
控制高拉速薄板坯连铸液位波动的方法.pdf

是你****盟主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
控制高拉速薄板坯连铸液位波动的方法.pdf
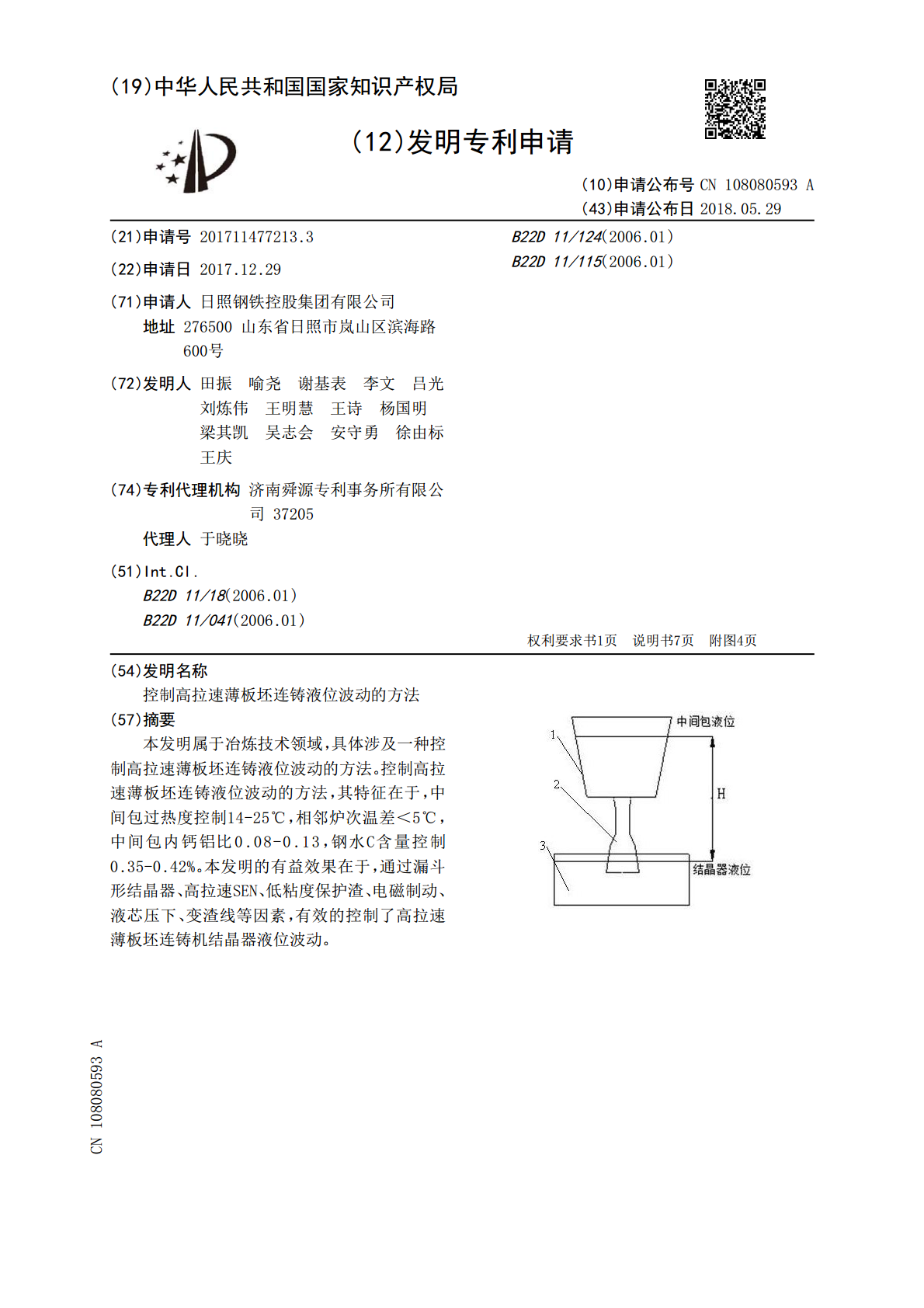
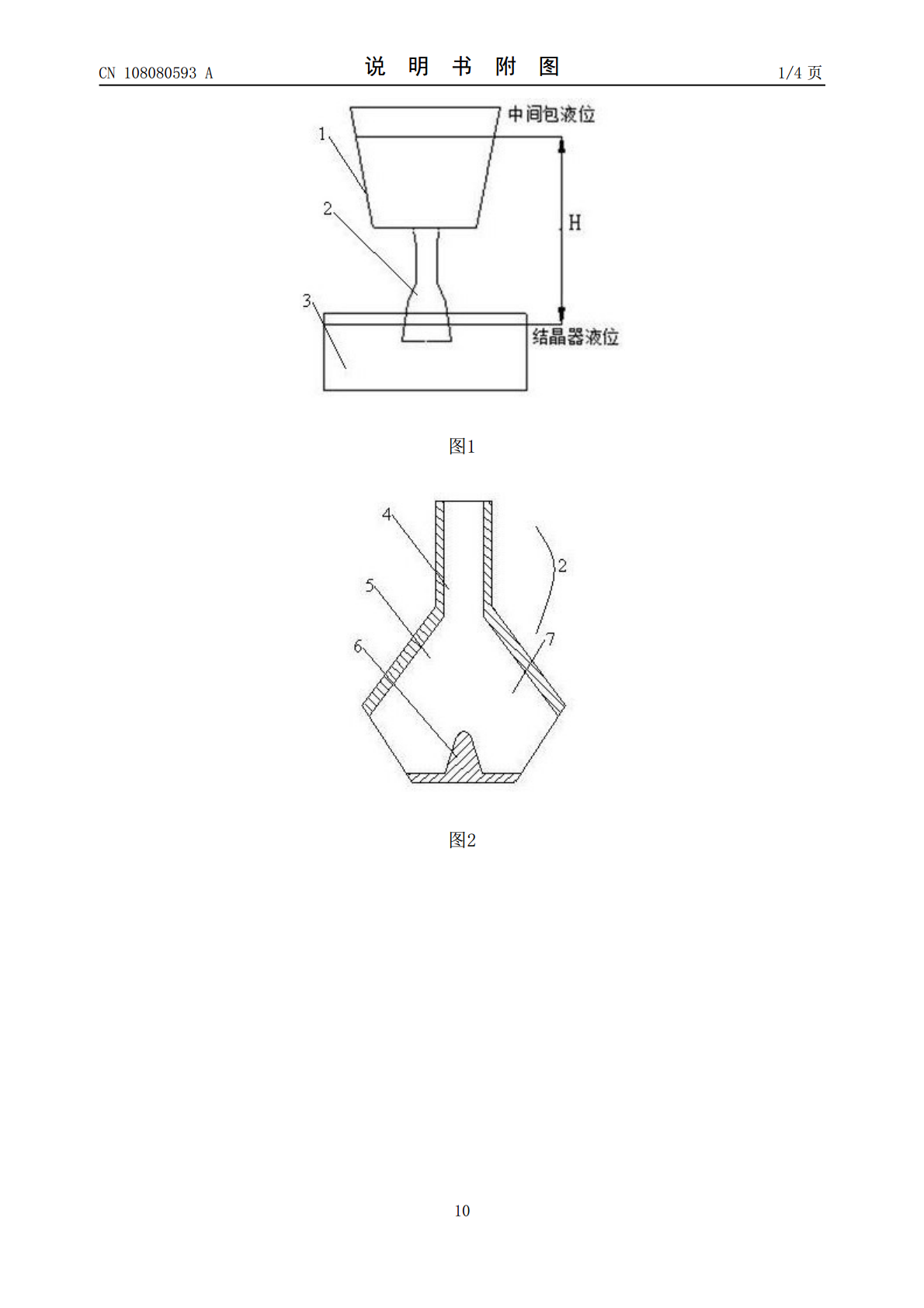
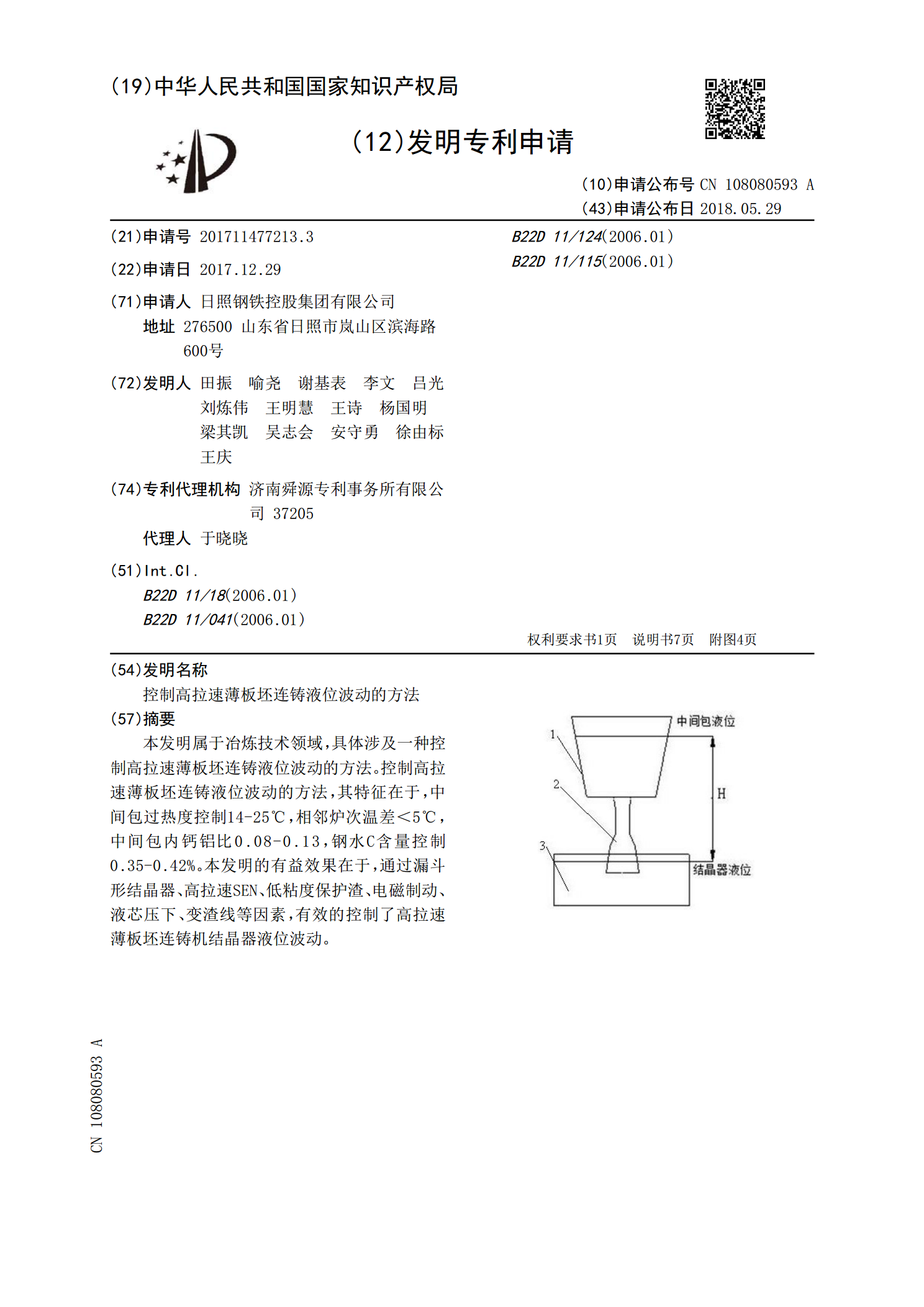
本发明属于冶炼技术领域,具体涉及一种控制高拉速薄板坯连铸液位波动的方法。控制高拉速薄板坯连铸液位波动的方法,其特征在于,中间包过热度控制14‑25℃,相邻炉次温差<5℃,中间包内钙铝比0.08‑0.13,钢水C含量控制0.35‑0.42%。本发明的有益效果在于,通过漏斗形结晶器、高拉速SEN、低粘度保护渣、电磁制动、液芯压下、变渣线等因素,有效的控制了高拉速薄板坯连铸机结晶器液位波动。
高拉速薄板坯连铸的结晶器保护渣.pdf
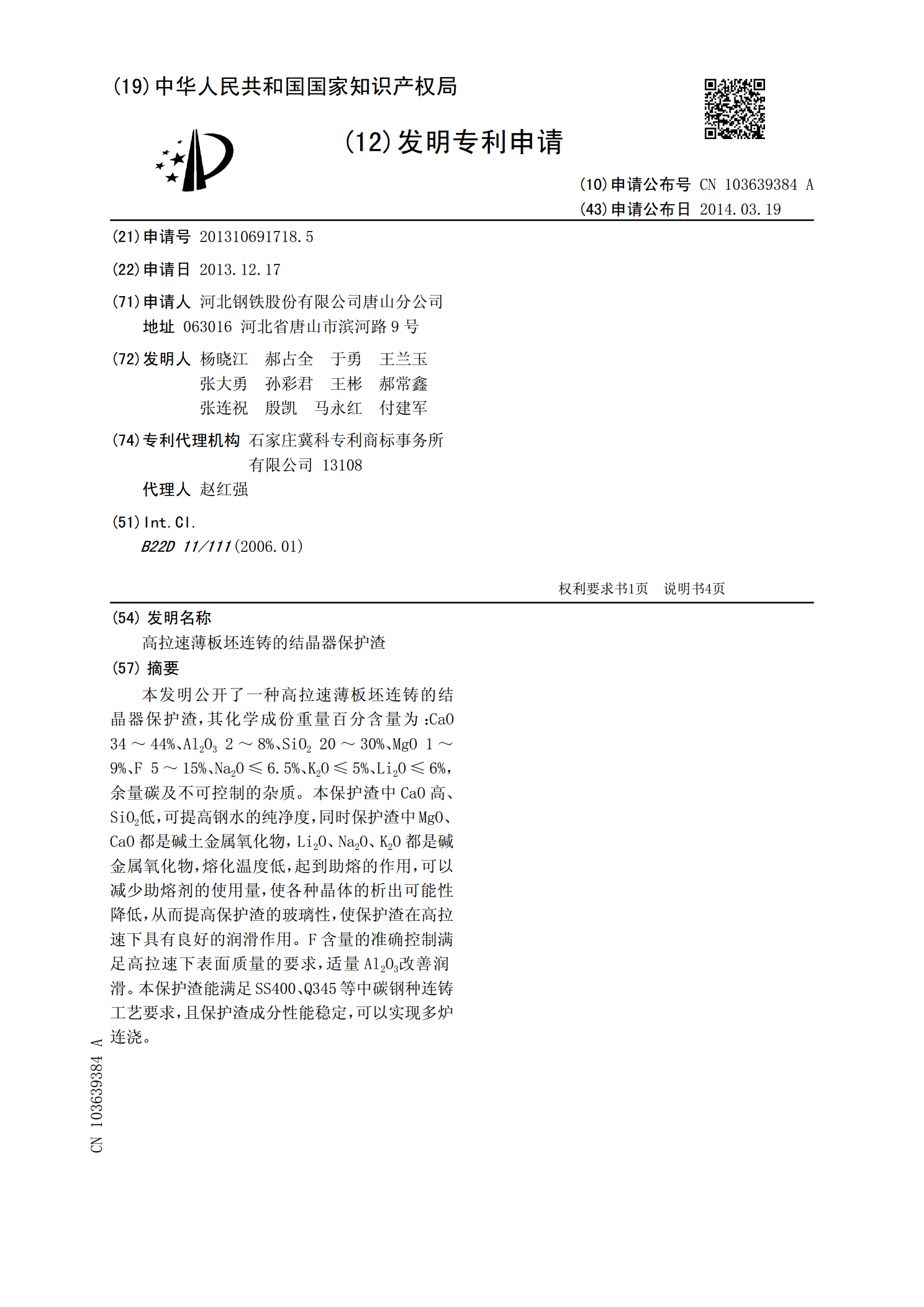
本发明公开了一种高拉速薄板坯连铸的结晶器保护渣,其化学成份重量百分含量为:CaO?34~44%、Al2O3?2~8%、SiO2?20~30%、MgO?1~9%、F?5~15%、Na2O≤6.5%、K2O≤5%、Li2O≤6%,余量碳及不可控制的杂质。本保护渣中CaO高、SiO2低,可提高钢水的纯净度,同时保护渣中MgO、CaO都是碱土金属氧化物,Li2O、Na2O、K2O都是碱金属氧化物,熔化温度低,起到助熔的作用,可以减少助熔剂的使用量,使各种晶体的析出可能性降低,从而提高保护渣的玻璃性,使保护渣在高拉
提高板坯连铸拉速的技术措施.pdf
2007年10月炼钢Oct.2007·85·第23卷第5期SteelmakingVol.23No.5提高板坯连铸拉速的技术措施蔡宁,杜锋(宝山钢铁股份有限公司研究院,上海201900)摘要:阐述了国内外高速板坯连铸技术的发展现状,介绍了其所采用的诸如保护渣、结晶器振动、浸入式水口、结晶器液面控制、电磁制动、大容量中间包等技术措施,并对如何提高拉速提出了设想。关键词:板坯连铸;保护渣;电磁制动;二冷控制;非正弦振动中图分类号:TF777.1文献标识码:A文章编号:100221043(2007)0520058
防控高拉速薄板坯连铸卷渣的方法及制备的低碳钢.pdf
本发明公开了一种防控高拉速薄板坯连铸卷渣的方法,应用于低碳钢包括:进行铁水预处理脱硫;脱硫后的铁水进行转炉冶炼;转炉出钢后,进行钢包精炼炉LF精炼;在LF结束出站时,控制开机第一炉钢水的钙铝比Ca/Als为0.09~0.15,连浇炉次钢水的钙铝比Ca/Als为0.04~0.08;将LF出站后的钢水进行连铸,控制中间包过热度为15℃~28℃,并且炉次之间的平均过热度差值小于5℃;控制浸入式水口插入深度75~85mm,且浸入式水口的变渣线范围为0~40mm;控制结晶器保护渣的粘度为0.2~0.7Pa·S,碱度
高铝钢板坯连铸方法.pdf
本发明公开了一种高铝钢板坯连铸方法,高铝钢板坯连铸方法,包括下述步骤:S1、转炉初炼,转炉停吹游离氧目标500ppm,上限600ppm;S2、精炼;S3、连铸,将精炼后的钢水浇注到结晶器中,进行连铸,得到连铸板坯,其中结晶器中保护渣的化学元素质量百分配比为:SiO