
翻边加工方法、翻边加工品的制造方法、翻边加工用模具、翻边加工装置以及翻边加工品.pdf

篷璐****爱吗

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
翻边加工方法、翻边加工品的制造方法、翻边加工用模具、翻边加工装置以及翻边加工品.pdf
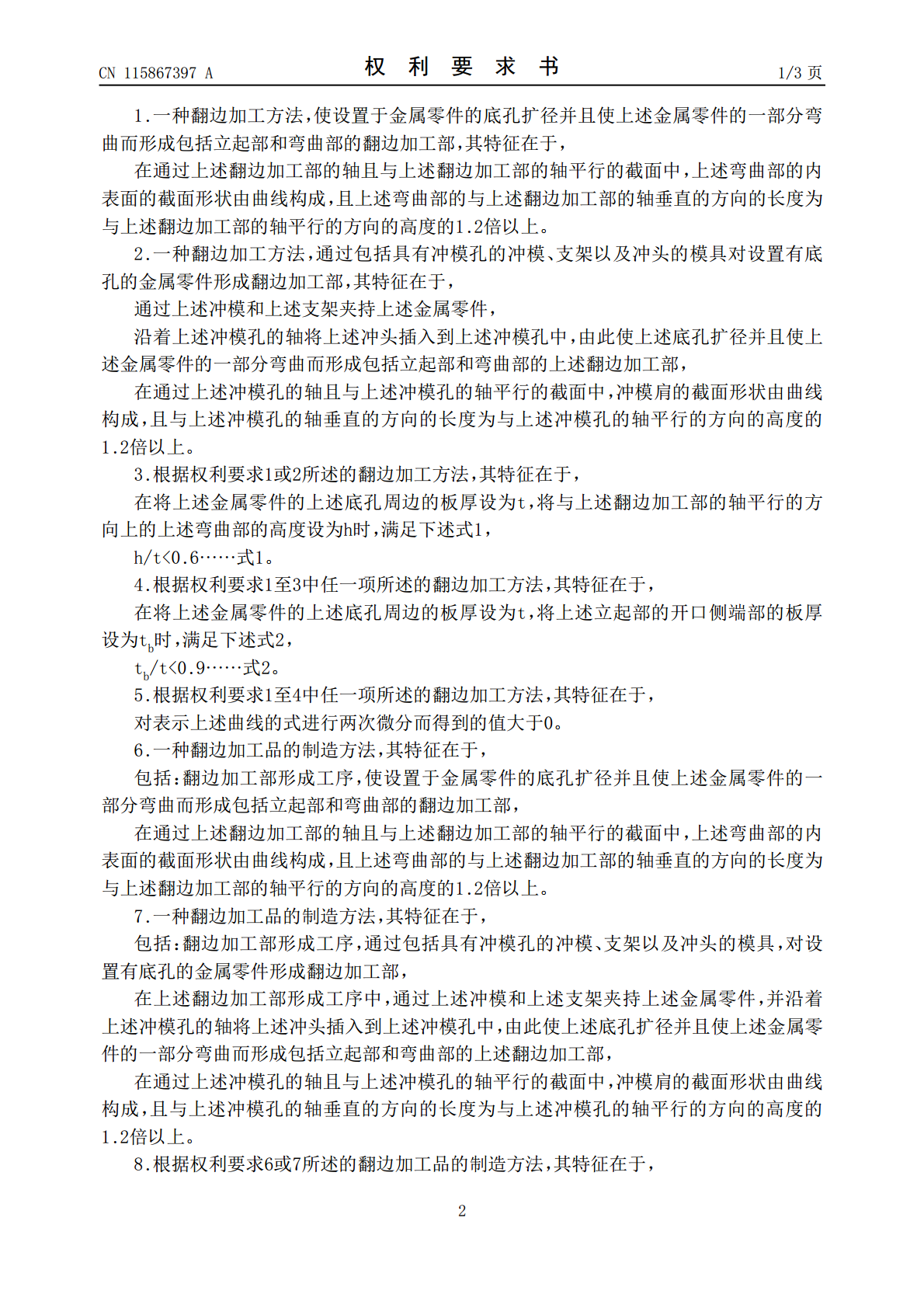
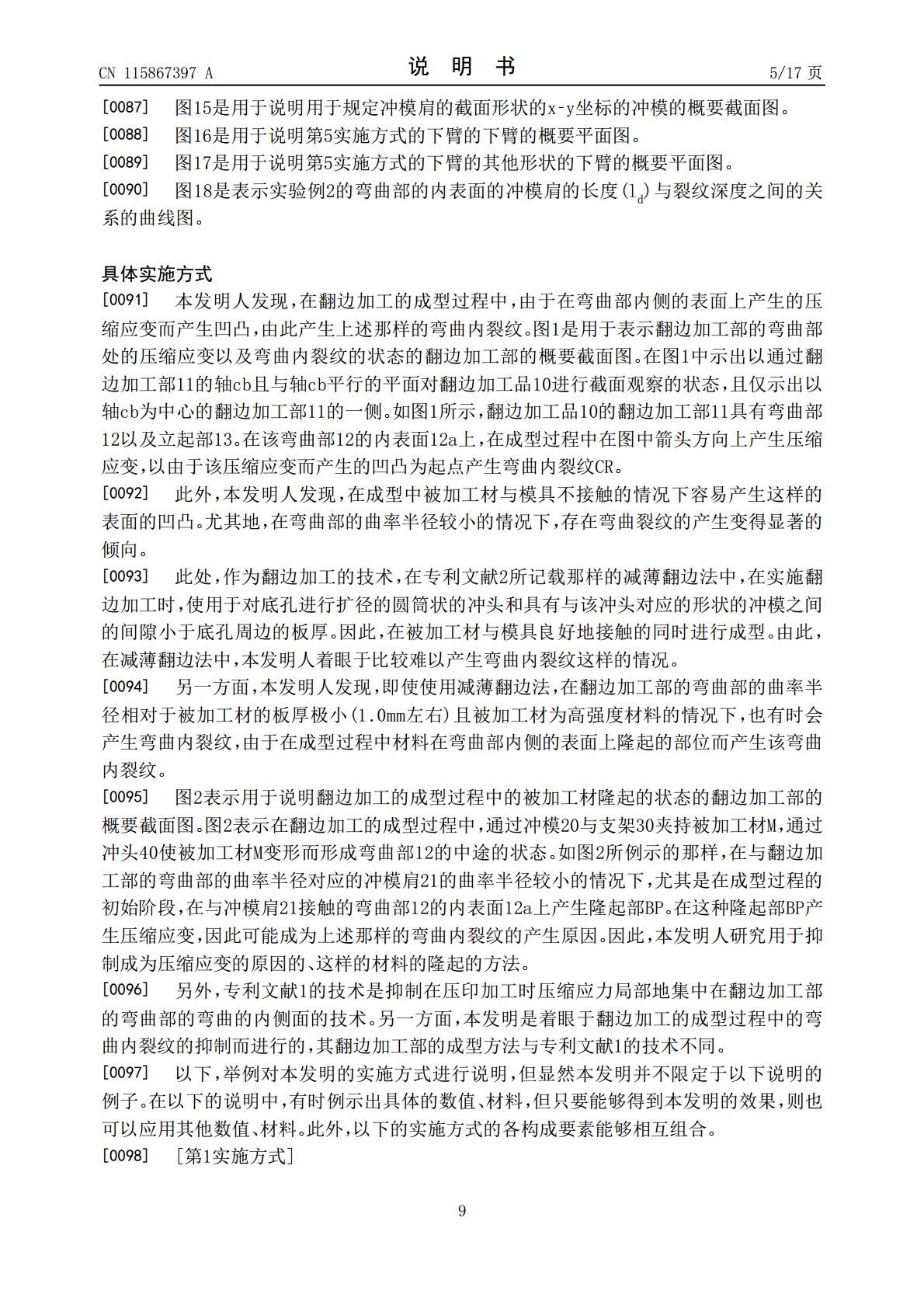
本发明涉及翻边加工方法、翻边加工品的制造方法、翻边加工用模具、翻边加工装置以及翻边加工品。翻边加工方法为,使设置于金属零件的底孔扩径并且使金属零件的一部分弯曲而形成包括立起部(120)与弯曲部(130)的翻边加工部(110),其特征在于,在通过翻边加工部(110)的轴(cb)且与翻边加工部(110)的轴(cb)平行的截面中,弯曲部(130)的内表面的截面形状由曲线构成,且弯曲部(130)的与翻边加工部(110)的轴(cb)垂直的方向的长度为与翻边加工部(110)的轴(cb)平行的方向的高度的1.2倍以上。
一种翻边工装及翻边加工方法.pdf
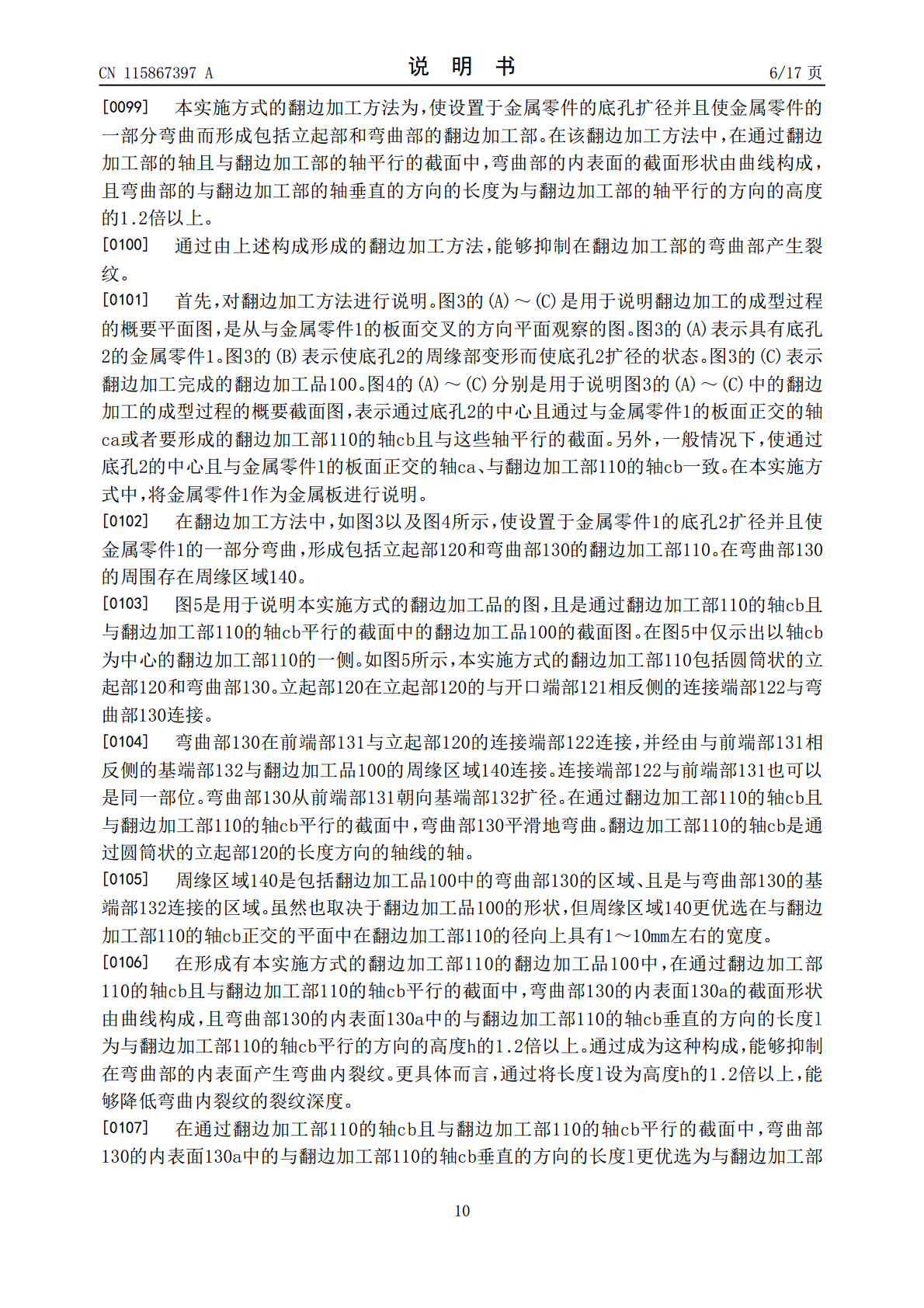
本发明公开了一种翻边工装及翻边加工方法,属于机械加工领域。该工装包括工装底板、设置在工装底板上的工件支撑环、垫环、设置在垫环上的压板和翻边轮,通过将隔板放置在工件支撑环上,通过第一环形凸台与外圈上的环形凹槽配合以对隔板进行定位,通过垫环将蜂窝密封圈的第一翻边压紧在内圈的一端端面上,并通过第二环形凸台将密封体的一端端面压紧,通过将压板放置在内圈中,使得压板将蜂窝密封圈压紧在内圈的内侧壁上,并通过外凸缘压紧密封体的另一端端面,使蜂窝密封圈固定在内圈中,再通过翻边轮对钢带进行翻边加工,避免了在钢带上形成压痕或裂
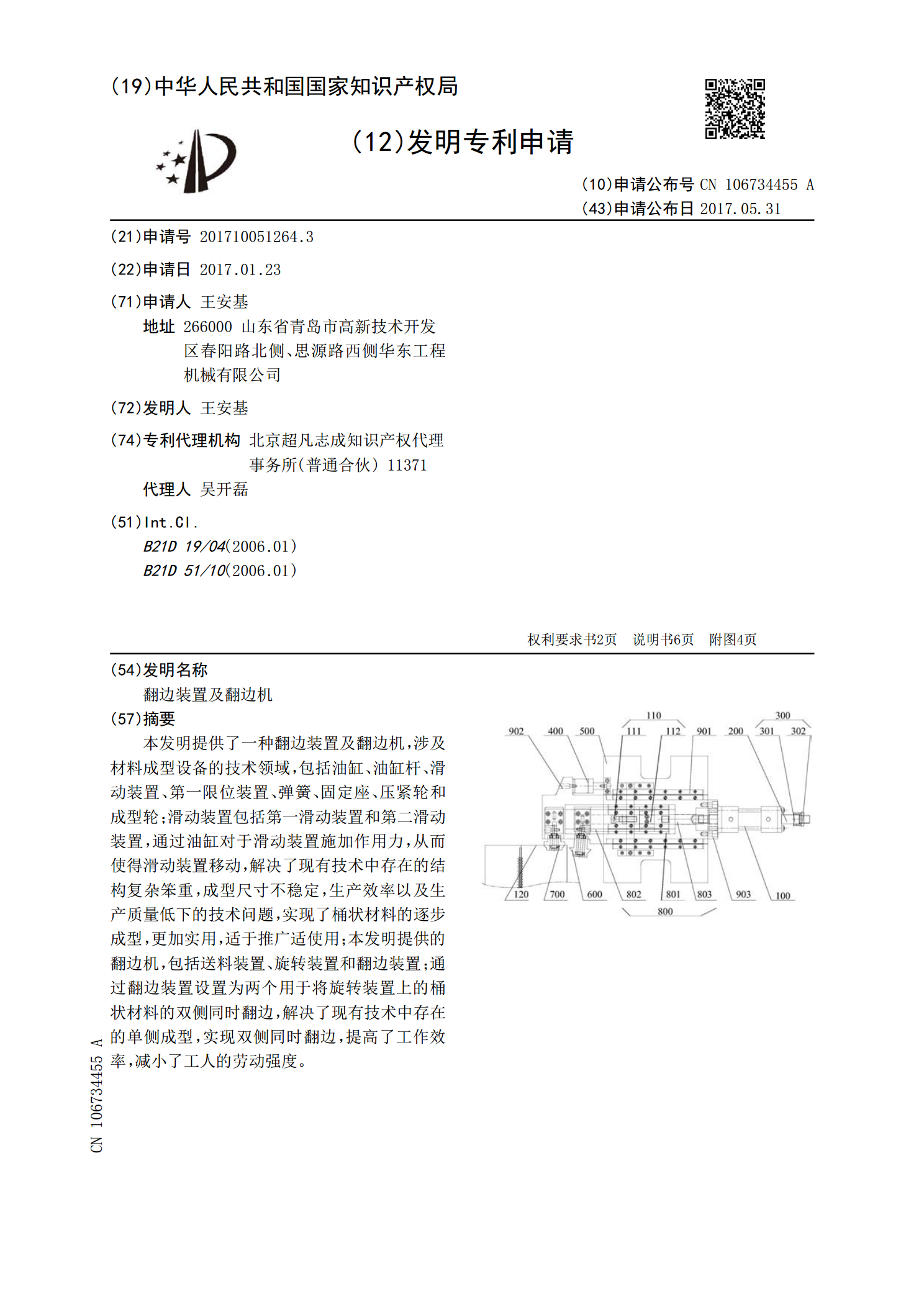
翻边装置及翻边机.pdf
本发明提供了一种翻边装置及翻边机,涉及材料成型设备的技术领域,包括油缸、油缸杆、滑动装置、第一限位装置、弹簧、固定座、压紧轮和成型轮;滑动装置包括第一滑动装置和第二滑动装置,通过油缸对于滑动装置施加作用力,从而使得滑动装置移动,解决了现有技术中存在的结构复杂笨重,成型尺寸不稳定,生产效率以及生产质量低下的技术问题,实现了桶状材料的逐步成型,更加实用,适于推广适使用;本发明提供的翻边机,包括送料装置、旋转装置和翻边装置;通过翻边装置设置为两个用于将旋转装置上的桶状材料的双侧同时翻边,解决了现有技术中存在的单

一种翻边装置及翻边装置的控制方法.pdf
一种翻边装置,用于加工桶,所述翻边装置包括上翻边机构、下翻边机构、输送装置、桶身保持装置,所述桶身保持装置位于所述上翻边机构与所述下翻边机构之间;所述上翻边机构包括支撑架、模具安装板、上模具,所述模具安装板安装于所述支撑架,所述上模具安装于所述模具安装板;所述下翻边机构包括顶升机构、下模组件,所述顶升机构可使下模组件升降,所述输送装置可将所述桶输送至下模组件与所述上模具之间,所述桶身保持装置包括夹持体,所述夹持体可向所述桶做进退运动。这样,通过顶升机构顶升下模组件,下模具与上模具共同对桶进行翻边,消除了重

用于散热器翻边设备的翻边模具.pdf
本发明公开了一种用于散热器翻边设备的翻边模具,包括:机架;第一模具杆,能从方管的一端插入,第一模具杆的第一插入端设置有锥形体,锥形体能对准圆管在方管内的管口,第一模具杆的外露端与机架固定;第二模具杆,能从方管的另一端插入,在动力驱动装置的推动下,第二模具杆的第二插入端能使锥形体朝圆管在方管内的管口移动,从而能将圆管翻边。第一模具杆的第一插入端设置有:前片,锥形体固定在前片上;第二模具杆的第二插入端设置有第一楔形块,当第一楔形块插入时,锥形体能将圆管翻边。第一插入端还设置有:后片,后片与前片之间留有缝隙,第