
高铝钢板坯连铸方法.pdf

冷霜****魔王


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高铝钢板坯连铸方法.pdf
本发明公开了一种高铝钢板坯连铸方法,高铝钢板坯连铸方法,包括下述步骤:S1、转炉初炼,转炉停吹游离氧目标500ppm,上限600ppm;S2、精炼;S3、连铸,将精炼后的钢水浇注到结晶器中,进行连铸,得到连铸板坯,其中结晶器中保护渣的化学元素质量百分配比为:SiO
一种高硫低铝易切削钢连铸板坯及其生产方法.pdf
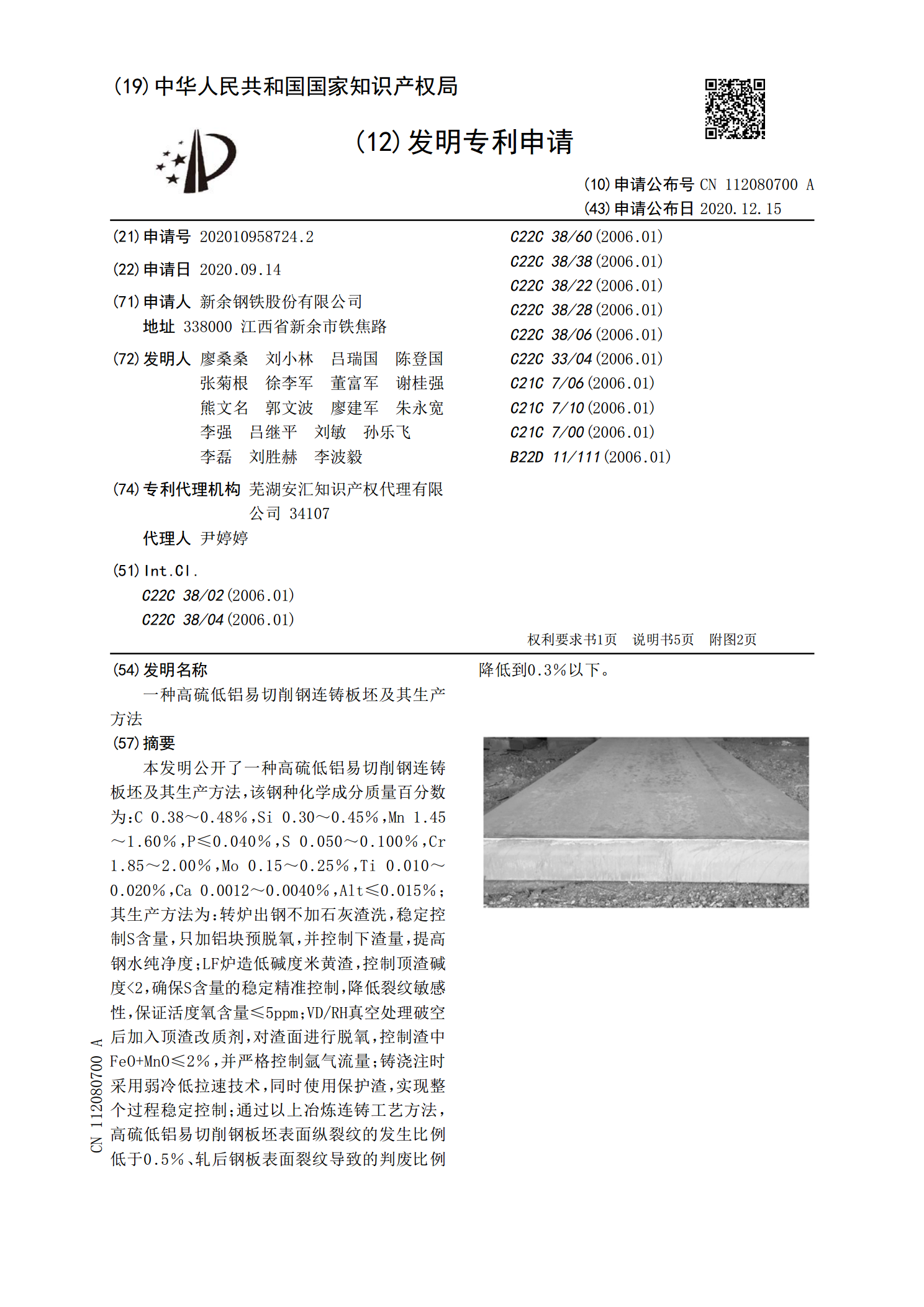
本发明公开了一种高硫低铝易切削钢连铸板坯及其生产方法,该钢种化学成分质量百分数为:C0.38~0.48%,Si0.30~0.45%,Mn1.45~1.60%,P≤0.040%,S0.050~0.100%,Cr1.85~2.00%,Mo0.15~0.25%,Ti0.010~0.020%,Ca0.0012~0.0040%,Alt≤0.015%;其生产方法为:转炉出钢不加石灰渣洗,稳定控制S含量,只加铝块预脱氧,并控制下渣量,提高钢水纯净度;LF炉造低碱度米黄渣,控制顶渣碱度
一种高锰高铝汽车钢板坯连铸的生产方法.pdf
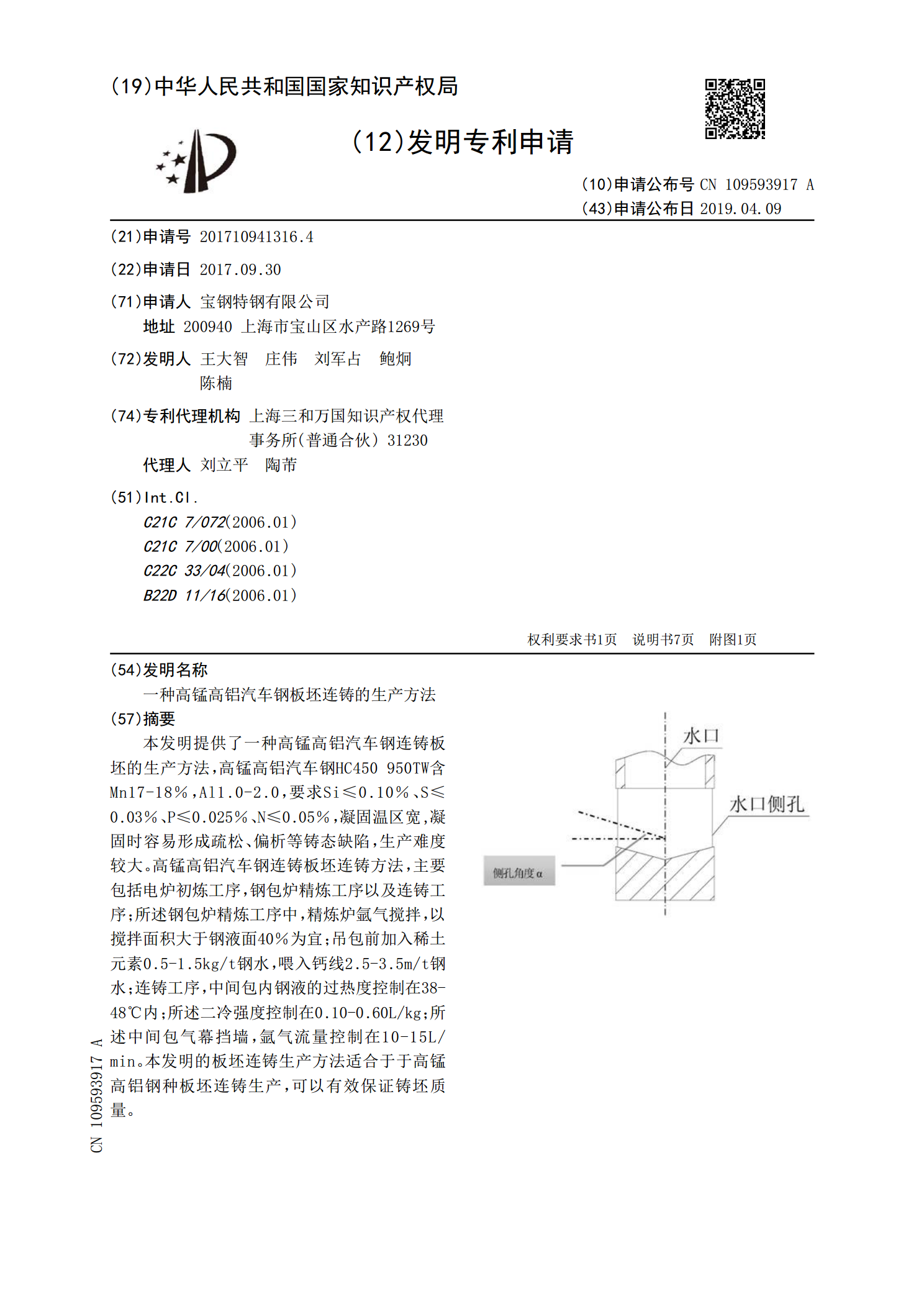
本发明提供了一种高锰高铝汽车钢连铸板坯的生产方法,高锰高铝汽车钢HC450950TW含Mn17‑18%,Al1.0‑2.0,要求Si≤0.10%、S≤0.03%、P≤0.025%、N≤0.05%,凝固温区宽,凝固时容易形成疏松、偏析等铸态缺陷,生产难度较大。高锰高铝汽车钢连铸板坯连铸方法,主要包括电炉初炼工序,钢包炉精炼工序以及连铸工序;所述钢包炉精炼工序中,精炼炉氩气搅拌,以搅拌面积大于钢液面40%为宜;吊包前加入稀土元素0.5‑1.5kg/t钢水,喂入钙线2.5‑3.5m/t钢水;连铸工序,中间包内
高钛钢板坯连铸方法.pdf
本发明属于冶金技术领域,具体涉及一种高钛钢板坯连铸方法。针对现有高钛钢连铸方法无法避免水口堵塞的问题,本发明提供了一种高钛钢板坯连铸方法,包括以下步骤:a、中间包内采用气幕挡墙,液面采用氩气保护,钢包到中间包、中间包到结晶器采用全程加保护套管保护浇注;第一炉开浇和换包前,采用钢管连接到长水口;b、待钢中N含量≤30ppm时,采用高过热度浇注工艺,拉速≤1.1m/min;c、采用凝固末端动态轻压下技术,二冷采用凝固终点区域强冷的二冷制度。本发明能够减少二次夹杂30~50%,还能避免TiN在中间包内大量生成,
高铝钢用连铸保护渣及其制备方法.pdf
本发明属于钢水连铸技术领域,具体涉及高铝钢用连铸保护渣及其制备方法。本发明所要解决的技术问题在于提供一种能确保高铝钢顺利浇注、实现多炉连浇,并能获得良好铸坯质量的连铸保护渣。该保护渣由以下重量百分比的成分组成:CaO:15~30%,SiO