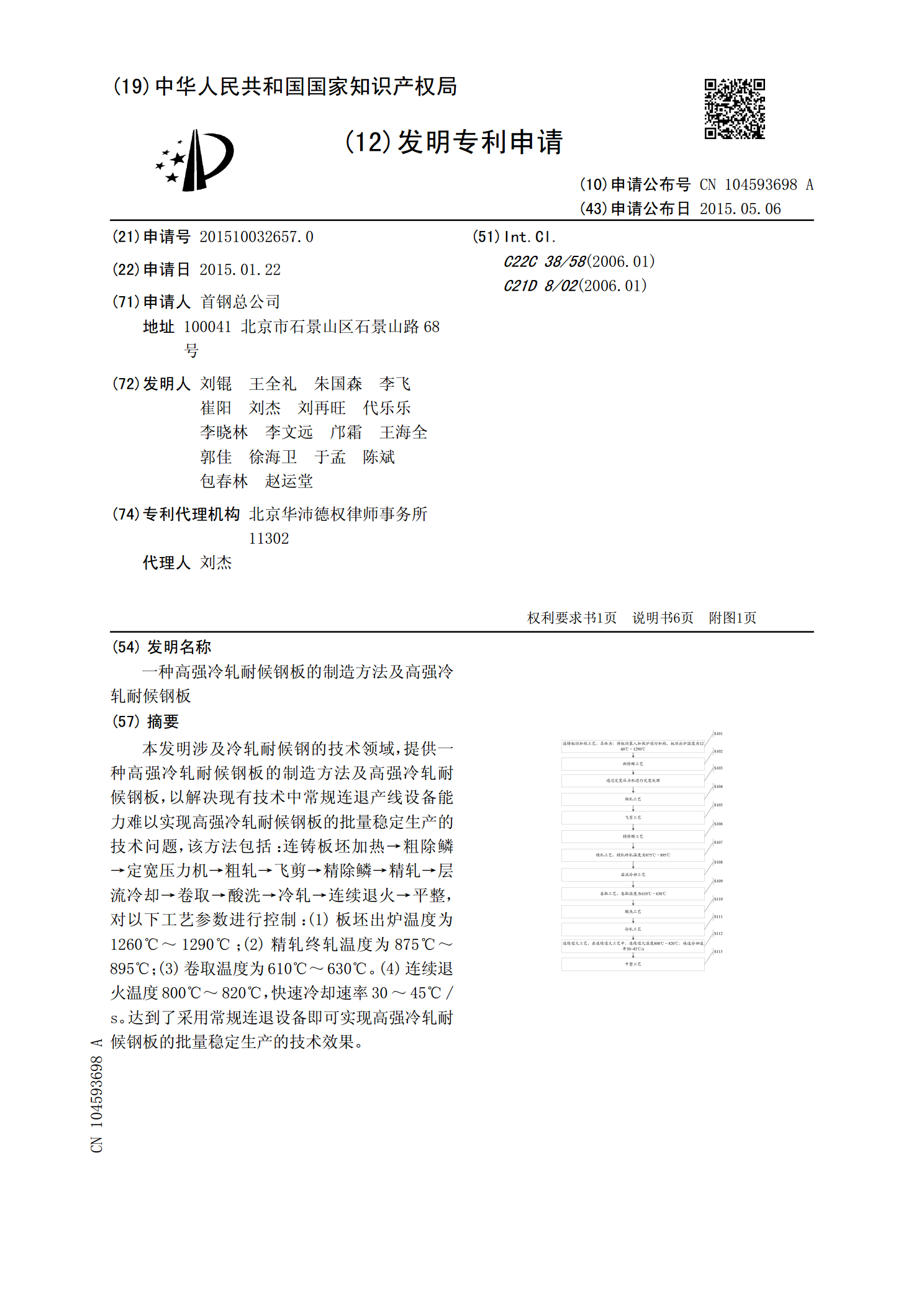
本发明涉及冷轧耐候钢的技术领域,提供一种高强冷轧耐候钢板的制造方法及高强冷轧耐候钢板,以解决现有技术中常规连退产线设备能力难以实现高强冷轧耐候钢板的批量稳定生产的技术问题,该方法包括:连铸板坯加热→粗除鳞→定宽压力机→粗轧→飞剪→精除鳞→精轧→层流冷却→卷取→酸洗→冷轧→连续退火→平整,对以下工艺参数进行控制:(1)板坯出炉温度为1260℃~1290℃;(2)精轧终轧温度为875℃~895℃;(3)卷取温度为610℃~630℃。(4)连续退火温度800℃~820℃,快速冷却速率30~45℃/s。达到了采用
一种高强度热轧耐候钢板及制造方法.pdf
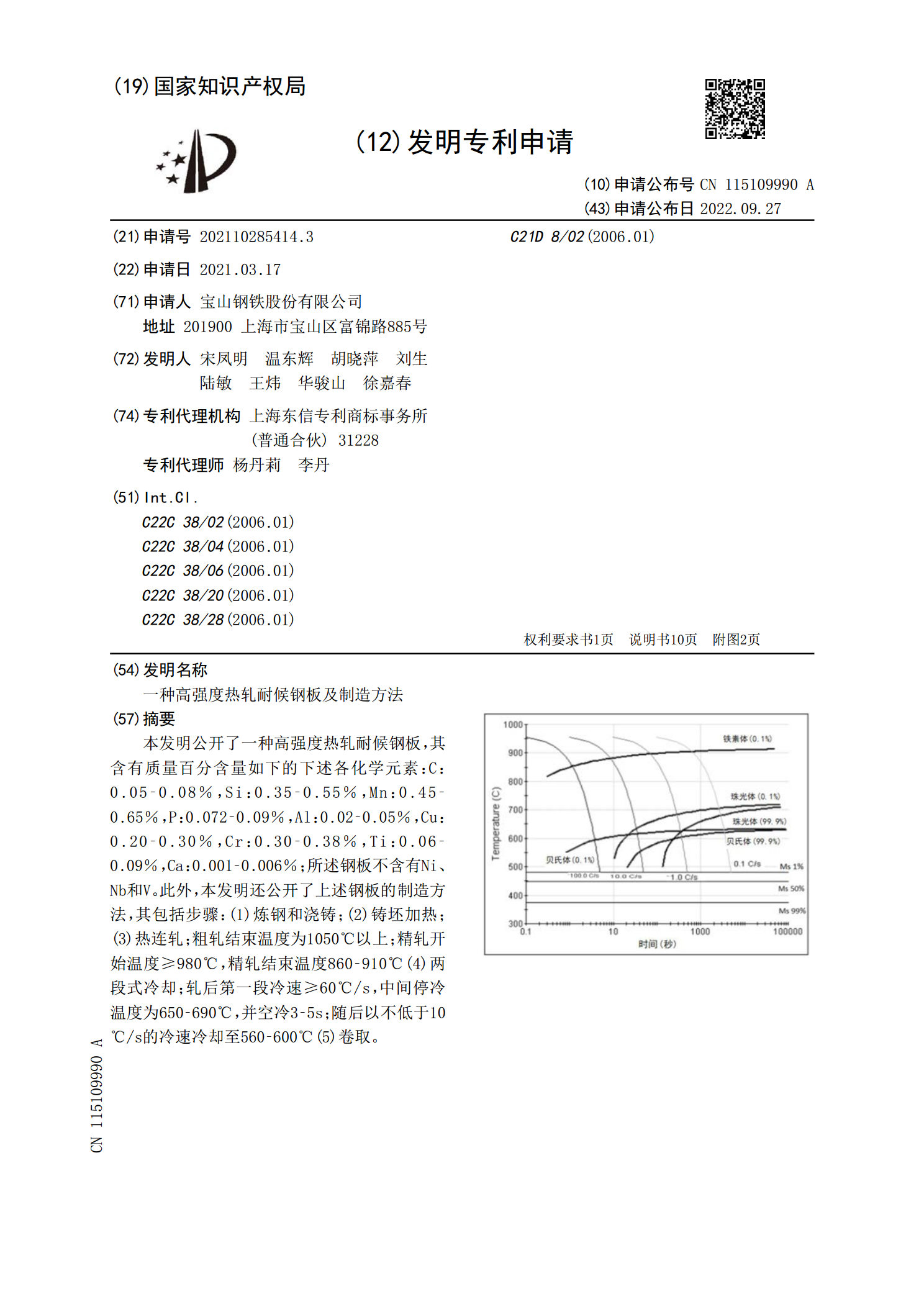
本发明公开了一种高强度热轧耐候钢板,其含有质量百分含量如下的下述各化学元素:C:0.05?0.08%,Si:0.35?0.55%,Mn:0.45?0.65%,P:0.072?0.09%,Al:0.02?0.05%,Cu:0.20?0.30%,Cr:0.30?0.38%,Ti:0.06?0.09%,Ca:0.001?0.006%;所述钢板不含有Ni、Nb和V。此外,本发明还公开了上述钢板的制造方法,其包括步骤:(1)炼钢和浇铸;(2)铸坯加热;(3)热连轧;粗轧结束温度为1050℃以上;精轧开始温度≥980

一种高强度耐候型建筑桥梁用钢板及其制造方法.pdf
本发明涉及一种高强度耐候型建筑桥梁用钢板,熔炼组分:C:0.03~0.09%,Si:0.05%~0.55%,Mn:1.10%~2.00%,P≤0.012%,S≤0.003%,Cr:0.50%~1.00%,Cu:0.30%~0.50%,Ni:0.20%~1.20%,Als:0.015%~0.050,Ti:0.002%~0.030%,V:0.002%~0.08%,Mo:0.01%~0.80%,B:0.0001%~0.0025%,CEV≤0.65%,Pcm≤0.28,耐大气腐蚀性指数I≥6.5,余量为Fe。制造

一种高强度耐候性降噪式彩钢板.pdf
本发明公开了一种高强度耐候性降噪式彩钢板,涉及建筑材料技术领域,包括彩钢板本体,所述彩钢板本体内腔的顶部设置有保温隔音机构,所述彩钢板本体的两侧均固定焊接有延伸连接板,所述彩钢板本体的顶部和底部均固定焊接有加强板,所述加强板设置为两组,每组所述加强板的中部均固定焊接有蜂窝加强框。本发明通过加强板的焊接添加,提升彩钢板本体的整体强度,通过蜂窝加强框和加强连接条的设计,增加加强板的强度,进而提升彩钢板本体的抗形变能力,维护彩钢板本体的正常结构,通过岩棉板和铝箔板的设计,提升彩钢板本体的保温性能,通过聚氨酯泡沫

一种高强度高韧性热轧耐候钢板及其制备方法.pdf
本发明涉及一种高强度高韧性热轧耐候钢板,其化学成分质量百分比含量(wt,%)为:C:0.05%~0.10%、Si:0.10%~0.50%、Mn:1.00%~1.30%、P:≤0.015%、S:≤0.010%、Cr:0.30%~0.70%、Ni:0.10%~0.40%、Cu:0.25%~0.50%、Al:0.020%~0.050%、Nb:0.010%~0.040%、Ti:0.010%~0.030%,其余为Fe和不可避免的杂质元素。同时采用传统板带热连轧工艺,具体包括铁水深脱硫至S≤0.0050%、转炉顶底复