
一种橡胶金属减振器的生产工艺.pdf

灵波****ng

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种橡胶金属减振器的生产工艺.pdf
本发明公开了一种橡胶金属减振器的生产工艺,包括以下步骤:S1:镀金属准备:将电阻熔铝炉的温度设置为650‑800℃,先加热20‑30min,再向电阻熔铝炉中加入纯铝,并使其全部熔化,将减振基材放入准备好的铸造模具中,启动铸铝液压机,进行减振基材的铸铝操作,得到铸铝基材;S2:修边打磨:先对铸铝基材进行修边处理,再打磨铸铝基材的表面,直至光滑,得到长条形的铸铝基材;S3:组装:在长条形铸铝基材的一端焊接与铸铝基材垂直的减振板A,并在铸铝基材外套设一圈橡胶套,在铸铝基材的另一端悬空设置有减振板B。本发明生产工

一种双级橡胶减振器.pdf
一种双级橡胶减振器,包括皮带轮,皮带轮的右端面设有环形凹槽,环形凹槽内设有由惯量环、橡胶圈和轮毂组成的扭转减振装置,轮毂的内侧面上装有垫片,垫片与皮带轮形成橡胶环腔室,橡胶环腔室内装有橡胶环,橡胶环的内环装有轴向限位芯板,轴向限位芯板的端面通过垫片与轮毂连接;上述的垫片、橡胶环和轴向限位芯板组合成弯曲减振装置。在现有的橡胶减振器中,增加了解决弯曲振动的组件,这样不但节约了空间,还降低了发动机振动噪声,从而提高了整车的舒适性。本发明结构简单,使用方便,制作成本低。

一种抗冲击橡胶减振器.pdf
一种抗冲击橡胶减振器属于减振领域。本发明包括组件一:安装芯子与内层减振橡胶体的粘接一体成型;组件二:安装基座与外层抗冲击橡胶粘接一体成型;两组件过盈装配的形式;内层减振橡胶体下口型的圆台空腔形式;外层抗冲击橡胶体上口型内径与安装芯子外径之间预留冲击位移行程的设计形式;安装芯子底片直径大于抗冲击橡胶体上口型内径的防失效结构形式。本发明组合多种不同模量橡胶,多种不同硬度橡胶串联组合为单个减振系统,集减振与抗冲击于一体,同时降低减振系统占用的空间。本发明可将高量级冲击载荷缓冲至60%左右,同时高低两种弹性模量的
一种曲轴橡胶扭转减振器.pdf
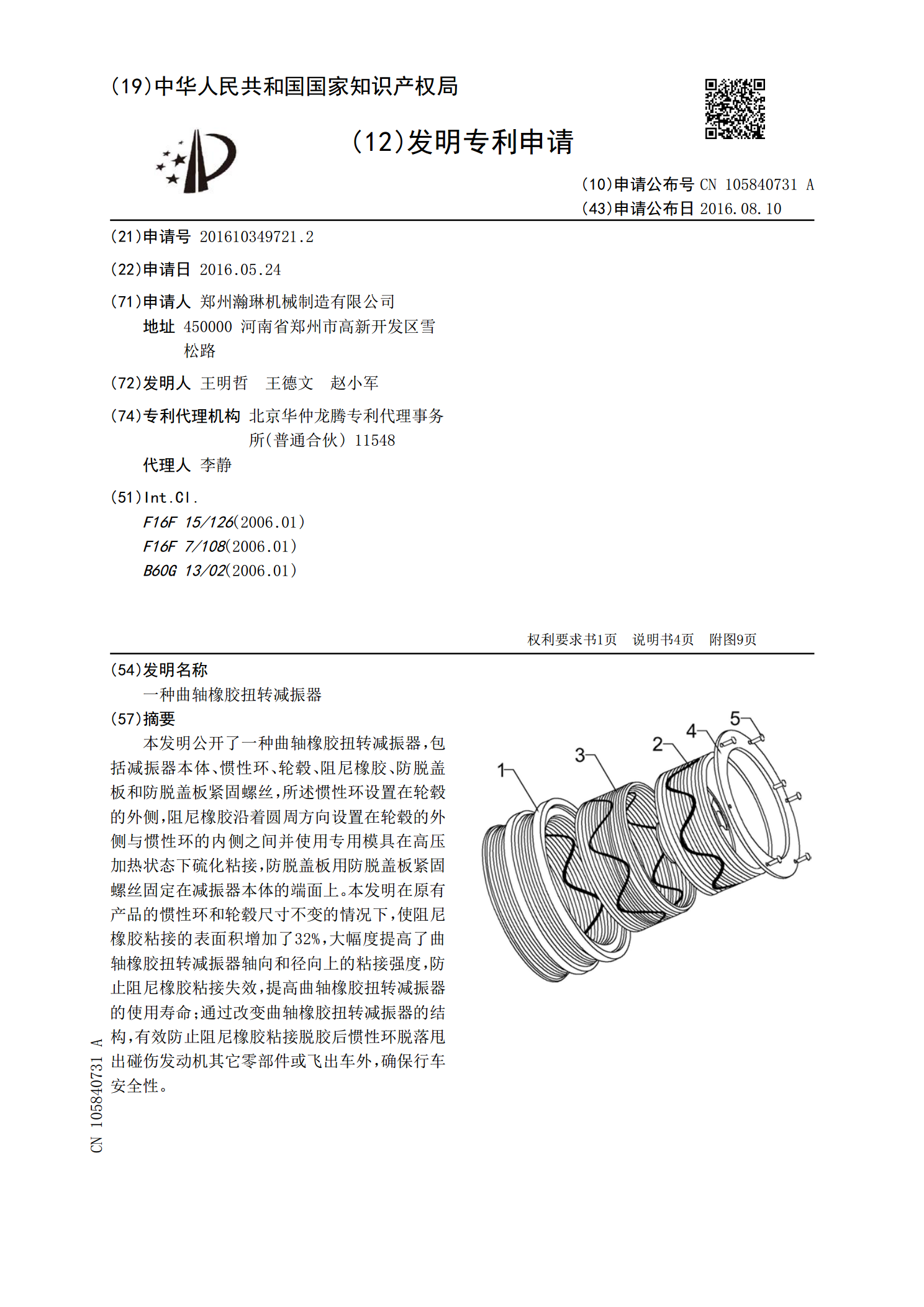
本发明公开了一种曲轴橡胶扭转减振器,包括减振器本体、惯性环、轮毂、阻尼橡胶、防脱盖板和防脱盖板紧固螺丝,所述惯性环设置在轮毂的外侧,阻尼橡胶沿着圆周方向设置在轮毂的外侧与惯性环的内侧之间并使用专用模具在高压加热状态下硫化粘接,防脱盖板用防脱盖板紧固螺丝固定在减振器本体的端面上。本发明在原有产品的惯性环和轮毂尺寸不变的情况下,使阻尼橡胶粘接的表面积增加了32%,大幅度提高了曲轴橡胶扭转减振器轴向和径向上的粘接强度,防止阻尼橡胶粘接失效,提高曲轴橡胶扭转减振器的使用寿命;通过改变曲轴橡胶扭转减振器的结构,有效

一种基于金属橡胶的垂向叠加式三级减振器.pdf
本发明公开了一种基于金属橡胶的垂向叠加式三级减振器,包括减振器上板、减振器底板、减振器内腔、中心螺杆和三级减振机构,所述减振器上板和减振器底板分别安装于减振器内腔的上部和底部,所述中心螺杆穿过减振器上板伸入到减振器内腔内,所述三级减振机构分别为第一级减振机构、第二级减振机构和第三级减振机构。本发明采用三级叠加减振的方式,解决了现有减振器不能在恶劣环境下保持自身良好减振性能的问题,同时具有良好的限位缓冲作用。