
一种高纯镍板带材的制备方法.pdf

贤惠****66

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高纯镍板带材的制备方法.pdf
本发明公开了一种高纯镍板带材的制备方法,所述制备方法的步骤为:(1)形状加工,根据具体的带材需求将宽度和长度进行加工;(2)组织处理,将加工后的电解镍板放入热处理炉中进行热处理;(3)冷轧分层,采用大小辊冷轧分层技术,(4)保护气氛热处理,将冷轧后的电解镍板采用氢气保护热处理;(5)采用等离子焊接镍带;(6)冷轧加工及保护气氛热处理。本发明的制备方法中针对电解镍板先天存在的中间分层缺陷,即两层中间存在的电解液等杂质形成的污染问题,进行了冷轧分层技术处理,使得生产的镍板带材纯度高、杂质少、电阻率低、导电性能
一种靶材用高纯钼板的制备方法.pdf
一种靶材用高纯钼板的制备方法,使用溅射法生产的纯度为99.9%以上的钼合金为原料,采用电子束冷床炉熔炼获得高纯钼毛坯(纯度在99.98%以上),对钼毛坯铣面并精修磨后对钼方坯切头,再切成锻造毛坯所要求的尺寸,对锻造毛坯探伤,将合格的锻造毛坯加热至980~1020℃,采用三镦三拔对锻造毛坯进行锻造,在终拔时将锻件模锻成所需规格棒材,并对锻件退火后车除棒材表面氧化皮,去除两头的锻帽后再锯切成所需规格的小柱块;车光小柱块的两锯切端面,对底部内车铣,预留出边缘,对预留边缘倒角,再对另一端部开丝,进一步清理后得到圆

一种制备高纯镍的方法.pdf
本发明公开一种制备高纯镍的方法,采用了高温负压法混合镍硫化物矿颗粒和镍硫化物矿颗粒实现初级的还原及脱硫化制得粗制镍单质,粗制镍单质通入一氧化碳放热后获得Ni(CO)
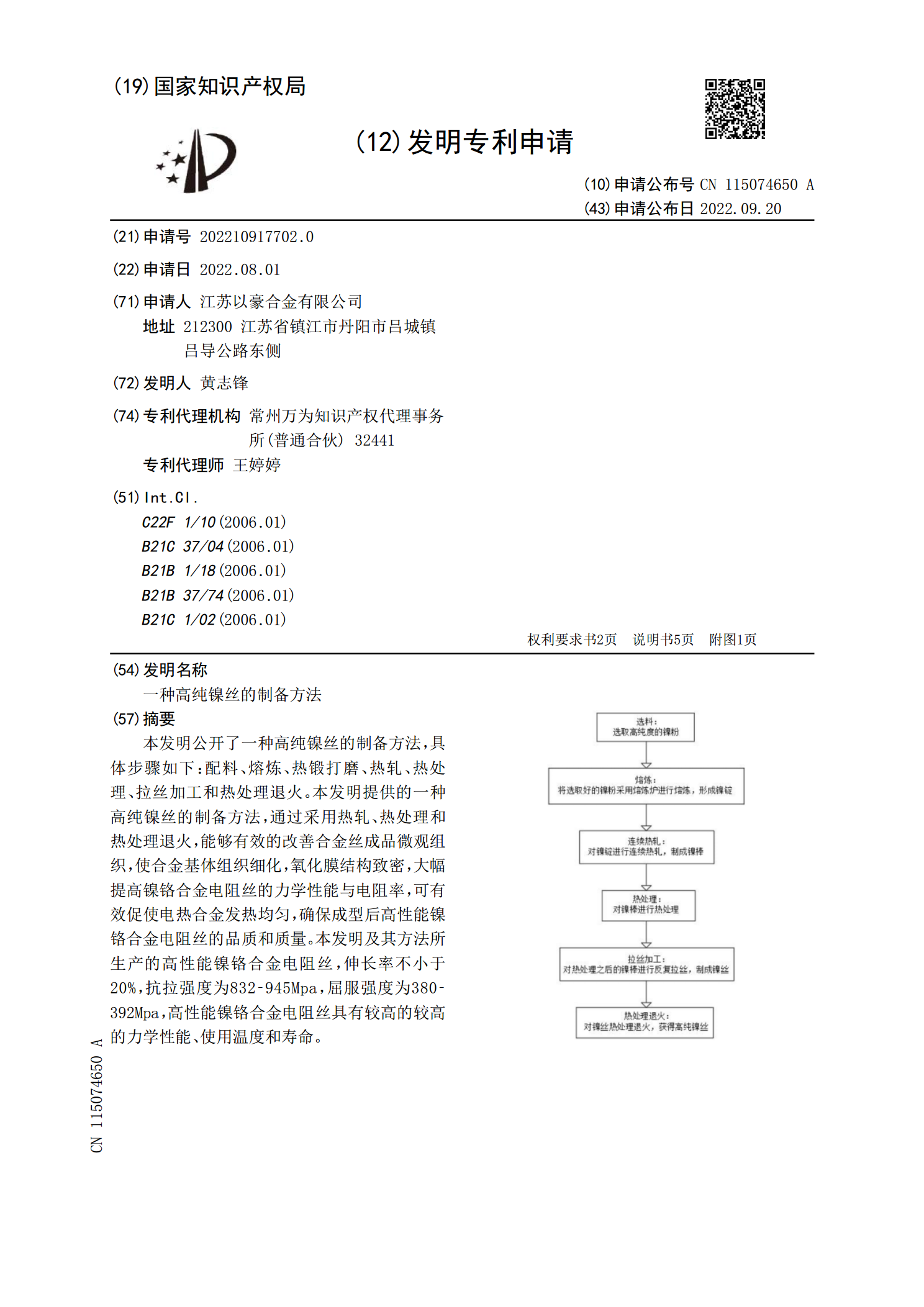
一种高纯镍丝的制备方法.pdf
本发明公开了一种高纯镍丝的制备方法,具体步骤如下:配料、熔炼、热锻打磨、热轧、热处理、拉丝加工和热处理退火。本发明提供的一种高纯镍丝的制备方法,通过采用热轧、热处理和热处理退火,能够有效的改善合金丝成品微观组织,使合金基体组织细化,氧化膜结构致密,大幅提高镍铬合金电阻丝的力学性能与电阻率,可有效促使电热合金发热均匀,确保成型后高性能镍铬合金电阻丝的品质和质量。本发明及其方法所生产的高性能镍铬合金电阻丝,伸长率不小于20%,抗拉强度为832‑945Mpa,屈服强度为380‑392Mpa,高性能镍铬合金电阻丝
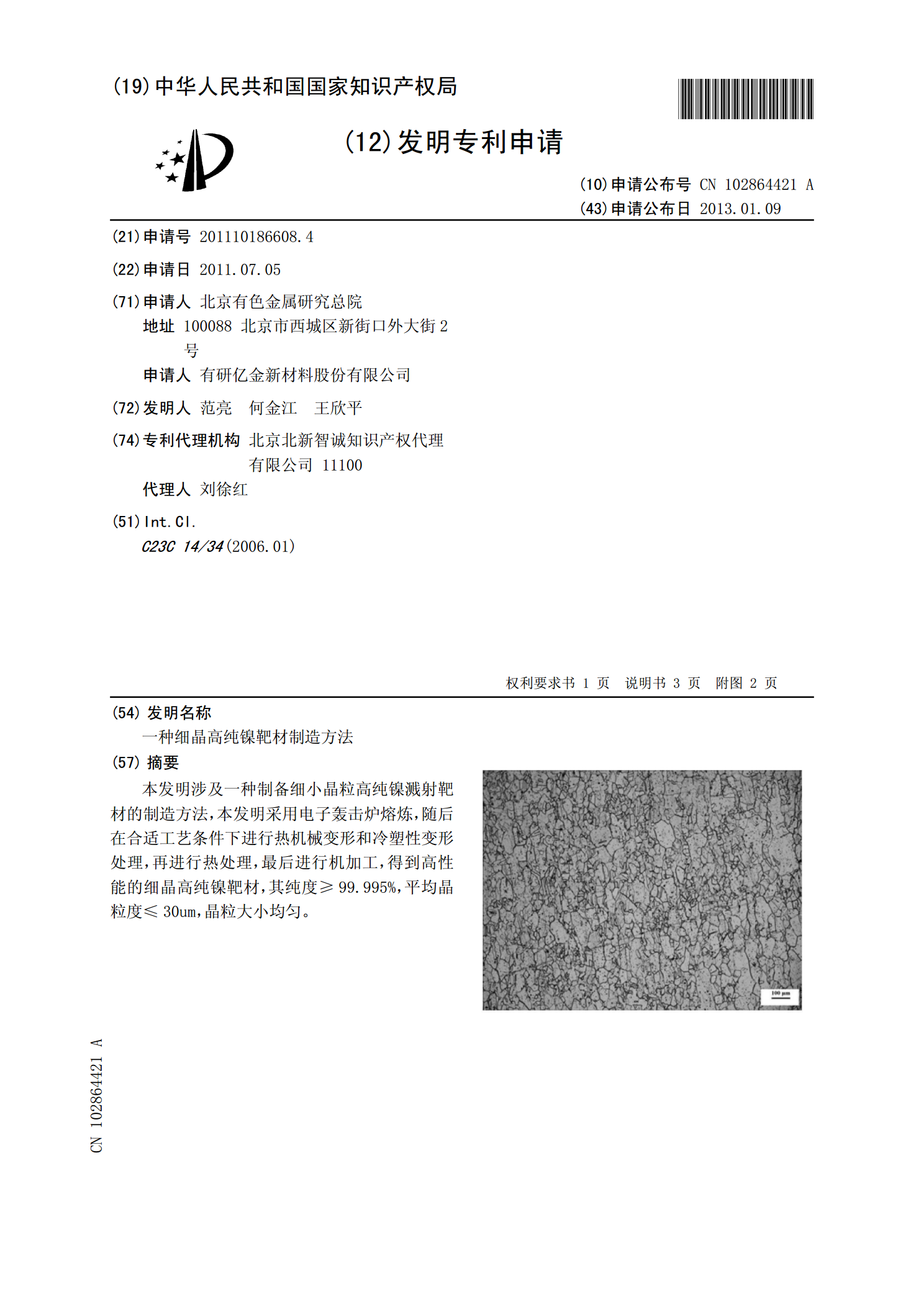
一种细晶高纯镍靶材制造方法.pdf
本发明涉及一种制备细小晶粒高纯镍溅射靶材的制造方法,本发明采用电子轰击炉熔炼,随后在合适工艺条件下进行热机械变形和冷塑性变形处理,再进行热处理,最后进行机加工,得到高性能的细晶高纯镍靶材,其纯度≥99.995%,平均晶粒度≤30um,晶粒大小均匀。?