
一种中厚板生产线生产极限规格钢板的方法.pdf

永梅****33


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中厚板生产线生产极限规格钢板的方法.pdf
本发明提供一种中厚板生产线生产极限规格钢板的方法,将生产极限规格钢坯设定为坯料A,正常钢坯设定为坯料B;坯料A和坯料B数据信息传到加热炉后,岗位人员在PDI信息画面选择坯料B背驮坯料A,坯料B信息与实物正常自动装炉,坯料A一级计算机删除数据,三级计算机采用手动装炉;用吊车将坯料A叠放在坯料B上面后,坯料B驮着坯料A一起进入加热炉进行加热;加热后,坯料B自动完成出钢作业;坯料A从坯料B上面分离后,手动下达坯料A数据,然后依次完成坯料A和坯料B的轧制。本发明可解决由于坯料受限而无法轧制出极薄规格钢板的问题,降
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法.pdf
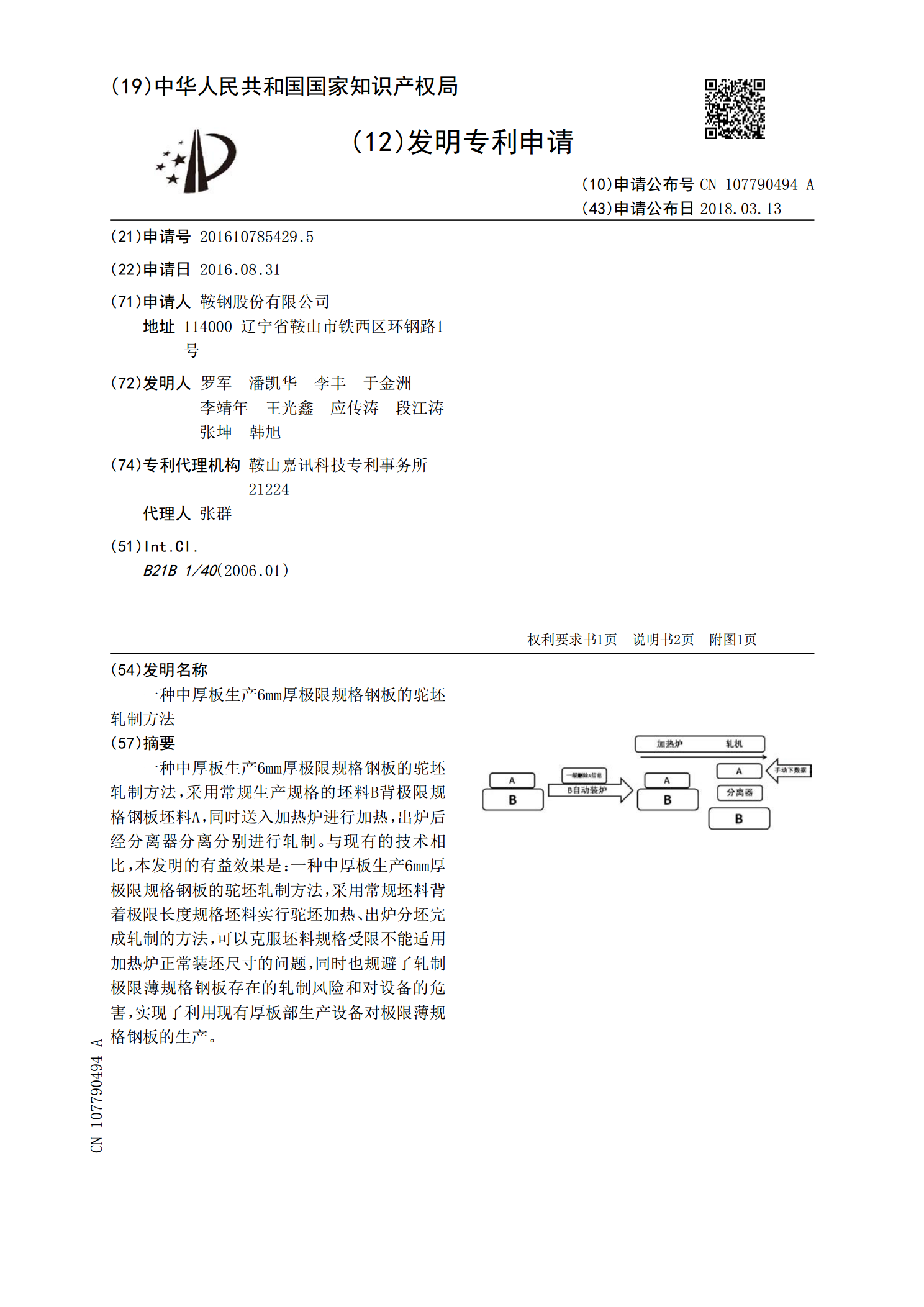
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规生产规格的坯料B背极限规格钢板坯料A,同时送入加热炉进行加热,出炉后经分离器分离分别进行轧制。与现有的技术相比,本发明的有益效果是:一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规坯料背着极限长度规格坯料实行驼坯加热、出炉分坯完成轧制的方法,可以克服坯料规格受限不能适用加热炉正常装坯尺寸的问题,同时也规避了轧制极限薄规格钢板存在的轧制风险和对设备的危害,实现了利用现有厚板部生产设备对极限薄规格钢板的生产。
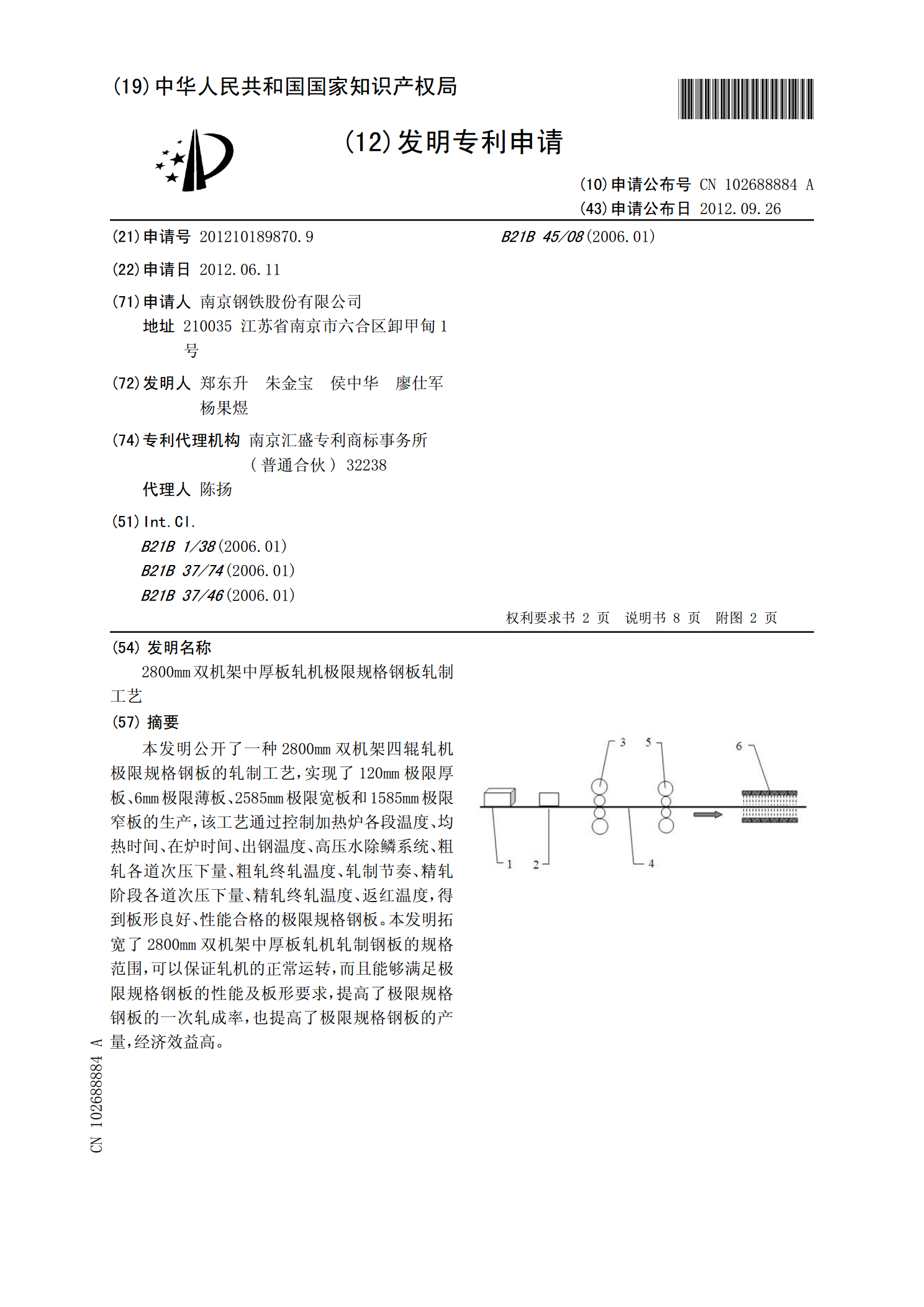
2800mm双机架中厚板轧机极限规格钢板轧制工艺.pdf
本发明公开了一种2800mm双机架四辊轧机极限规格钢板的轧制工艺,实现了120mm极限厚板、6mm极限薄板、2585mm极限宽板和1585mm极限窄板的生产,该工艺通过控制加热炉各段温度、均热时间、在炉时间、出钢温度、高压水除鳞系统、粗轧各道次压下量、粗轧终轧温度、轧制节奏、精轧阶段各道次压下量、精轧终轧温度、返红温度,得到板形良好、性能合格的极限规格钢板。本发明拓宽了2800mm双机架中厚板轧机轧制钢板的规格范围,可以保证轧机的正常运转,而且能够满足极限规格钢板的性能及板形要求,提高了极限规格钢板的一次
一种薄规格钢板的生产方法.pdf
本发明公开了一种薄规格钢板的生产方法,涉及钢铁生产技术领域,轧制过程:提前两块钢关闭辊道冷却水、关闭烟雾抑制、关闭轧机侧喷,五冶关闭轧辊护板清洗水手阀,间隔30min打开转钢辊道冷却水冷却1~2min;生产6mm钢板粗除鳞1道次,轧机不除鳞;其余厚度钢板,轧机除鳞第一道次;出钢温度PDI设定为1250℃;转钢代码为3,10+1轧制道次,2个成型道次,轧制速度设定5.5~5.6m/s;PPO调整为头尾小圆弧形状,根据现场板型情况,手动设定精轧末尾三道次CVC限制值。提高生产效率、降低成本具有良好的效果,减少

一种6㎜极限规格薄板生产方法.pdf
本申请公开一种6㎜极限规格薄板生产方法,将坯料进行开坯,精整后将开坯料装炉轧制,轧制前,将出钢辊道到精轧出口回转辊道的冷却水关小,精轧支撑辊冷却水关闭,轧制模式设计为纵轧,单机架轧制,精轧待载8道次,终轧温度在850‑875℃,轧后用预热矫进行矫直,轧后不允许下线,直接精整判定入库,按照以上的方案进行生产,轧后大板稍有双边浪,热矫后板型良好,再经过冷矫工序,板型合格率从原来的60%提升到90%以上,大大降低了生产成本和交货周期,为企业创造了较好的经济效益。