
新式手术刀片加工工艺.pdf

傲丝****账号

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
新式手术刀片加工工艺.pdf
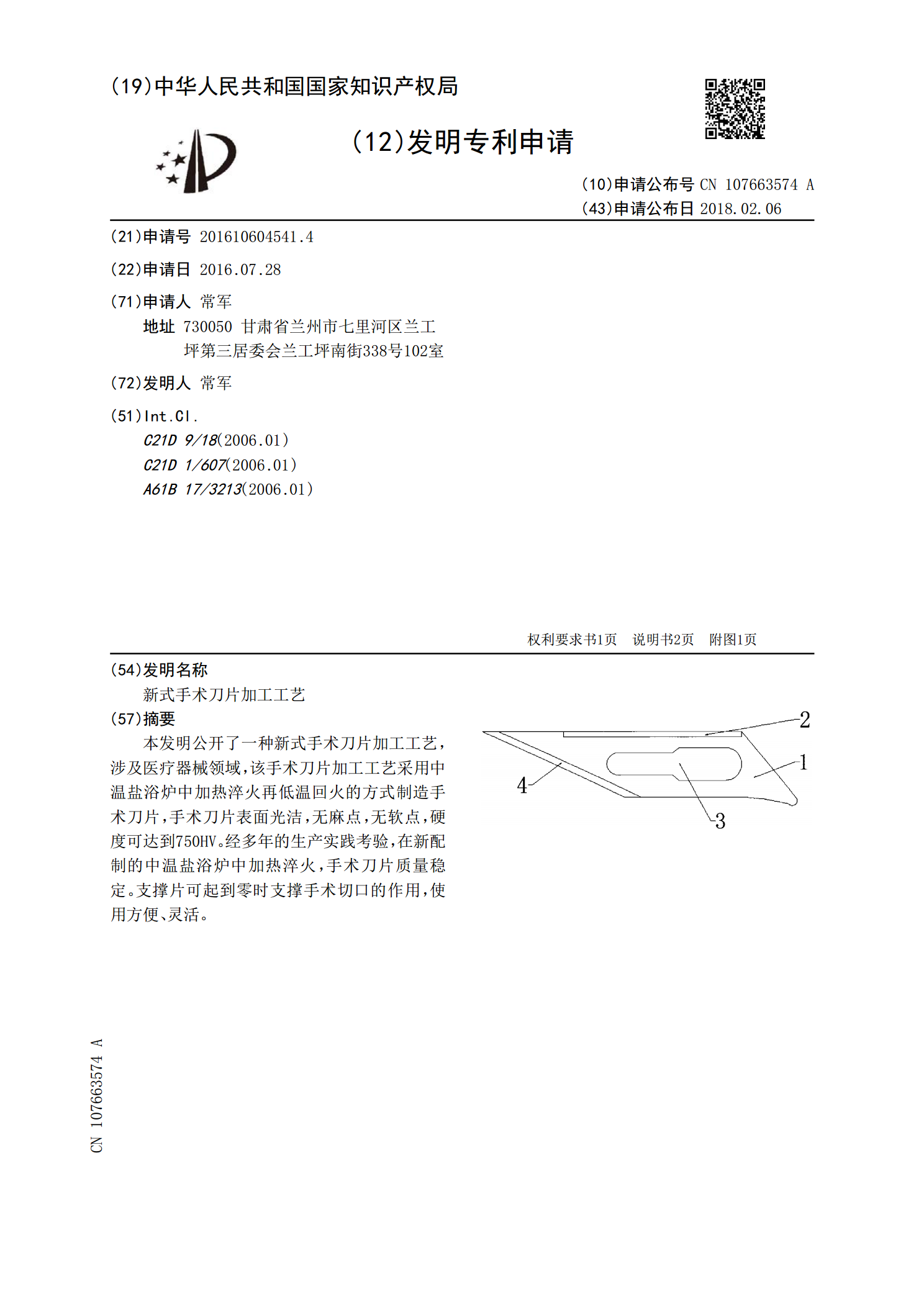
本发明公开了一种新式手术刀片加工工艺,涉及医疗器械领域,该手术刀片加工工艺采用中温盐浴炉中加热淬火再低温回火的方式制造手术刀片,手术刀片表面光洁,无麻点,无软点,硬度可达到750HV。经多年的生产实践考验,在新配制的中温盐浴炉中加热淬火,手术刀片质量稳定。支撑片可起到零时支撑手术切口的作用,使用方便、灵活。
一种刀片的加工工艺.pdf
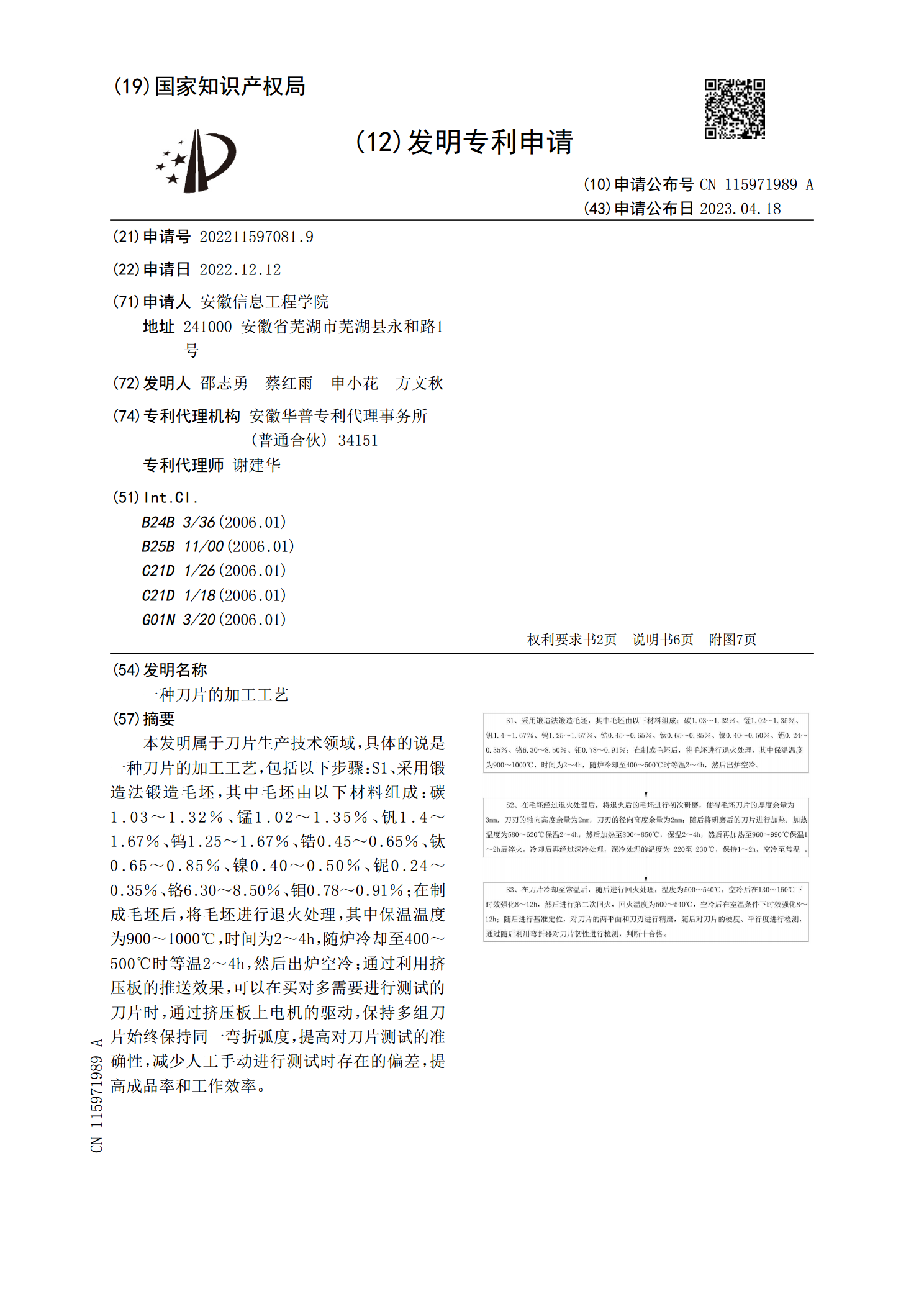
本发明属于刀片生产技术领域,具体的说是一种刀片的加工工艺,包括以下步骤:S1、采用锻造法锻造毛坯,其中毛坯由以下材料组成:碳1.03~1.32%、锰1.02~1.35%、钒1.4~1.67%、钨1.25~1.67%、锆0.45~0.65%、钛0.65~0.85%、镍0.40~0.50%、铌0.24~0.35%、铬6.30~8.50%、钼0.78~0.91%;在制成毛坯后,将毛坯进行退火处理,其中保温温度为900~1000℃,时间为2~4h,随炉冷却至400~500℃时等温2~4h,然后出炉空冷;通过利用挤
一种刀片的加工工艺方法.pdf
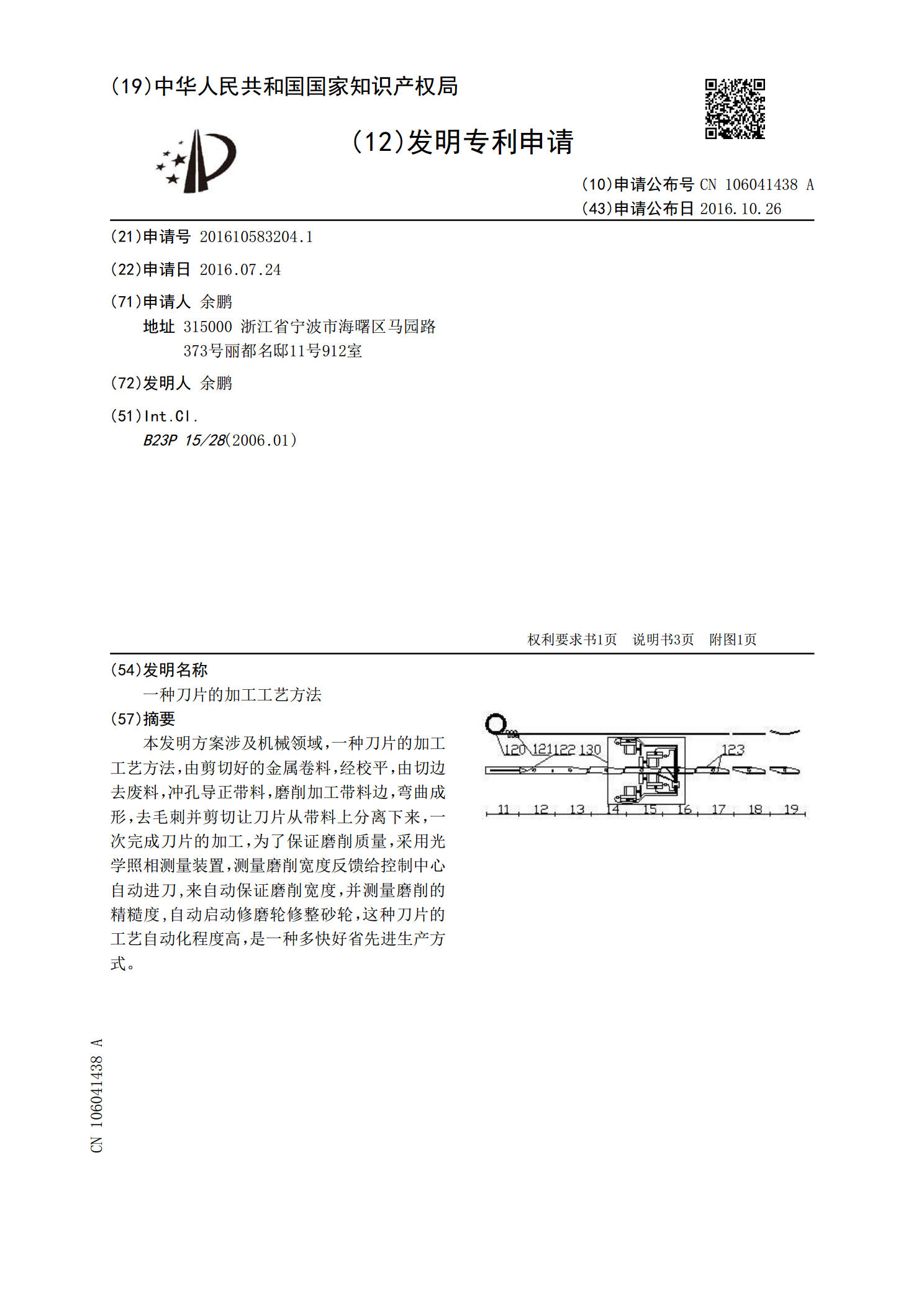
本发明方案涉及机械领域,一种刀片的加工工艺方法,由剪切好的金属卷料,经校平,由切边去废料,冲孔导正带料,磨削加工带料边,弯曲成形,去毛刺并剪切让刀片从带料上分离下来,一次完成刀片的加工,为了保证磨削质量,采用光学照相测量装置,测量磨削宽度反馈给控制中心自动进刀,来自动保证磨削宽度,并测量磨削的精糙度,自动启动修磨轮修整砂轮,这种刀片的工艺自动化程度高,是一种多快好省先进生产方式。
镶片齿轮滚刀刀片加工工艺.pdf
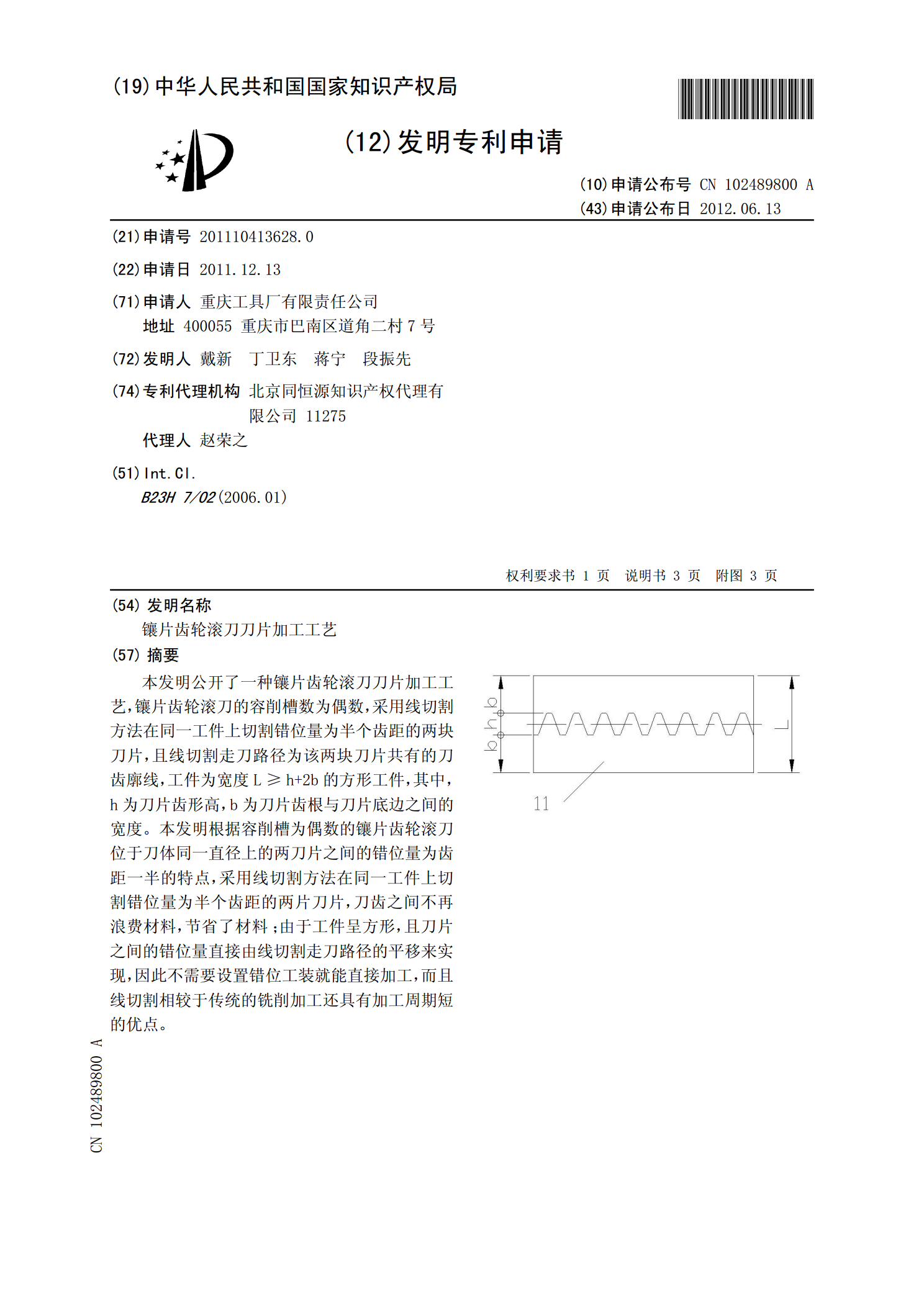
本发明公开了一种镶片齿轮滚刀刀片加工工艺,镶片齿轮滚刀的容削槽数为偶数,采用线切割方法在同一工件上切割错位量为半个齿距的两块刀片,且线切割走刀路径为该两块刀片共有的刀齿廓线,工件为宽度L≥h+2b的方形工件,其中,h为刀片齿形高,b为刀片齿根与刀片底边之间的宽度。本发明根据容削槽为偶数的镶片齿轮滚刀位于刀体同一直径上的两刀片之间的错位量为齿距一半的特点,采用线切割方法在同一工件上切割错位量为半个齿距的两片刀片,刀齿之间不再浪费材料,节省了材料;由于工件呈方形,且刀片之间的错位量直接由线切割走刀路径的平移来
一种高性能刀片加工工艺.pdf
本发明公开一种高性能刀片加工工艺,包括如下步骤:a、使用高速钢作为原料,利用三维软件绘制刀片模型并设置1mm余量;b、以步骤a中利用三维软件绘制的刀片模型作为加工模型,利用冲压模具对高速钢钢材进行冲压,得到刀片坯料;c、对步骤b中得到的坯料进行退火处理;d、利用磨床对刀片进行磨削加工,完成外形加工,刀刃处不加工;e、利用高速磨床进行刀刃加工;f、对完成步骤e的坯料进行探伤;g、将探伤合格的坯料放入真空加热炉中,在1000‑1100°C温度下,保温1‑1.5小时,之后在700‑800°C温度下保温30‑60