
一种内翻边筒形高温合金产品制造工艺方法、预制件模具以及翻边模具.pdf

明钰****甜甜

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内翻边筒形高温合金产品制造工艺方法、预制件模具以及翻边模具.pdf
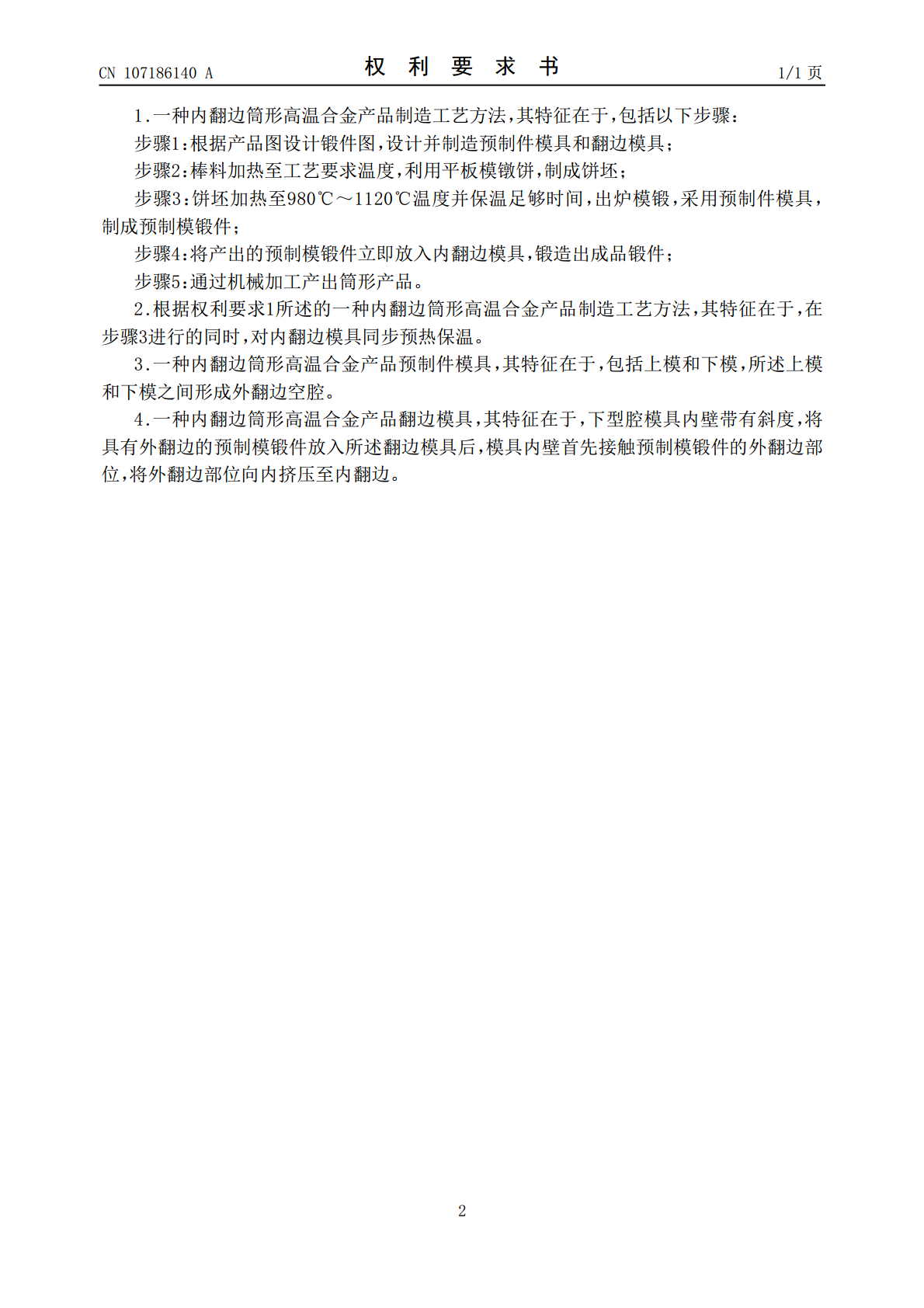
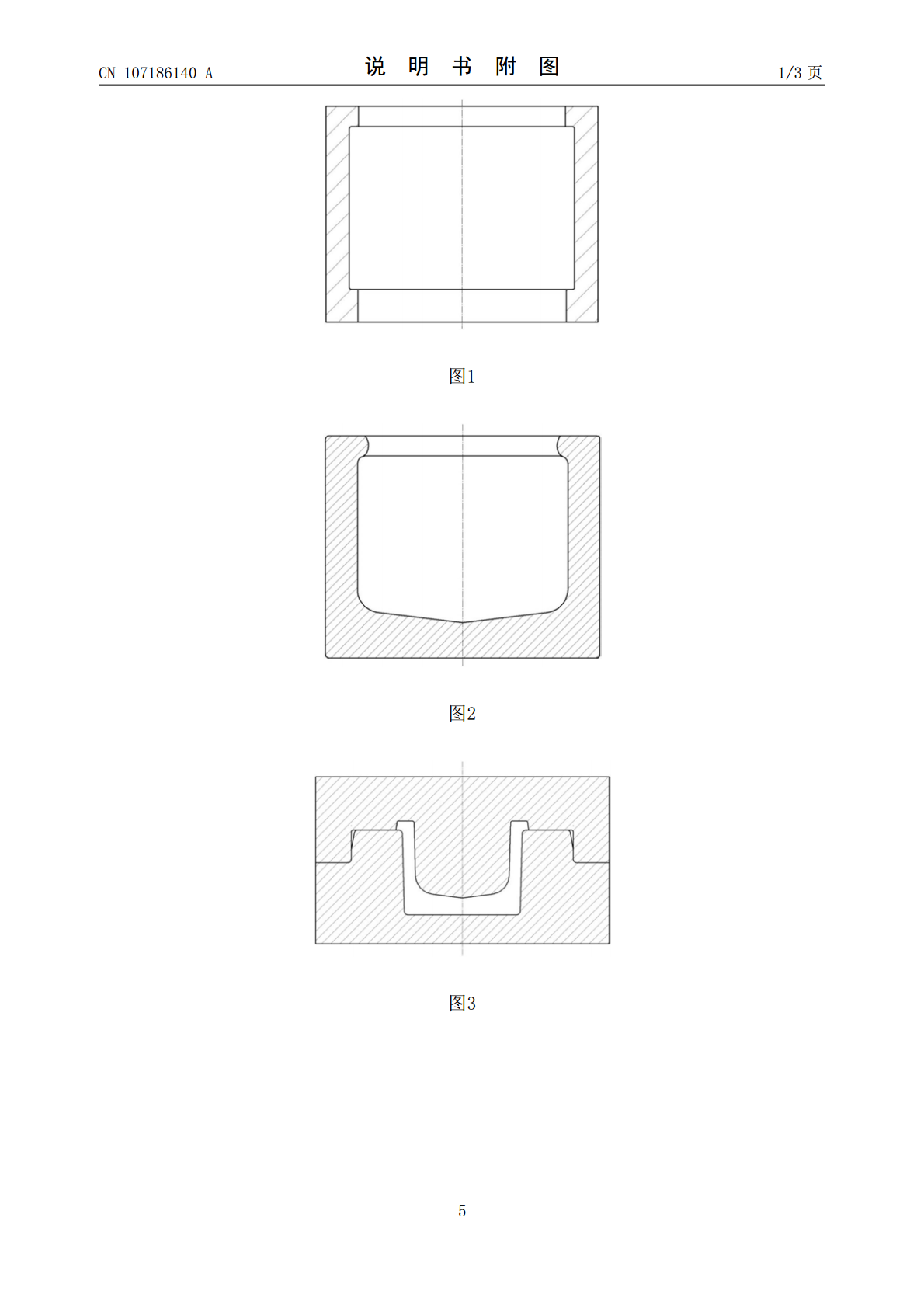
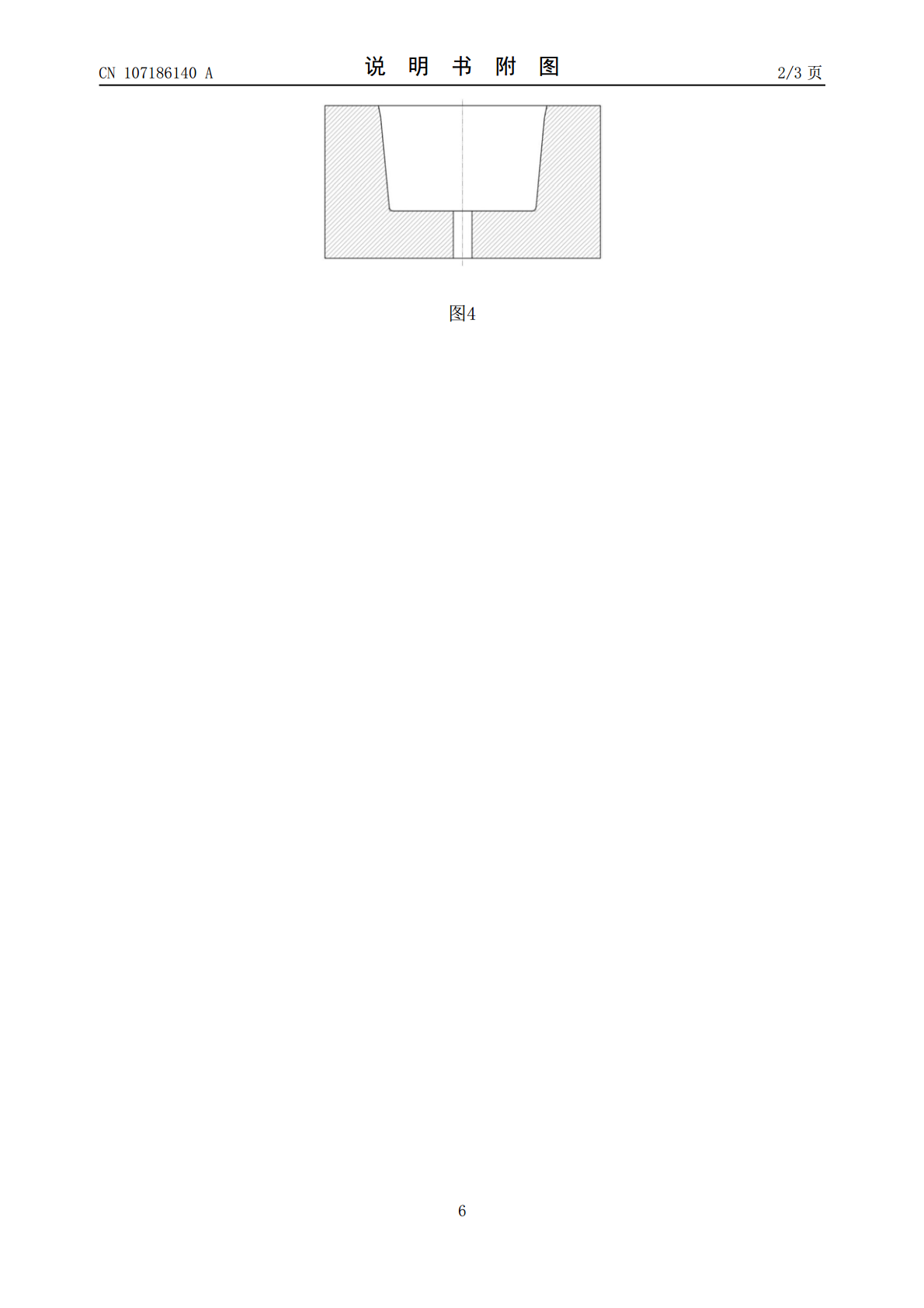
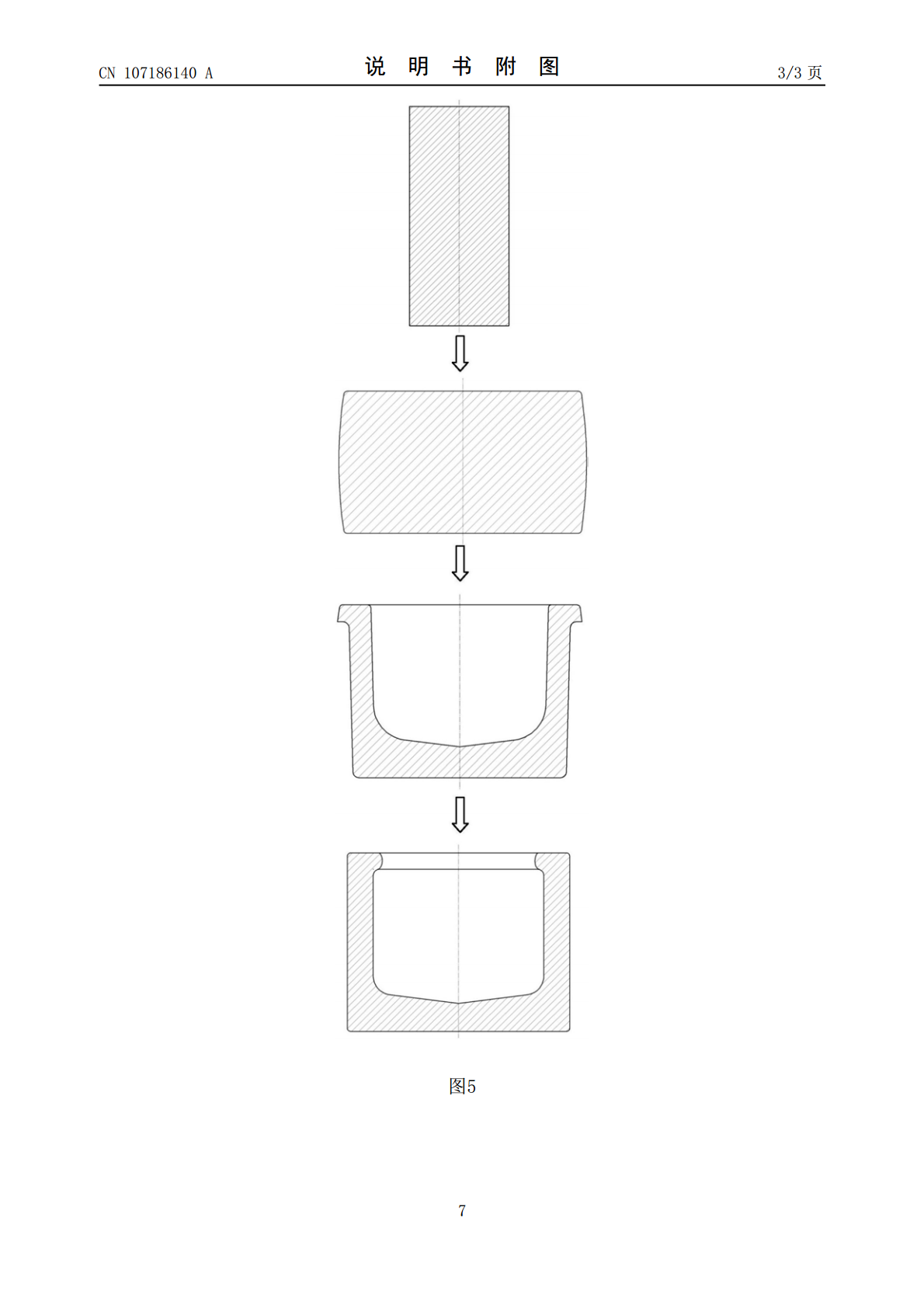
本发明提供一种内翻边筒形高温合金产品制造工艺方法,包括以下步骤:步骤1:根据产品图设计锻件图,设计并制造预制件模具和翻边模具;步骤2:棒料加热至工艺要求温度,利用平板模镦饼,制成饼坯;步骤3:饼坯加热至980℃~1120℃温度并保温足够时间,出炉模锻,采用预制件模具,制成预制模锻件;步骤4:将产出的预制模锻件立即放入内翻边模具,锻造出成品锻件;步骤5:通过机械加工产出筒形产品。本工艺完全可以实现锻件不同部位得到充分变形,组织得到改善,提高深筒类锻件的组织均匀性及其使用寿命。
一种防止产品变形的翻边模具和翻边方法.pdf
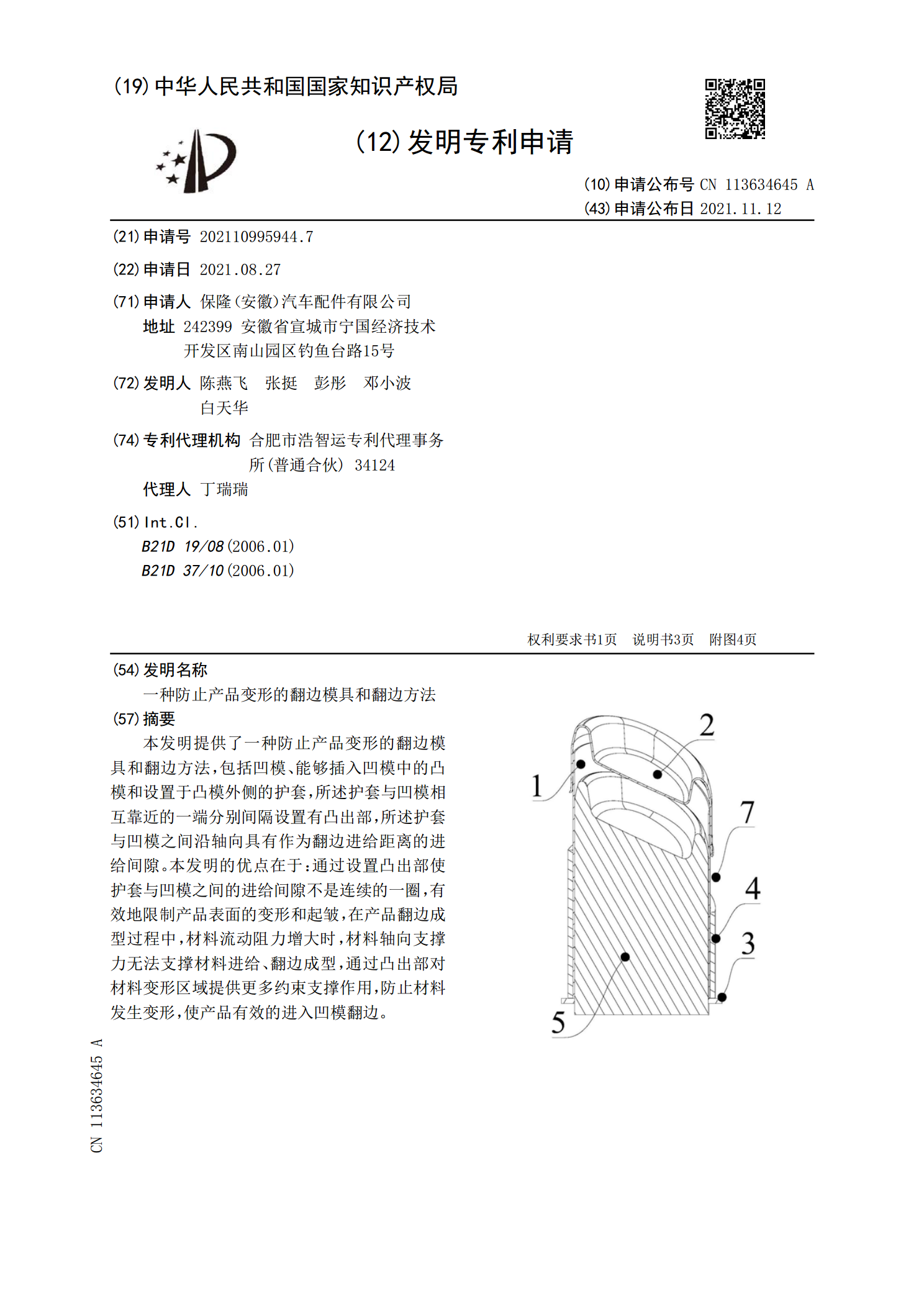
本发明提供了一种防止产品变形的翻边模具和翻边方法,包括凹模、能够插入凹模中的凸模和设置于凸模外侧的护套,所述护套与凹模相互靠近的一端分别间隔设置有凸出部,所述护套与凹模之间沿轴向具有作为翻边进给距离的进给间隙。本发明的优点在于:通过设置凸出部使护套与凹模之间的进给间隙不是连续的一圈,有效地限制产品表面的变形和起皱,在产品翻边成型过程中,材料流动阻力增大时,材料轴向支撑力无法支撑材料进给、翻边成型,通过凸出部对材料变形区域提供更多约束支撑作用,防止材料发生变形,使产品有效的进入凹模翻边。
翻边加工方法、翻边加工品的制造方法、翻边加工用模具、翻边加工装置以及翻边加工品.pdf
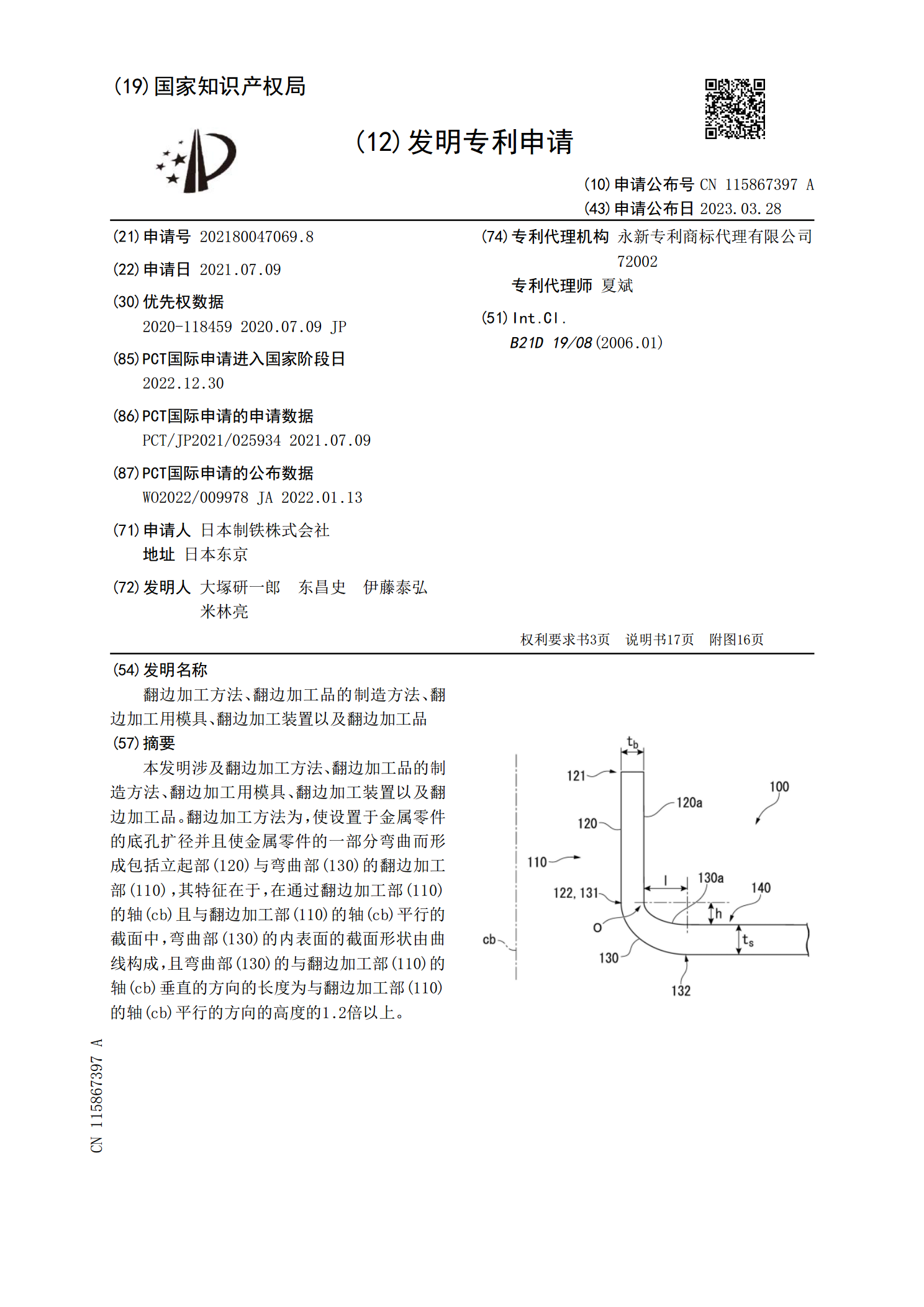
本发明涉及翻边加工方法、翻边加工品的制造方法、翻边加工用模具、翻边加工装置以及翻边加工品。翻边加工方法为,使设置于金属零件的底孔扩径并且使金属零件的一部分弯曲而形成包括立起部(120)与弯曲部(130)的翻边加工部(110),其特征在于,在通过翻边加工部(110)的轴(cb)且与翻边加工部(110)的轴(cb)平行的截面中,弯曲部(130)的内表面的截面形状由曲线构成,且弯曲部(130)的与翻边加工部(110)的轴(cb)垂直的方向的长度为与翻边加工部(110)的轴(cb)平行的方向的高度的1.2倍以上。
一种封头内翻边用翻边模具.pdf
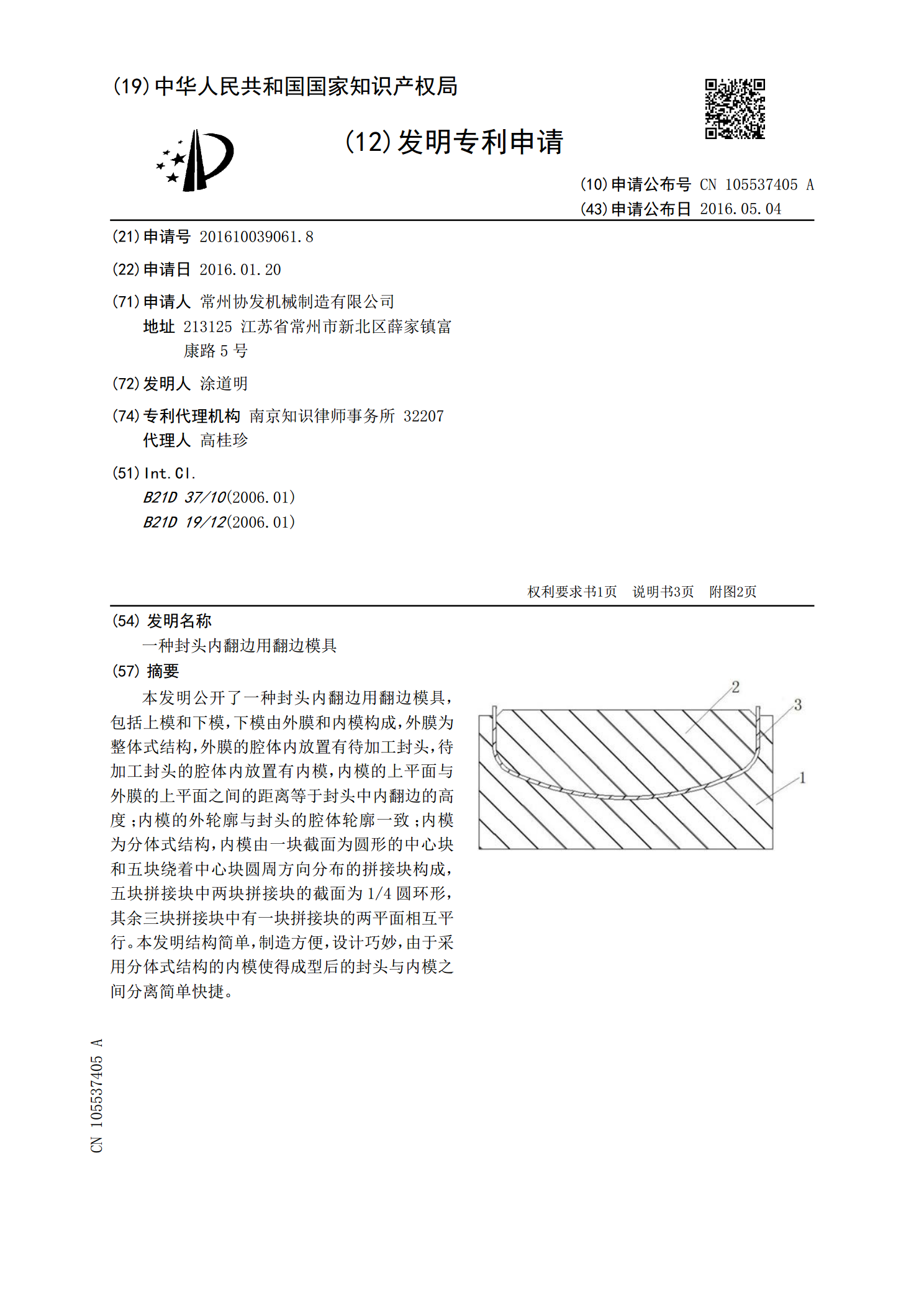
本发明公开了一种封头内翻边用翻边模具,包括上模和下模,下模由外膜和内模构成,外膜为整体式结构,外膜的腔体内放置有待加工封头,待加工封头的腔体内放置有内模,内模的上平面与外膜的上平面之间的距离等于封头中内翻边的高度;内模的外轮廓与封头的腔体轮廓一致;内模为分体式结构,内模由一块截面为圆形的中心块和五块绕着中心块圆周方向分布的拼接块构成,五块拼接块中两块拼接块的截面为1/4圆环形,其余三块拼接块中有一块拼接块的两平面相互平行。本发明结构简单,制造方便,设计巧妙,由于采用分体式结构的内模使得成型后的封头与内模之

弧形孔内缘逐次翻边的模具及弧形孔内缘逐次翻边的工艺.pdf
本发明公开了一种弧形孔内缘逐次翻边的模具及弧形孔内缘逐次翻边的工艺,模具包括上模和下模,下模包括主体B(1),主体B(1)上设有凸台B(2)和支撑部件(3),上模包括主体A(5),主体A(5)上设有凸台A(6),凸台A(6)横截面的轮廓线包含一段1~5mm的直线段(8),凸台A(6)设于支撑部件(3)的正上方,且直线段(8)所对应的平面与圆形倒角面(4)的切面平行;翻边工艺包括以下步骤:a、上料;b、设定加工程序;c、翻边加工;d、下料。本发明的有益效果是:本发明能够进行包括弧形孔在内的各种孔型的翻边;实