
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法.pdf

萌运****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法.pdf
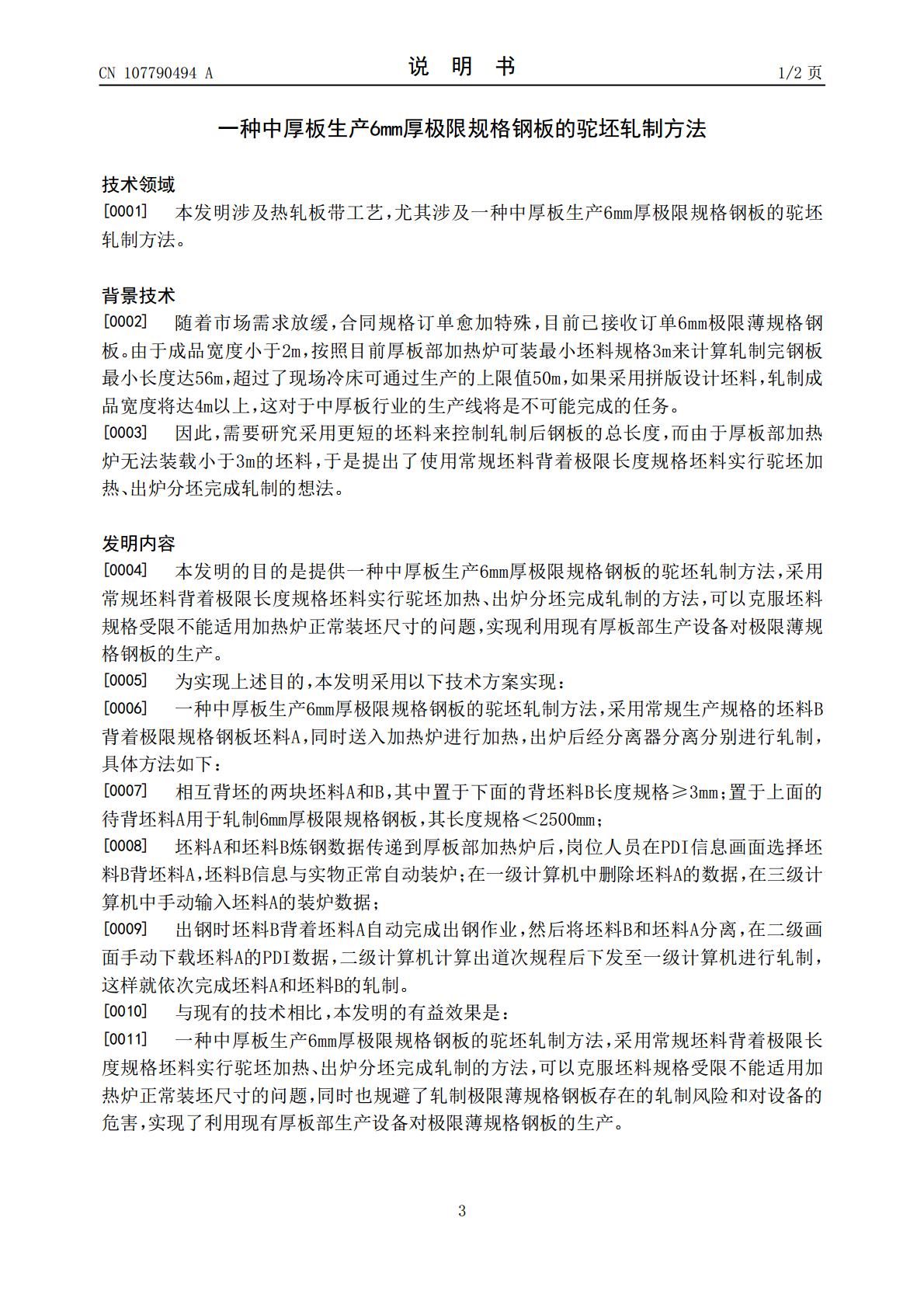
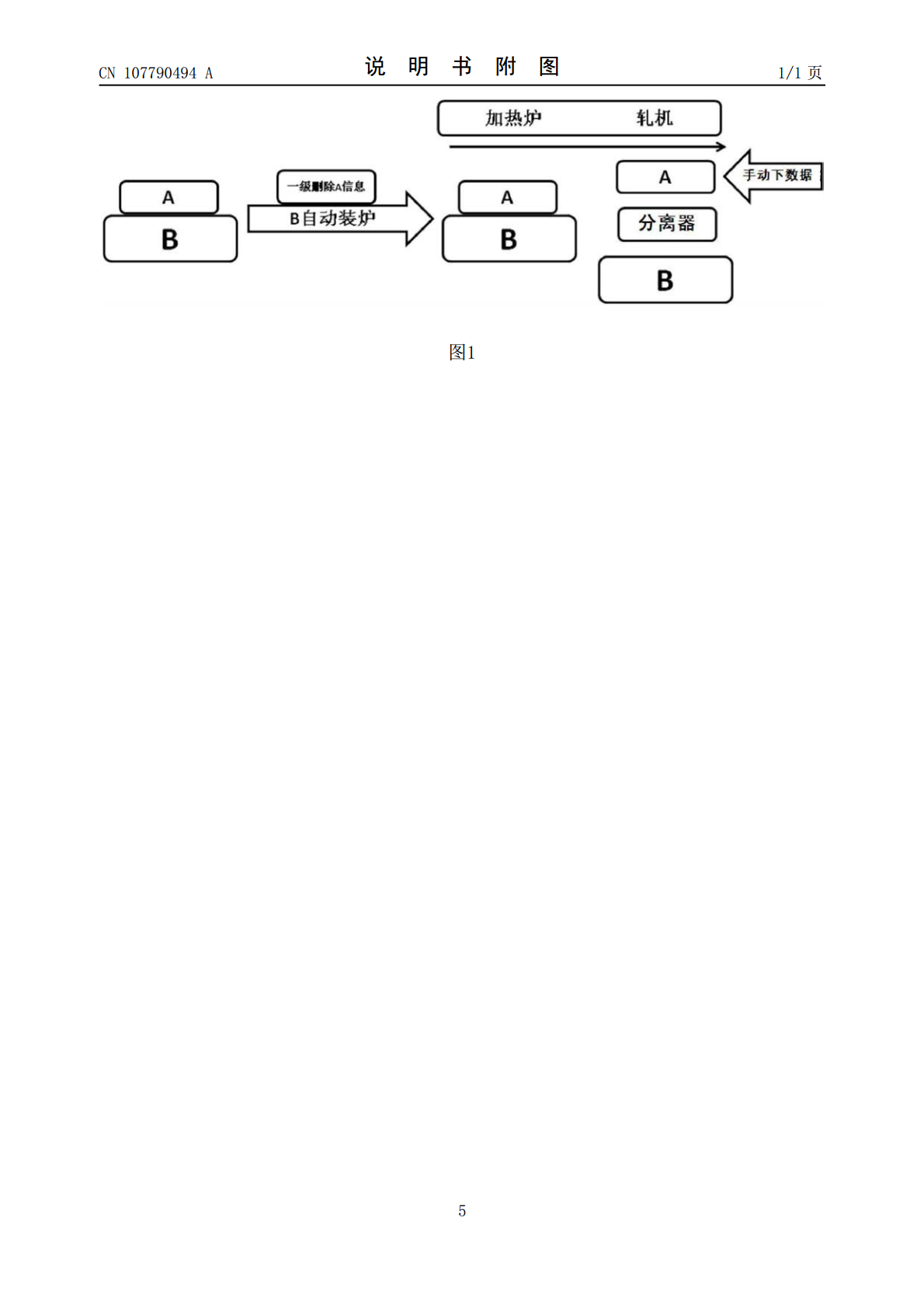
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规生产规格的坯料B背极限规格钢板坯料A,同时送入加热炉进行加热,出炉后经分离器分离分别进行轧制。与现有的技术相比,本发明的有益效果是:一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规坯料背着极限长度规格坯料实行驼坯加热、出炉分坯完成轧制的方法,可以克服坯料规格受限不能适用加热炉正常装坯尺寸的问题,同时也规避了轧制极限薄规格钢板存在的轧制风险和对设备的危害,实现了利用现有厚板部生产设备对极限薄规格钢板的生产。
一种厚规格钢板轧制的中间坯待温厚度调整方法.pdf
一种厚规格钢板轧制的中间坯待温厚度调整方法,属于轧制技术领域。该方法通过确定中间坯待温厚度的第一厚度上限值和第一厚度下限值,和确定中间坯待温厚度的第二厚度上限值和第二厚度下限值,比较第一厚度上限值和第二厚度上限值,取小值作为目标厚度上限值;比较第一厚度下限值和第二厚度下限值,取大值作为目标厚度下限值;通过调整粗轧各道次压下率,将中间坯待温厚度控制到目标厚度上限值和目标厚度下限值之间。该方法通过优化中间坯待温厚度控制范围,实现不同厚度钢板采用更为准确的中间坯待温厚度控制范围,避免原有中间坯待温厚度控制范围过
一种中厚板生产线生产极限规格钢板的方法.pdf
本发明提供一种中厚板生产线生产极限规格钢板的方法,将生产极限规格钢坯设定为坯料A,正常钢坯设定为坯料B;坯料A和坯料B数据信息传到加热炉后,岗位人员在PDI信息画面选择坯料B背驮坯料A,坯料B信息与实物正常自动装炉,坯料A一级计算机删除数据,三级计算机采用手动装炉;用吊车将坯料A叠放在坯料B上面后,坯料B驮着坯料A一起进入加热炉进行加热;加热后,坯料B自动完成出钢作业;坯料A从坯料B上面分离后,手动下达坯料A数据,然后依次完成坯料A和坯料B的轧制。本发明可解决由于坯料受限而无法轧制出极薄规格钢板的问题,降
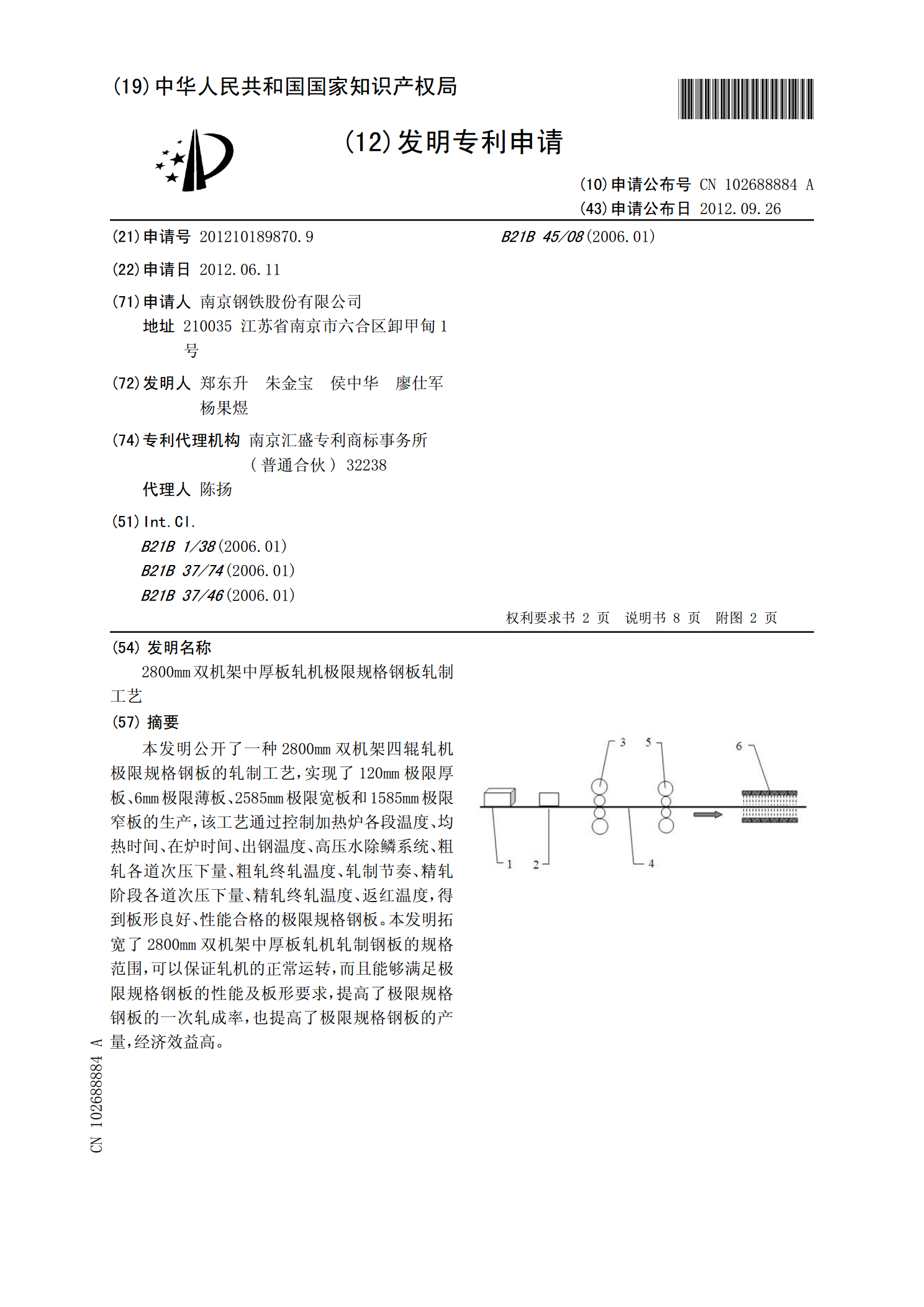
2800mm双机架中厚板轧机极限规格钢板轧制工艺.pdf
本发明公开了一种2800mm双机架四辊轧机极限规格钢板的轧制工艺,实现了120mm极限厚板、6mm极限薄板、2585mm极限宽板和1585mm极限窄板的生产,该工艺通过控制加热炉各段温度、均热时间、在炉时间、出钢温度、高压水除鳞系统、粗轧各道次压下量、粗轧终轧温度、轧制节奏、精轧阶段各道次压下量、精轧终轧温度、返红温度,得到板形良好、性能合格的极限规格钢板。本发明拓宽了2800mm双机架中厚板轧机轧制钢板的规格范围,可以保证轧机的正常运转,而且能够满足极限规格钢板的性能及板形要求,提高了极限规格钢板的一次
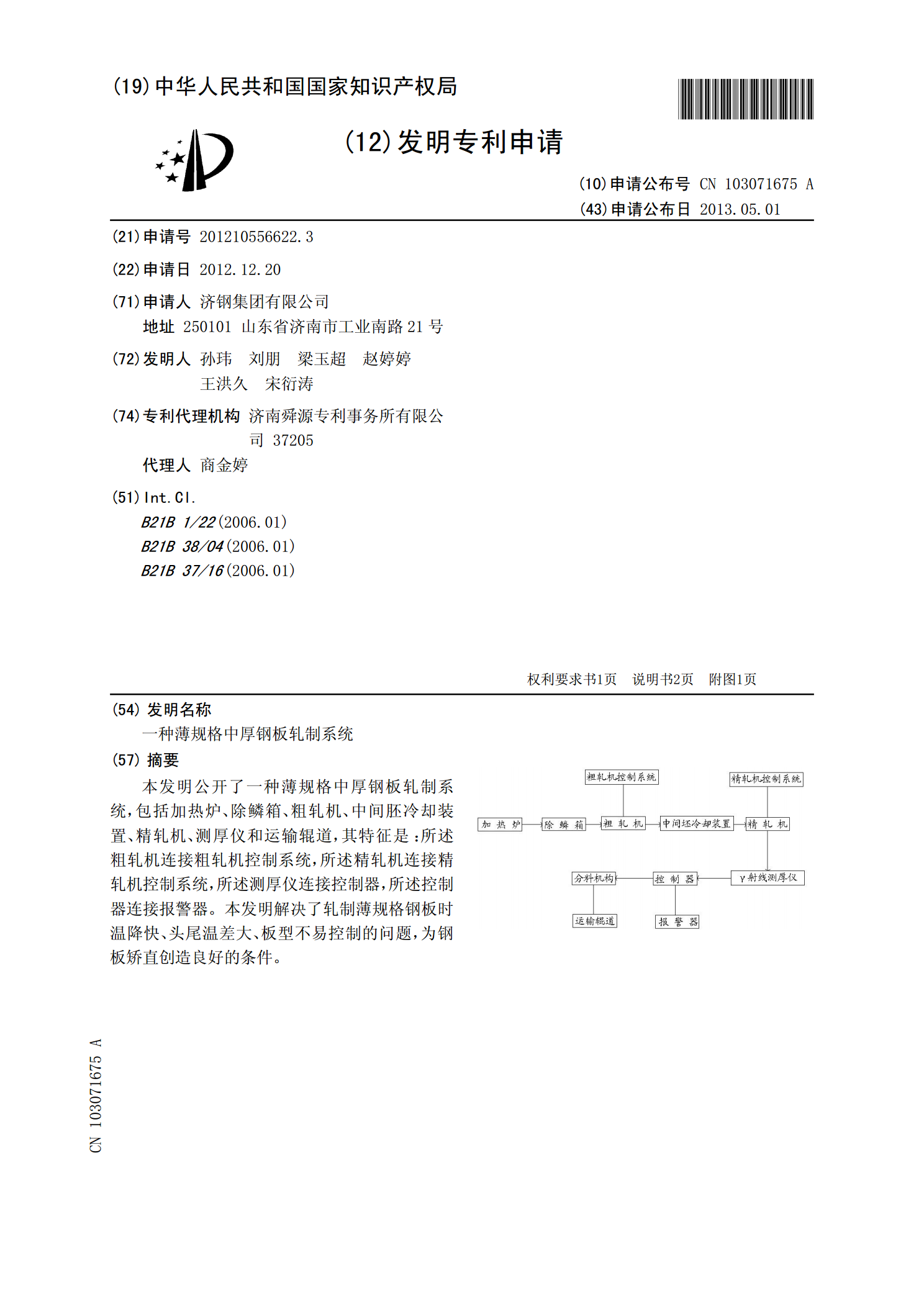
一种薄规格中厚钢板轧制系统.pdf
本发明公开了一种薄规格中厚钢板轧制系统,包括加热炉、除鳞箱、粗轧机、中间胚冷却装置、精轧机、测厚仪和运输辊道,其特征是:所述粗轧机连接粗轧机控制系统,所述精轧机连接精轧机控制系统,所述测厚仪连接控制器,所述控制器连接报警器。本发明解决了轧制薄规格钢板时温降快、头尾温差大、板型不易控制的问题,为钢板矫直创造良好的条件。