
一种汽车转向接头闭式模锻工艺.pdf

瀚玥****魔王

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车转向接头闭式模锻工艺.pdf
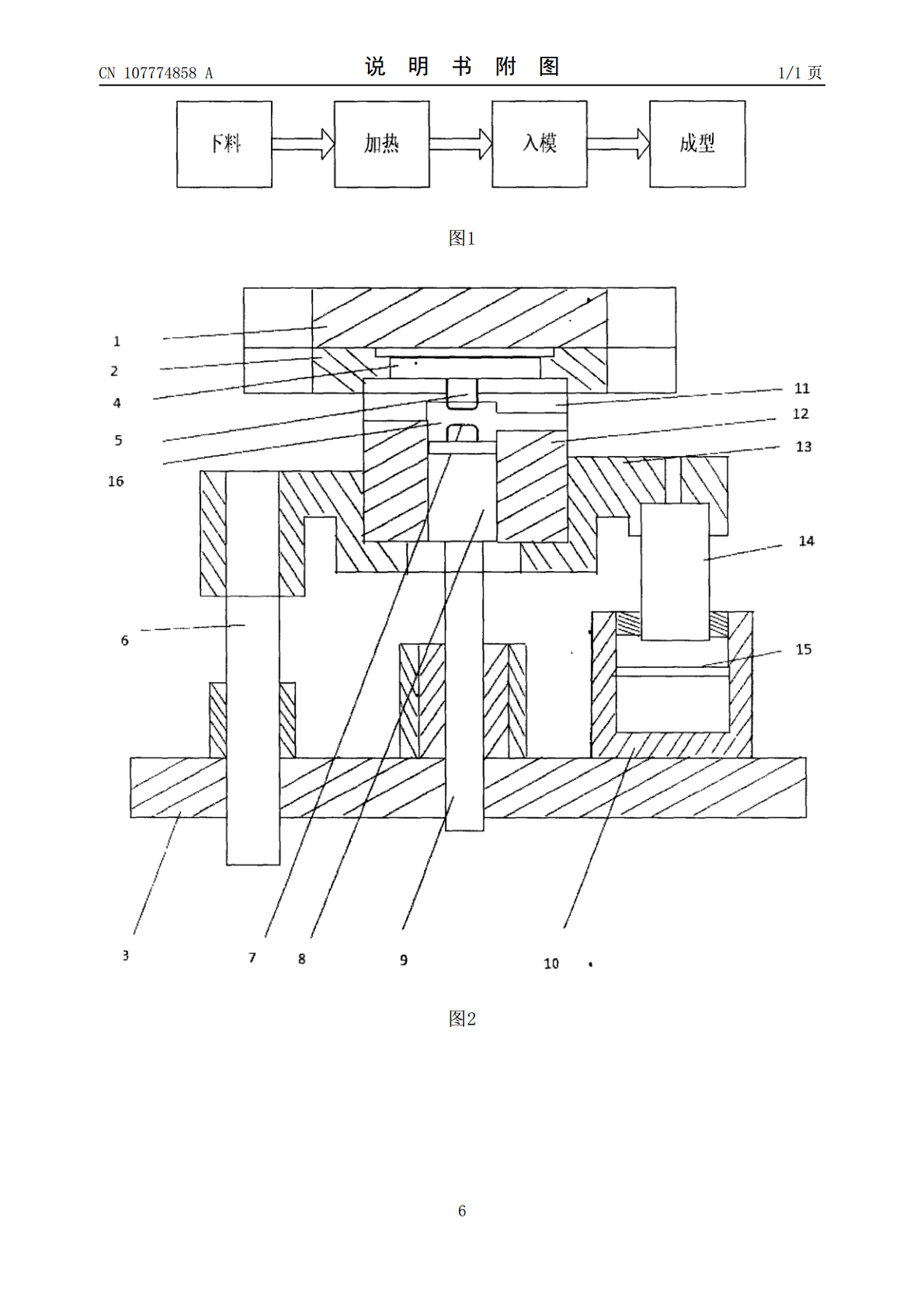
一种汽车转向接头闭式模锻工艺流程为:将原材料切割成坯料,坯料放入加热炉加热,待温度达到预定温度后,将坯料放入闭式模架的模腔中,该闭式模架上模板、下底座分别固定在四柱压力机上滑板、下底座上,四柱压力机上滑板下行,闭式模架的模腔闭合,模架油缸带动模架模筒进一步加强闭合,通过四柱压力机模芯顶杆上顶,坯料由下向上产生压力,模芯下顶杆杆部自由通过模具中心向侧面挤压成型,一次锻压形成转向接头工件;取出成型工件时,可通过控制顶杆上顶,将工件顶出模架;上下凹模可根据不同型号、不同形式、不同形状的工件而更换。解决了传统工艺
汽车轮毂法兰闭式精密模锻方法.pdf
本发明涉及一种法兰的模锻方法,尤其是涉及一种汽车轮毂法兰闭式精密模锻方法。其主要是解决现有技术所存在的锻造中成型效果较差,还需用后道工序进行多种切削加工,增加了材料的浪费,提高了后道工序的生产成本,降低了精加工的生产效率,且由于后续多种切削工艺破坏力金属流线,对产品强度造成了不利影响等的技术问题。本发明的方法包括:通过中频感应加热炉对棒料进行加热,超过温度范围的棒料通过分选机构自动剔除;启动机械压力机,对棒料进行镦粗,墩粗成鼓型;启动机械压力机,对棒料进行预锻,预锻出整个轮毂法兰的长度;启动机械压力机,对
石油钻杆接头水平模锻工艺与模锻装置.pdf
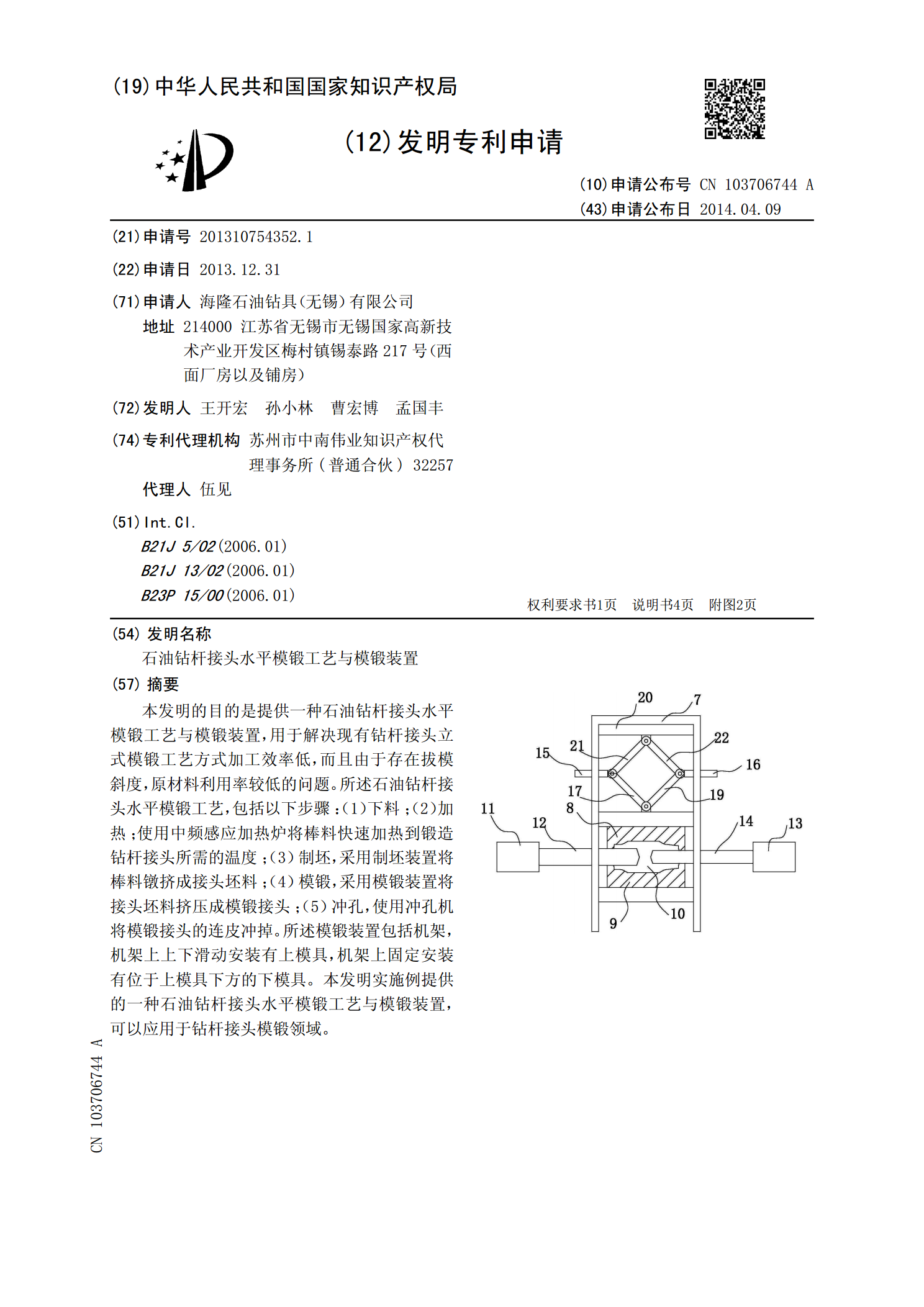
本发明的目的是提供一种石油钻杆接头水平模锻工艺与模锻装置,用于解决现有钻杆接头立式模锻工艺方式加工效率低,而且由于存在拔模斜度,原材料利用率较低的问题。所述石油钻杆接头水平模锻工艺,包括以下步骤:(1)下料;(2)加热;使用中频感应加热炉将棒料快速加热到锻造钻杆接头所需的温度;(3)制坯,采用制坯装置将棒料镦挤成接头坯料;(4)模锻,采用模锻装置将接头坯料挤压成模锻接头;(5)冲孔,使用冲孔机将模锻接头的连皮冲掉。所述模锻装置包括机架,机架上上下滑动安装有上模具,机架上固定安装有位于上模具下方的下模具。本
羊角锤闭式精密模锻工艺及模具设计.pdf
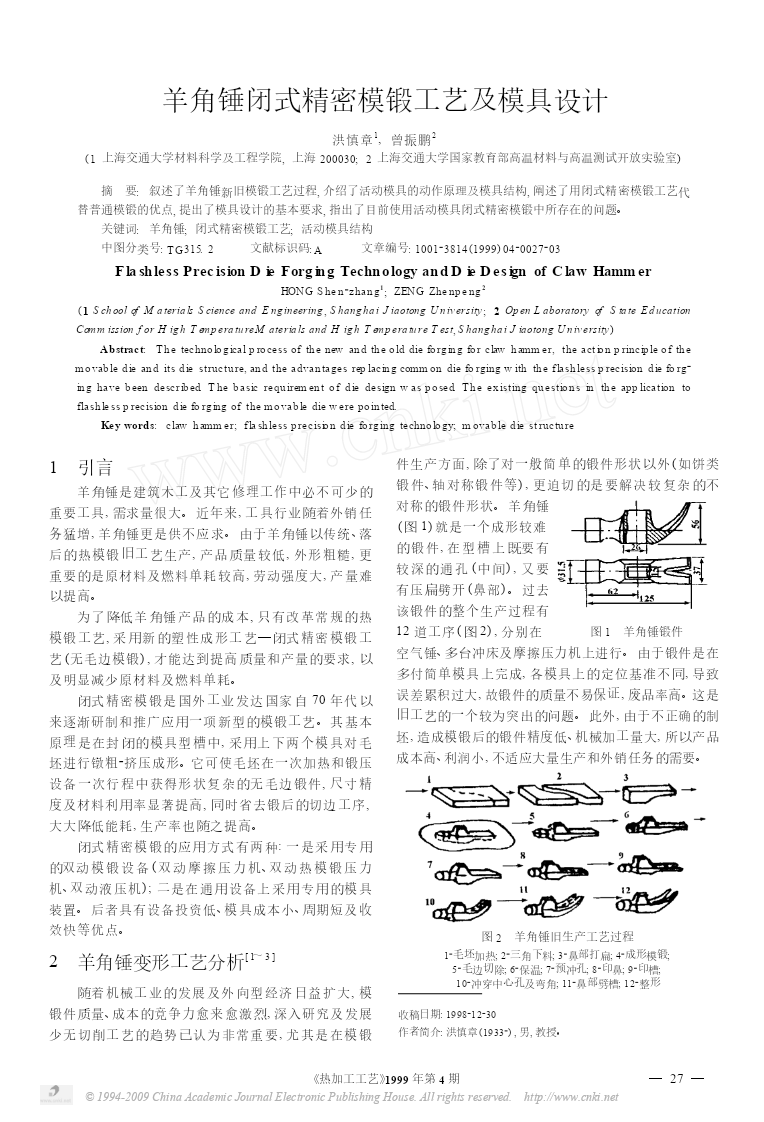
羊角锤闭式精密模锻工艺及模具设计洪慎章1,曾振鹏2(1.上海交通大学材料科学及工程学院,上海200030;2.上海交通大学国家教育部高温材料与高温测试开放实验室)摘要:叙述了羊角锤新旧模锻工艺过程,介绍了活动模具的动作原理及模具结构,阐述了用闭式精密模锻工艺代替普通模锻的优点,提出了模具设计的基本要求,指出了目前使用活动模具闭式精密模锻中所存在的问题。关键词:羊角锤;闭式精密模锻工艺;活动模具结构中图分类号:TG315.2文献标识码:A文章编号:100123814(1999)0420027203Flash

装载机活塞杆闭式模锻的工艺方法.pdf
本发明公开了一种装载机活塞杆闭式模锻的工艺方法,涉及机械加工技术领域;包括以下步骤:用带锯床将圆钢锯成工艺要求尺寸的圆棒料、将锯好的圆棒料放入中频炉加热至1150℃、将加热好的圆棒料放到摆辗机的摆辗模内进行制坯、将制成球形坯的圆钢棒放入液压机成型模内进行头部整形挤孔、将头部整形挤孔好的圆钢棒放入周转箱内冷却;本发明可以解决现有技术中产品精度差、模具制造成本高和操作者工作环境差的问题。