
一种薄规格钢板的生产方法.pdf

灵波****ng

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
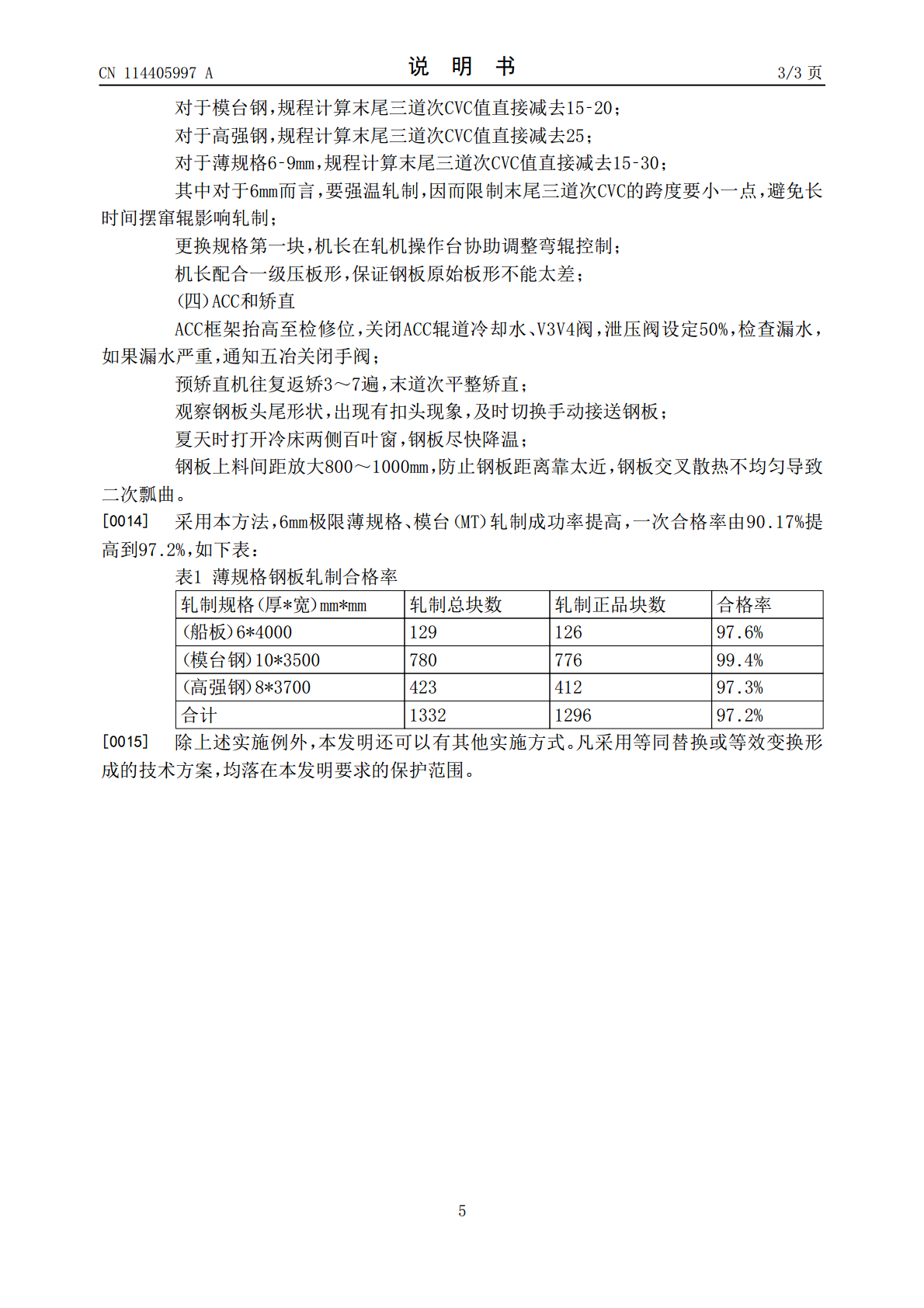
一种薄规格钢板的生产方法.pdf
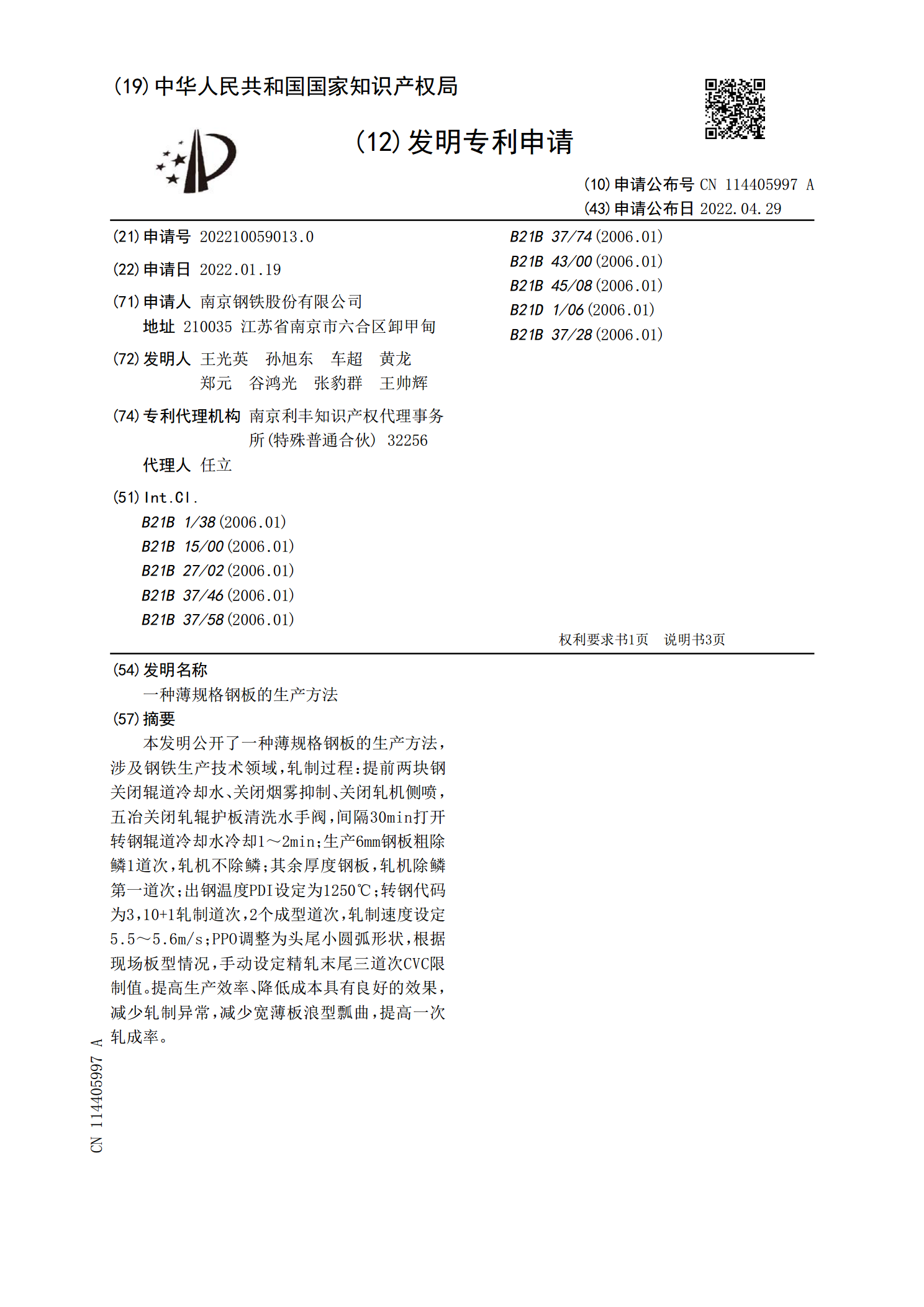
本发明公开了一种薄规格钢板的生产方法,涉及钢铁生产技术领域,轧制过程:提前两块钢关闭辊道冷却水、关闭烟雾抑制、关闭轧机侧喷,五冶关闭轧辊护板清洗水手阀,间隔30min打开转钢辊道冷却水冷却1~2min;生产6mm钢板粗除鳞1道次,轧机不除鳞;其余厚度钢板,轧机除鳞第一道次;出钢温度PDI设定为1250℃;转钢代码为3,10+1轧制道次,2个成型道次,轧制速度设定5.5~5.6m/s;PPO调整为头尾小圆弧形状,根据现场板型情况,手动设定精轧末尾三道次CVC限制值。提高生产效率、降低成本具有良好的效果,减少
一种薄规格取向硅钢板带的生产方法.pdf
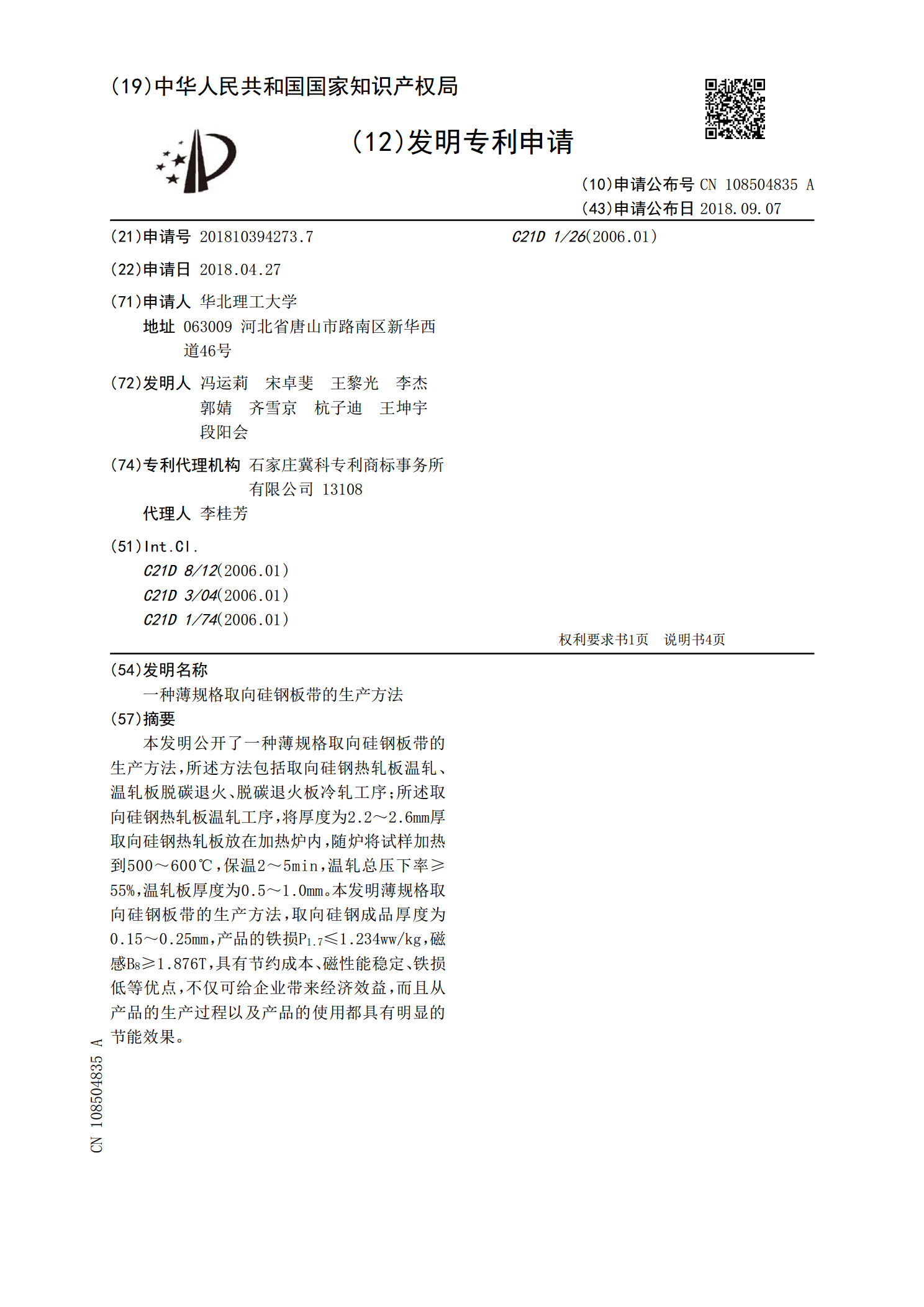
本发明公开了一种薄规格取向硅钢板带的生产方法,所述方法包括取向硅钢热轧板温轧、温轧板脱碳退火、脱碳退火板冷轧工序;所述取向硅钢热轧板温轧工序,将厚度为2.2~2.6mm厚取向硅钢热轧板放在加热炉内,随炉将试样加热到500~600℃,保温2~5min,温轧总压下率≥55%,温轧板厚度为0.5~1.0mm。本发明薄规格取向硅钢板带的生产方法,取向硅钢成品厚度为0.15~0.25mm,产品的铁损P
一种单机架轧机生产薄规格钢板的方法.pdf
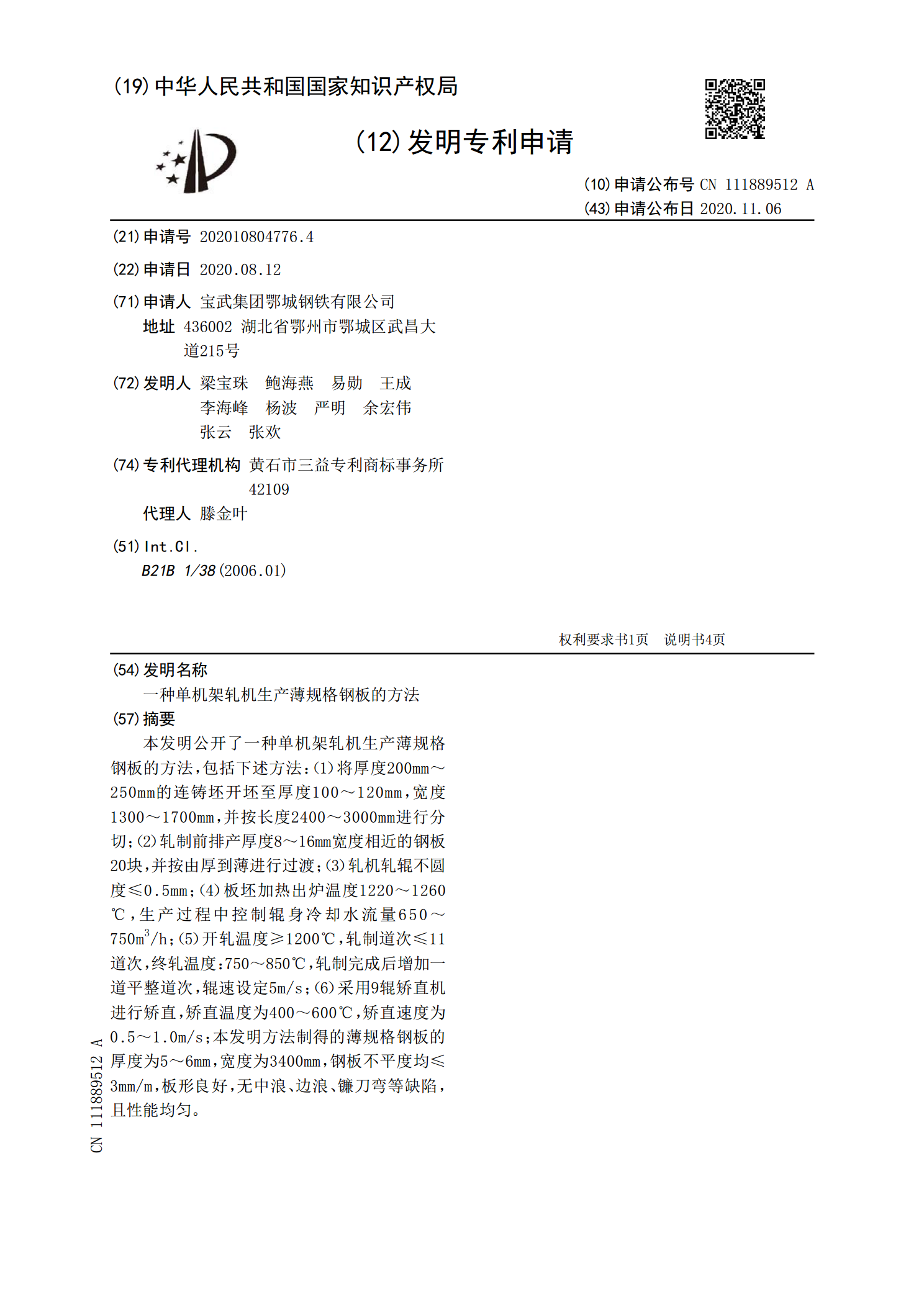
本发明公开了一种单机架轧机生产薄规格钢板的方法,包括下述方法:(1)将厚度200mm~250mm的连铸坯开坯至厚度100~120mm,宽度1300~1700mm,并按长度2400~3000mm进行分切;(2)轧制前排产厚度8~16mm宽度相近的钢板20块,并按由厚到薄进行过渡;(3)轧机轧辊不圆度≤0.5mm;(4)板坯加热出炉温度1220~1260℃,生产过程中控制辊身冷却水流量650~750m
一种薄规格钢板的淬火方法.pdf
本发明涉及一种薄规格钢板的淬火方法,所述钢板的厚度为4~80mm,所述淬火方法的生产步骤包括:加热阶段、喷水冷却阶段,所述加热阶段采用的设备为淬火常化炉,所述淬火常化炉为连续辊底式,炉内通有氮气,淬火常化炉的加热温度为890~910℃,所述淬火常化炉采用上下两排辐射管进行加热,所述淬火常化炉的炉温波动幅度<5℃;所述喷水冷却阶段采用的设备为淬火机,淬火机中上下设置有压紧辊,淬火机工作方式为辊压连续淬火,所述喷水冷却阶段分为冬季和夏季两种淬火模式,所述喷水冷却阶段采用的介质为循环冷却水,所述循环冷却水的水温
宽薄规格钢板的轧制方法.pdf
本发明提供了一种宽薄规格钢板的轧制方法,该轧制方法利用由粗轧机和精轧机组成的双机架轧机来轧制所述宽薄规格钢板,依次包括加热过程、粗轧过程和精轧过程,加热过程中,采用厚度≤200mm的板坯作为原材料,将板坯加热至出炉温度≥1230℃,然后将出炉后的板坯利用粗轧机经过粗轧过程轧制得到具有工艺要求的宽度和厚度的中间坯,再将中间坯利用精轧机经过精轧过程轧制得到毛宽≤3620mm的目标钢板,其中,终轧温度≥750℃。采用本发明方法轧制的钢板,轧制稳定,镰刀弯、浪形、瓢曲等问题能够得到有效控制。另外,本发明的轧制工艺